Изобретение относится к области сварки и, в частности, управления сварочным термическим циклом при многопроходной лазерной сварке неповоротных стыковых кольцевых соединений в узкощелевую разделку со сварочной проволокой.
В условиях сварки плавлением различные точки сварного соединения имеют сварочные термические циклы, отличающиеся по значениям максимальной температуры нагрева, времени пребывания в области высоких температур, скорости нагрева и охлаждения.
Следствием различного термического воздействия является получение слоев металла сварного соединения значительно отличающихся друг от друга по фазовому составу, структурному состоянию и, следовательно, по механическим свойствам [Ефименко Л.А., Рамусь А.А., Меркулова А.О. Особенности распада аустенита в зоне термического влияния при сварке высокопрочных сталей. Физика металлов и металловедение. 2015. Т. 116, №5. С. 520-529.]
Дуговая многопроходная сварка является наиболее распространенным способом изготовления конструкций нефтегазового комплекса, в том числе труб, соединительных деталей неповоротных стыковых кольцевых соединений труб и монтажных стыков из высокопрочных сталей. В ходе многопроходной дуговой сварки превращение аустенита, формирование структуры и свойств различных зон сварного соединения происходит в условиях многоциклового нагрева и охлаждения [Ефименко Л.А., Капустин О.Е., Меркулова А.О., Вышемирский Д.Е. Особенности процессов распада аустенита высокопрочных сталей при многопроходной сварке // Территория «НЕФТЕГАЗ». 2015. №10. С. 104-109]. Известно, что многопроходная дуговая сварка позволяет регулировать сварочные термические циклы для получения более благоприятного структурного состояния околошовного участка (ОШУ) зоны термического влияния (ЗТВ) сварного соединения [Ефименко Л.А., Капустин О.Е., Меркулова А.О., Вышемирский Д.Е. Особенности процессов распада аустенита высокопрочных сталей при многопроходной сварке // Территория «НЕФТЕГАЗ». 2015. №10. С. 104-109].
При многопроходной сварке металл корневого шва и каждого из заполняющих швов при многопроходной сварке претерпевает воздействие многократного нагрева и охлаждения при выполнении последующих швов, что сказывается на изменении свойств закалочных структур, формирующихся в металле сварных соединений.
Необходимо отметить, что при дуговой сварке распределение энергии по сечению электрической дуги подчиняется закону нормального распределения, поэтому вклад энергии по сечению шва при формировании сварного соединения будет неравномерным [Коновалов А.В., Неровный В.М., Куркин А.С., Теория сварочных процессов: учебник для ВУЗов, под ред. В.М. Неровного - Москва: Изд-во МГТУ им. Н.Э. Баумана, 2007. - 748.]
Неравномерное распределение энергии по сечению электрической дуги снижает точность управления сварочным термическим циклом и процессом термоциклирования сварного соединения при наложении заполняющих швов.
Лазерная сварка, по сравнению с дуговой сваркой, имеет ряд значительных технологических преимуществ [Григорьянц, А.Г. Технологические процессы лазерной обработки: учебное пособие / А.Г. Григорьянц, И.Н. Шиганов, А.И. Мисюров; под редакцией А.Г. Григорьянца. - М.: МГТУ им. Баумана, 2006. - 664 с.].
Высокая стабильность мощности лазерного излучения, точная дозировка энергии, высокое значение коэффициента сосредоточенности лазерного сварочного источника энергии, возможность проводить осцилляцию луча лазера с высокой частотой и скоростью (на порядок и более превышающей частоту и скорость осцилляции электрической дуги) открывает большие потенциальные возможности более точного управления сварочным термическим циклом и процессом термоциклирования сварного соединения по сравнению с дуговой сваркой.
Металл формируемого шва воспринимает лазерный источник энергии как равномерный при высокочастотной осцилляции луча лазера [Ситников И.В. Применение осцилляции электронного пучка при электронно-лучевой сварке // Master's journal. - 2015. - №1. С. 87-92].
Геометрия формы осцилляции луча лазера оказывает значительное влияние на управление распределением энерговклада с целью получения равномерного проплавления наплавляемого валика и формирования распределения энергии по сечению лазерного пучка, исключающего перегрев в центре сварного шва.
Проведенные исследования показали, что наиболее оптимальной является геометрия формы осцилляции луча лазера соответствующей знаку оо (бесконечность).
Узкощелевая разделка свариваемых встык кромок значительно снижает тепловые вложения в сварное соединение и позволяет, в сочетании с осцилляцией луча лазера, более точно управлять сварочным термическим циклом при многопроходной лазерной сварке встык сталей
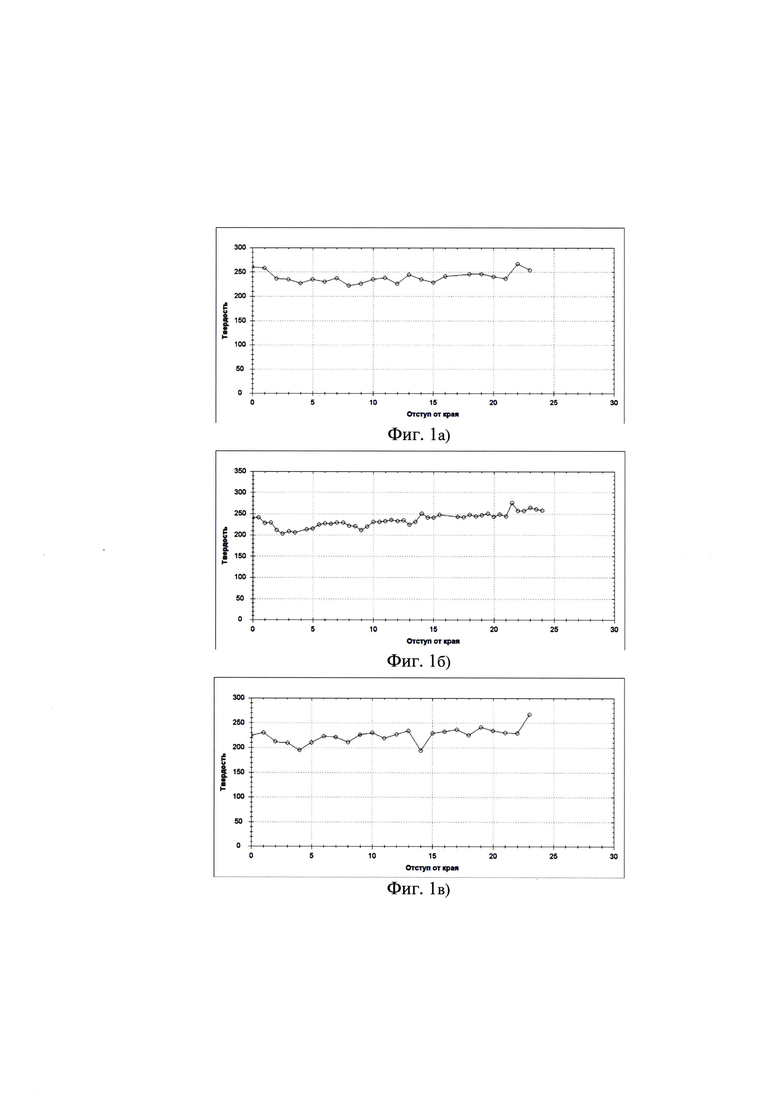
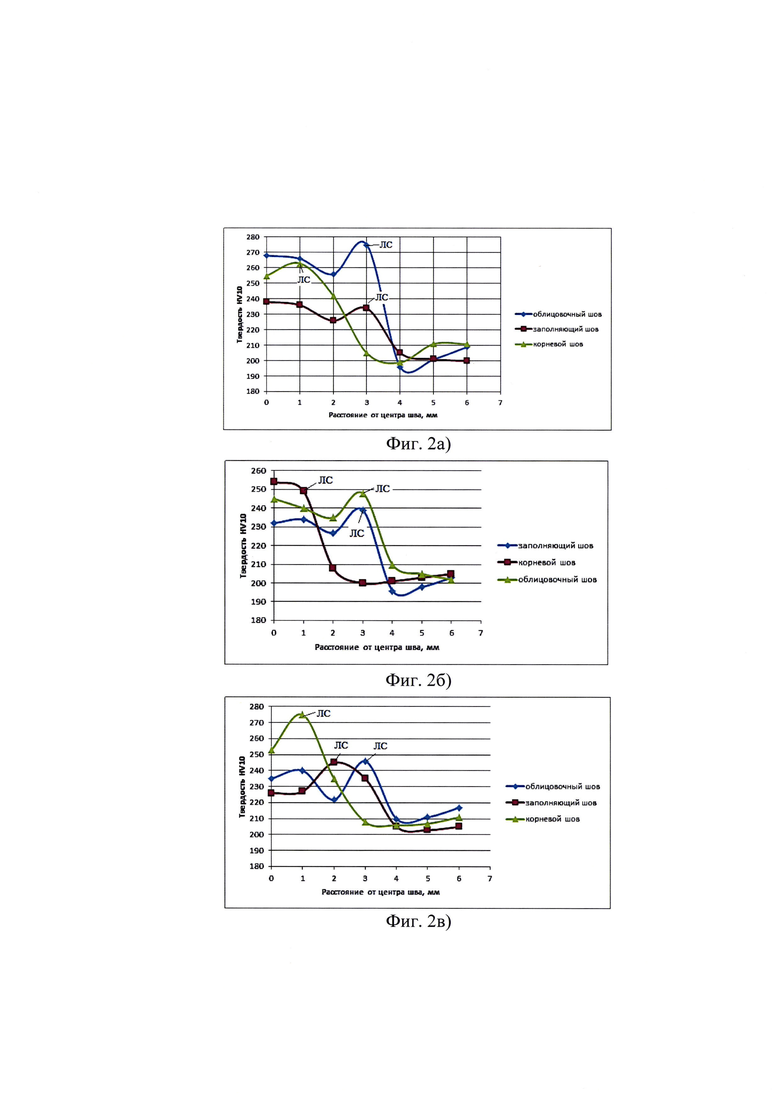
Проведенные исследования показали, что многопроходная лазерная сварка в узкощелевую разделку с одновалковым заполнением разделки свариваемых кромок в сочетании с высокочастотной осцилляцией луча лазера повышает эффективность управления точностью сварочного термического цикла и формирует твердость шва и околошовного участка (ОШУ) зоны термического влияния (ЗТВ) соответствующего нормативному значению 325 HV и нормативному значению ударной вязкости KCU-40 ≥37 Дж/см2 [СТО Газпром 2-4.1-713-2013. Технические требования к трубам и соединительным деталям: стандарт организации Открытое Акционерное Общество "Газпром". - Москва: ОАО "Газпром", 2014. - V, 146 с.], Фиг. 1, а), б), в), Фиг. 2, а), б), в).
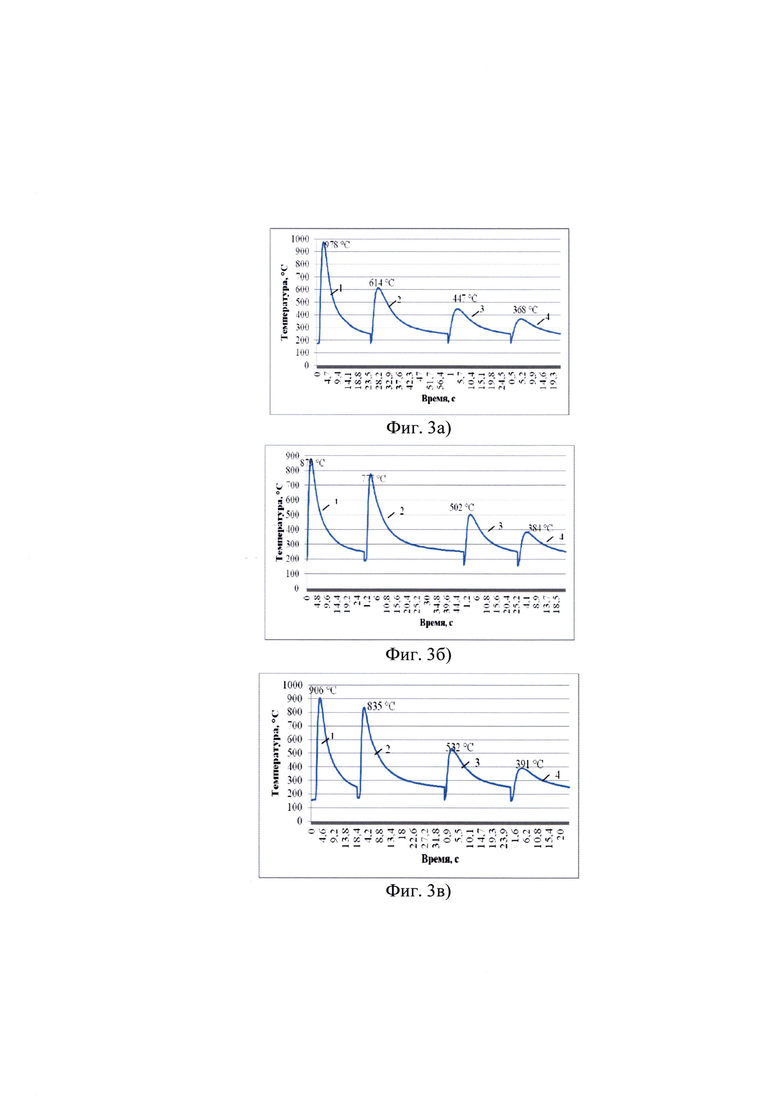
В условиях многопроходной лазерной сварки корневой шов и ЗТВ подвергаются многократному термоциклированию при термическом воздействии каждого последующего из заполняющих и облицовочного валиков Фиг 3.а), б), в). Термоциклирование способствует уменьшению закалочных структур в шве и околошовном участке ЗТВ.
Исследования термоциклирования при одновалковом наложении слоев в процессе лазерной сварки для всех пространственных положений показало, что каждый последующий слой не приводит к перегреву металла шва и ЗТВ предыдущего Фиг. 3. В результате, в отличие от дуговой сварки, многослойность лазерной сварки с подогревом оказывает несущественное влияние на структурные изменение в шве и ЗТВ предыдущих слоев и формирует в шве ЗТВ в различных пространственных положениях бейнитную структуру с незначительным количеством феррита, в отличие от дуговой сварки, формирующей в структуре феррит и ферритно-карбидную смесь.
Осцилляция луча лазера в определенном диапазоне частот позволяет сформировать равномерное тепловое вложение при формировании шва и соответственно более точно управлять скоростью охлаждения металла сварного соединения в зоне термического влияния в интервале температур диффузионного распада аустенита до скоростей ниже критических и формировании в околошовном участке зоны термического влияния преимущественно бейнитной структуры с минимальным содержанием мартенситной фазы, обеспечив заданный комплекс механических свойств сварного соединения.
Известен способ дуговой сварки плавящимся электродом трубопроводов из высокопрочных труб с контролируемым тепловложением RU 2563793 С1. Согласно этому способу кромки соединяющих торцов труб под сварку подготавливают с соотношением суммарной ширины разделки кромок к толщине свариваемых элементов от 1,2 до 2,0, что соответствует широкой щелевой разделке кромок, характерной для всех видов электродуговой сварки и, соответствующей коэффициенту сосредоточенности электродуговых сварочных источников энергии.
Широкая щелевая разделка кромок характеризуется более высокими значениями тепловложений в сварное соединение по сравнению с узкощелевой разделкой.
При многопроходной сварке высокопрочных сталей сварочный термический цикл и термоциклирование определяют механические свойства сварного соединения и в значительной степени зависят от величины и точности тепловложения в металл (погонной энергии). Высокое тепловложение снижает прочностные характеристики сварных соединений. Чтобы обеспечить нормативные значения механических свойств сварного соединения необходимо ограничить величину максимального тепловложения и исключить образование закалочных мартенситных структур.
Поэтому главным критерием, определяющим получение качественного сварного соединения из высокопрочных сталей при многопроходной сварке, является минимизация тепловложения в сварное соединение и оптимизация параметров термического цикла сварки.
Задача, на решение которой направлено изобретение, заключается в получение сварного соединения равнопрочного с основным металлом.
Технический результат, который может быть получен при осуществлении настоящего изобретения, заключается в более точном регулировании сварочных термических циклов для получения благоприятного структурного состояния шва и околошовной зоны термического влияния сварного соединения, уменьшения количества закалочных структур и получения значений твердости и ударной вязкости, соответствующей требованиям нормативных документов ПАО «Газпром».
Решение поставленной задачи в данном способе многопроходной лазерной сварки трубных сталей включает в себя предварительный равномерный подогрев свариваемых кромок до температуры не менее 100-130°С на ширину не менее 75 мм в каждую сторону от свариваемых кромок, лазерную сварку кромок притупления в режиме глубокого проплавления, одновалковое формирование заполняющих швов, облицовочного и отжигающего швов в режиме теплопроводности с осцилляцией луча лазера для формирования равномерного тепловложения с целью более точного управления сварочным термическим циклом лазерной сварки по всему периметру трубы с контролем технологических параметров, определяющих термический цикл сварки - погонной энергии, при этом погонная энергия, определяющая тепловложения в сварной узел при каждом сварочном проходе (корневой шов, заполняющие швы, облицовочный и отжигающий швы) находится в пределах от 0,45 кДж/мм до 0,84 кДж/мм, то есть намного ниже по сравнению с электродуговой сваркой (патент RU 2563793 С1). Нормативные значения твердости и ударной вязкости сварного соединения соответствуют оптимальному тепловложению погонной энергии в диапазоне от 0,45 кДж/мм до 0,84 кДж/мм. Необходимо отметить, что минимальное и максимальное значения пределов погонной энергии зависят от теплофизических характеристик свариваемых сталей, сварочной проволоки и ряда других факторов
Проведенные исследования показали, что глубина проплавления при наложении валиков и соответственно коэффициент перемешивания существенно зависят от формы геометрии сканирования луча лазера. Равномерная глубина проплавления и минимальное значение коэффициента перемешивания реализуется при форме геометрии сканирования луча лазера «бесконечность».
Автоматическая лазерная сварка каждого слоя шва производится одновременно двумя сварочными головками, что благоприятно сказывается на формировании сварочного термического цикла с сохранением межслойной температуры от +50°С до +200°С.
Исследования проводились на образцах-свидетелях труб диаметром 1420 мм изготовленных из трубной стали марки 08ГФБАА группы прочности К60 с толщиной стенки 25,8 мм с предварительным подогревом свариваемых кромок до температуры 100-130°С на ширину не менее 75 мм в каждую сторону от свариваемых кромок. Автоматическая лазерная сварка проводилась на установке "УДСТ-1" с использованием лазерного источника энергии модели ЛС-10, сварочной проволоки сплошного сечения марки ESAB Pipeweld 70S-6 диаметром 1.0 мм в среде смеси защитных газов 80% Ar и 20% СО2
Разделка свариваемых кромок под сварку производилась по способу узкощелевой разделки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ комбинированной автоматической двухсторонней лазерно-дуговой сварки неповоротных кольцевых стыковых соединений трубопроводов | 2024 |
|
RU2832257C1 |
| СПОСОБ УПРАВЛЕНИЯ УСТОЙЧИВОСТЬЮ СВАРОЧНОЙ ВАННЫ | 2020 |
|
RU2763068C2 |
| Способ гибридной лазерно-дуговой сварки кольцевых поворотных стыков трубопроводов | 2022 |
|
RU2792346C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ТРУБ ИЗ СТАЛИ АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2294822C2 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| Способ многодуговой многопроходной сварки электросварных труб большого диаметра | 2020 |
|
RU2743082C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
Изобретение относится к способу автоматической лазерной сварки в среде защитных газов неповоротных стыковых кольцевых соединений стальных труб. Способ включает подачу сварочной проволоки и воздействие на неё непрерывным лазерным излучением в узкощелевую разделку свариваемых кромок. Осуществляют предварительный равномерный подогрев свариваемых кромок до температуры 100 – 130°С по ширине не менее 75 мм в каждую сторону от свариваемых кромок. Лазерную сварку выполняют со сканированием луча лазера с одновалковым формированием заполняющих, облицовочных и отжигающего швов с погонной энергией в каждом сварочном проходе от 0,45 до 0,84 кДж/мм. Лазерную сварку каждого слоя шва выполняют одновременно двумя сварочными головками с обеспечением межслойной температуры 50-200°С. Технический результат состоит в повышении качества сварных соединений стальных труб за счет обеспечения распределения твердости по сечению сварного шва и ударной вязкости в соответствии с требованиями нормативно-технической документации для сварки трубных сталей различных классов прочности. 3 ил.
Способ автоматической лазерной сварки в среде защитных газов неповоротных стыковых кольцевых соединений стальных труб, включающий подачу сварочной проволоки и воздействие на неё непрерывным лазерным излучением в узкощелевую разделку свариваемых кромок, отличающийся тем, что осуществляют предварительный равномерный подогрев свариваемых кромок до температуры 100 – 130°С по ширине не менее 75 мм в каждую сторону от свариваемых кромок, лазерную сварку выполняют со сканированием луча лазера с одновалковым формированием заполняющих, облицовочных и отжигающего швов с погонной энергией в каждом сварочном проходе от 0,45 до 0,84 кДж/мм, при этом лазерную сварку каждого слоя шва выполняют одновременно двумя сварочными головками с обеспечением межслойной температуры 50-200°С.
| ОРБИТАЛЬНОЕ СВАРОЧНОЕ УСТРОЙСТВО ДЛЯ СТРОИТЕЛЬСТВА ТРУБОПРОВОДОВ | 2004 |
|
RU2355539C2 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
| KR 2001005796A, 15.01.2001. | |||

