Известны приспособления для обработки скошенных торцов цилиндрических деталей с .планшайбой, плоскость .поворота которой образует с плоскостью обработки некоторый угол.
Предлагаемое приспособление обеспечивает обработку двух торцовых плоскостей заготовки с одной установки.
С этой целью планшайба снабжена эксцентрично расиоложенной относительно ее цилиндрической наружной поверхности, являющейся базирующей, втулкой с экспентрично выполненными в ней отверстиями, смещение которых обеспечивает совмещение центра обрабатываемой торцовой плоскости с осью вращения стола металлорежущего станка.
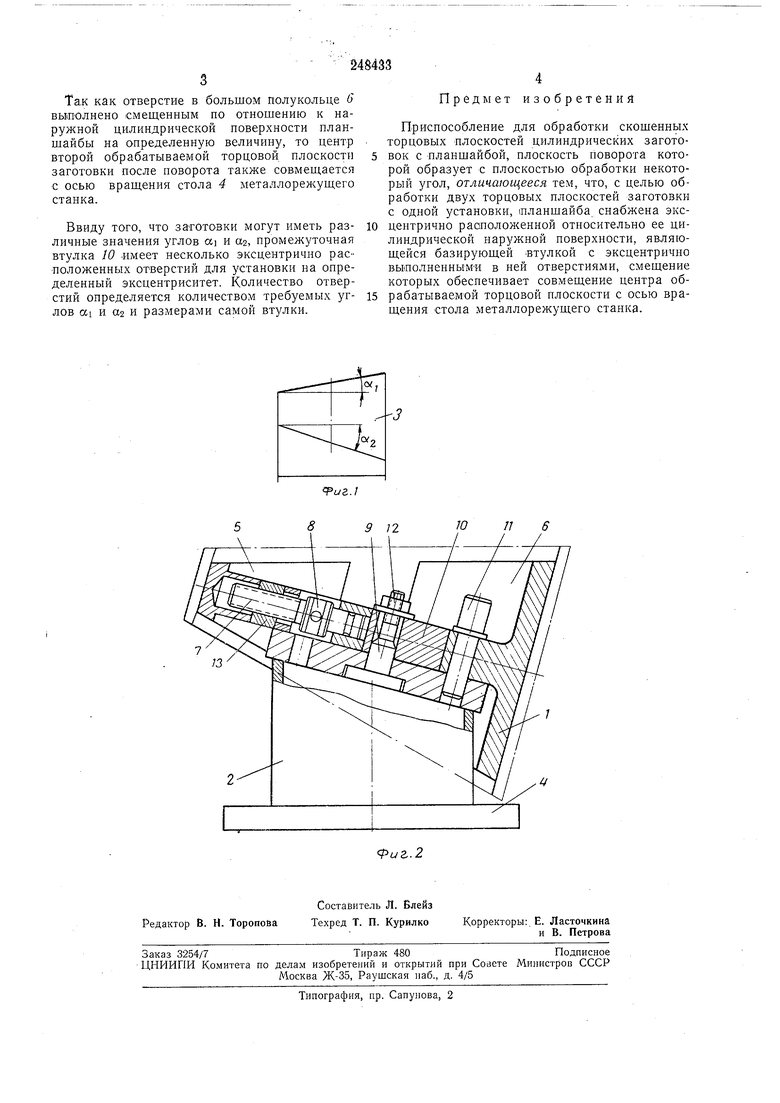
На фиг. 1 изображена обрабатываемая заготовка; на фиг. 2 - предлагаемое приспособление.
Приспособление для обработки скошенных торцовых плоскостей цилиндрических заготовок состоит из поворотной лланшайбы 1, уста- - -.- ..-i. ai + «2
новленнои на подставке 2 под углом ,
Поворотная планшайба / состоит из малого 5 и большого 6 полуколец, соединенных .между собой винтовой нарой 7 и 5.
В подставке 2 закреплен центрирующий палед 9, на который устанавливают планшайбу / через промел уточную эксцентриковую втулку 10 и осуществляют точную фиксацию положения планшайбы с помощью фиксатора //. Зажимают планшайбу гайкой 12.
Заготовку 3 устанавливают на планшайбу так, чтобы одна из торцовых плоскостей заготовки была параллельна плоскости стола 4.
При вращении винта 7 малое полукольцо 5 с установленной на нем гайкой 13 перемещается, закрепляя заготовку 3.
Таким образом, заготовка 3 своей внутренней поверхностью базируется на цилиндрических нарул ных поверхностях малого и большого /полуколец планшайбы, при этом центр
обрабатываемой торцовой плоскости совмещается с осью вращения стола 4.
После обработки одной торцовой плоскости заготовки производится расфиксация и открепление планшайбы, и последняя вместе с
за1фепленной на ней деталью поворачивается на угол 180°.
Так как отверстие в большом полукольце 6 выполнено смещенным по отношению к наружной цилиндрической поверхности планшайбы на определенную величину, то центр второй обрабатываемой торцовой плоскости заготовки после поворота также совмещается с осью вращения стола 4 металлорежущего станка.
Ввиду того, что заготовки могут иметь различпые значения углов ai и а, промежуточная втулка 10 имеет несколько эксцентрично расположенных отверстий для установки на определенный эксцентриситет. Количество отверстий определяется количеством требуемых углов ai и 02 и размерами самой втулки.
Предмет изобретений
Приспособление для обработки скощенных торцовых плоскостей цилиндрических заготовок с планшайбой, плоскость поворота которой образует с плоскостью обработки некоторый угол, отличающееся тем, что, с целью обработки двух торцовых плоскостей заготовки с одной установки, лланщайба снабжена эксцентрично расположенной отпосительно ее цилиндрической наружной поверхности, являющейся базирующей «тулкой с эксцентрично вьшолненнымИ в ней отверстиями, смещение которых обеспечивает совмещение центра обрабатываемой торцовой плоскости с осью вращения стола металлорежущего станка.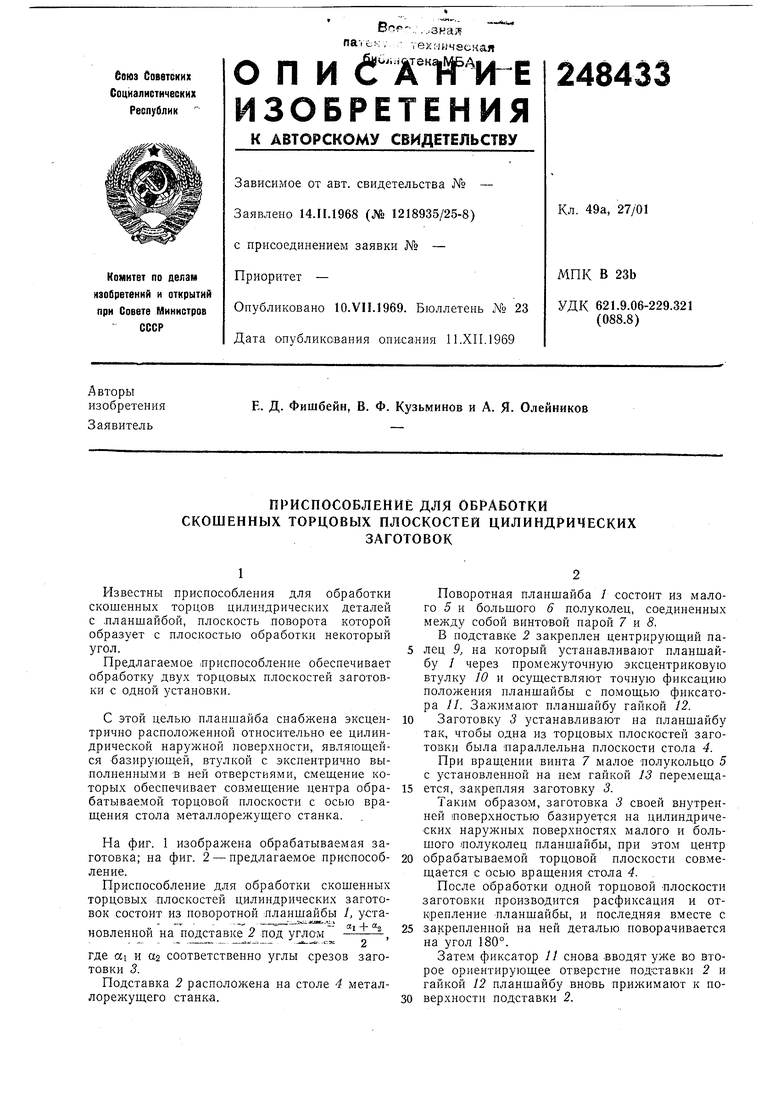
| название | год | авторы | номер документа |
|---|---|---|---|
| Стол зубообрабатывающего станка | 1988 |
|
SU1516262A2 |
| СПОСОБ ВИБРАЦИОННОГО ИГЛОФРЕЗЕРОВАНИЯ | 2010 |
|
RU2452598C1 |
| ПОВОРОТНЫЙ стол | 1973 |
|
SU400434A1 |
| НАКАТНАЯ ГОЛОВКА | 1995 |
|
RU2076786C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ИГЛОФРЕЗЕРОВАНИЯ | 2010 |
|
RU2452599C1 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| Устройство для очистки наружной поверхности цилиндрической детали | 1987 |
|
SU1447461A1 |
| Приспособление для многоосевой фрезерной обработки нескольких деталей | 2020 |
|
RU2758434C1 |
| Автоматическая линия для обработки крупногабаритных колец | 1985 |
|
SU1252132A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2239534C1 |
