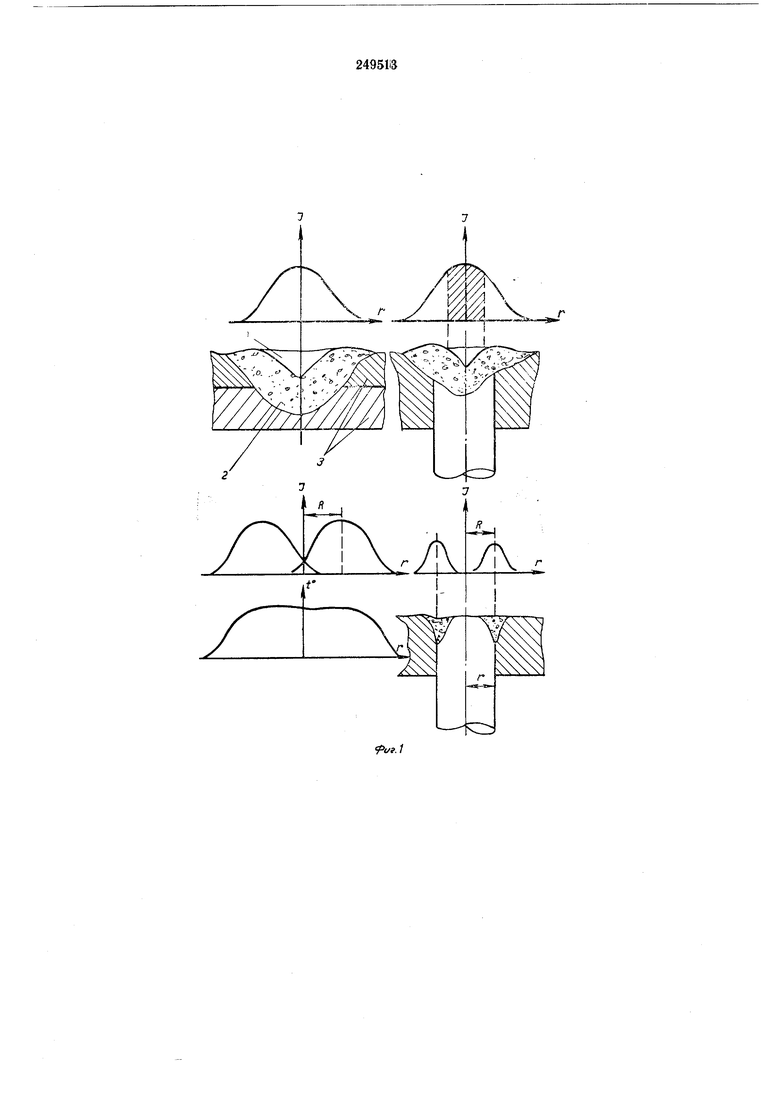
Известен способ сварки лазером, характеризующийся тем, что свариваемые детали устанавливают в фокусе оптической системы, фокусирующей излучение. Однако при этом способе трудно избежать образования кратеров в центре зоны нагрева, при сварке кольцевых швов значительная энергия излучения бесполезно расходуется на нагрев центальной части стержня.
С целью обеспечения возможности сварки кольцевых швов в зоне нагрева на поверхности свариваемых деталей создают кольцевое распределение интенсивности излучения, при котором в центре зоны нагрева имеет место минимум интенсивности, а максимум отстоит от центра на расстоянии радиуса.
Способ поясняется фиг. 1-4.
Для того, чтобы избежать образования кратера 1 в центре сварного ядра 2, радиус R максимума выбирают так, чтобы распределевне температуры материала имело горизонтальный участок.
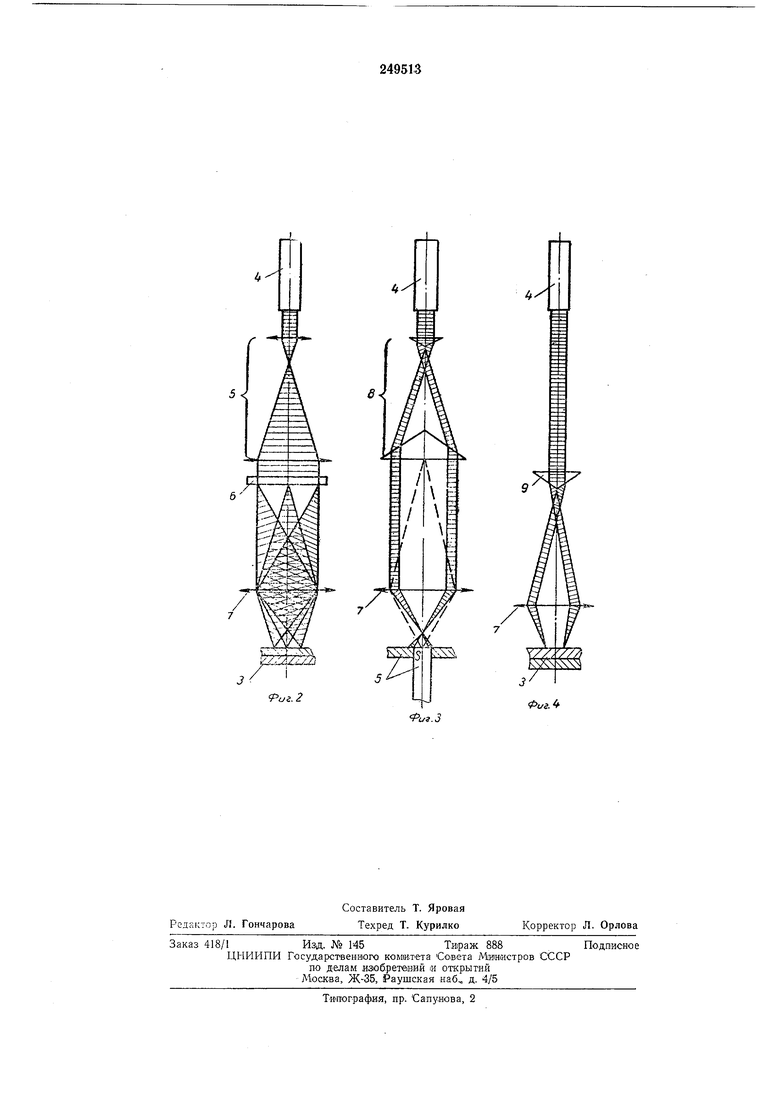
Кольцевое распределение может быть достигнуто несколькими способами, например путем проектирования на поверхность свариваемых деталей 3 ослабляющего светофильтра, прозрачность которого увеличивается от центра к краям.
уменьшения интенсивности излучения в плоскости ослабляющего светофильтра, ослабляющий светофильтр 6, проекционный объектив 7 и свариваемые детали 3.
Кольцевое распределение излучения может быть также получено путем переформирования лазерного луча со сплошным круговым сечением в полый цилиндрический или конический пучок. Система аксионов 8 переформировывает лазерный луч в полый цилиндрический пучок, а система аксиконов 9 - в полый конус.
Предмет изобретения
1.Способ сварки лазером, отличающийся тем, что, с целью обеспечения возможности сварки кольцевых щвов в зоне нагрева, создают кольцевое распределение интенсивности излучения.
2.Способ по п. 1, отличающийся тем, что кольцевое распределение интенсивности излучения создают путем ослабления центральной части луча поглощающим светофильтром.
3.Способ по п. 1, отличающийся тем, что кольцевое распределение интенсивности излучения создают путем переформирования лазерного луча со сплошным сечением в полый пучок с помощью аксиконов.
fuz.2
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ТЕРМИЧЕСКИМ ЦИКЛОМ МНОГОПРОХОДНОЙ ЛАЗЕРНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ В УЗКОЩЕЛЕВУЮ РАЗДЕЛКУ СО СВАРОЧНОЙ ПРОВОЛОКОЙ | 2020 |
|
RU2754216C1 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ ИЗМЕНЕНИЕМ ТЕМПЕРАТУРЫ | 2006 |
|
RU2322513C1 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ НАГРЕВОМ | 2006 |
|
RU2323265C1 |
| Способ гибридной лазерно-дуговой сварки кольцевых поворотных стыков трубопроводов | 2022 |
|
RU2792346C1 |
| СИСТЕМЫ И СПОСОБЫ КОНТРОЛЯ И/ИЛИ УПРАВЛЕНИЯ ОБРАБОТКОЙ С ВОБУЛЯЦИЕЙ С ИСПОЛЬЗОВАНИЕМ ВСТРОЕННОЙ КОГЕРЕНТНОЙ ВИЗУАЛИЗАЦИИ (ICI) | 2019 |
|
RU2795069C2 |
| Способ сварки металлических деталей | 2015 |
|
RU2608154C2 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ ОХЛАЖДЕНИЕМ | 2006 |
|
RU2323264C1 |
| Устройство для лазерной сварки | 2020 |
|
RU2763703C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2001 |
|
RU2271908C2 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |