Область техники, к которой относится изобретение
Изобретение относится к средствам для сварки изделий лазерным излучением, в частности к устройствам многолучевой стыковой лазерной сварки деталей.
Уровень техники
Из уровня техники известны различные конструкции оборудования для многолучевой (как частный случай двухлучевой) лазерной сварки конструкционных сталей и других металлов.
В качестве наиболее близкого аналога выбран известный способ лазерной сварки двумя лучами двух листов материала (патент US6087619, дата публикации 13.05.2000 г). Недостатком данного известного средства является невозможность регулирования мощности лазерных лучей независимо от их положения. Другим недостатком данного известного устройства является зависимость положения точек фокуса первого и второго лучей по линиям их воздействия на свариваемые детали от расстояния между лучами, устанавливаемого разветвителем первичного луча, что не позволяет получить максимальную плотность мощности в пятнах каждого луча на поверхности каждой свариваемой детали. Недостатком данного известного средства является невозможность дополнительного нагрева от того же источника энергии, который осуществляет сварку деталей.
Сущность изобретения
Задача, решаемая настоящим изобретением, состоит в расширении эксплуатационных и технологических возможностей оборудования для лазерной сварки. и повышении качества выполнения операции лазерной сварки деталей различной, в том числе переменной, толщины без разделки кромок стыка.
В ходе решения указанной задачи, достигается следующая совокупность технических результатов:
- повышение качества сварного шва деталей переменной толщины с криволинейными поверхностями на свариваемой и противоположной сторонах;
- повышение производительности сварки за счёт независимого регулирования положения и мощности пятен лазерного излучения на обрабатываемой поверхности.
Указанный технический результат достигается тем, что устройство для лазерной сварки содержит источник трехлучевого лазерного излучения, устройство управления лазерным излучением, связанное с упомянутым источником, средство перемещения свариваемых деталей, упомянутое устройство управления содержит корпус, в котором установлены три первичных вогнутых зеркала и три вторичных вогнутых зеркала, упомянутые вогнутые зеркала установлены с возможностью перемещения и каждое из них снабжено актуатором, упомянутые первичные вогнутые зеркало выполнены с возможностью направления лазерного луча на соответствующее вторичное вогнутое зеркало, при этом упомянутые актуаторы выполнены с возможностью управления посредством контроллера.
Указанный технический результат достигается также тем, что в корпусе установлен юстировочный лазер.
Отличительной особенностью изобретения является возможность независимого регулирования мощности и расположения каждого из трех лазерных лучей, получаемых от одного источника.
Перечень фигур чертежей
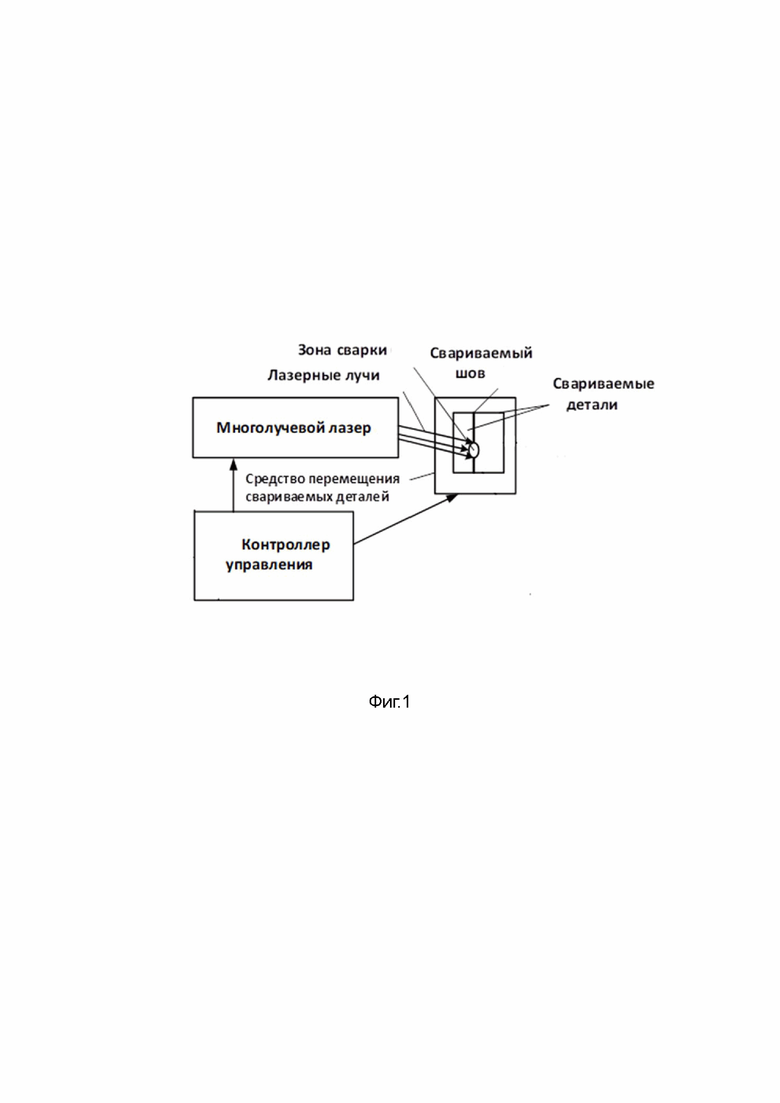
На Фиг.1 показана схема устройства для многолучевой лазерной сварки.
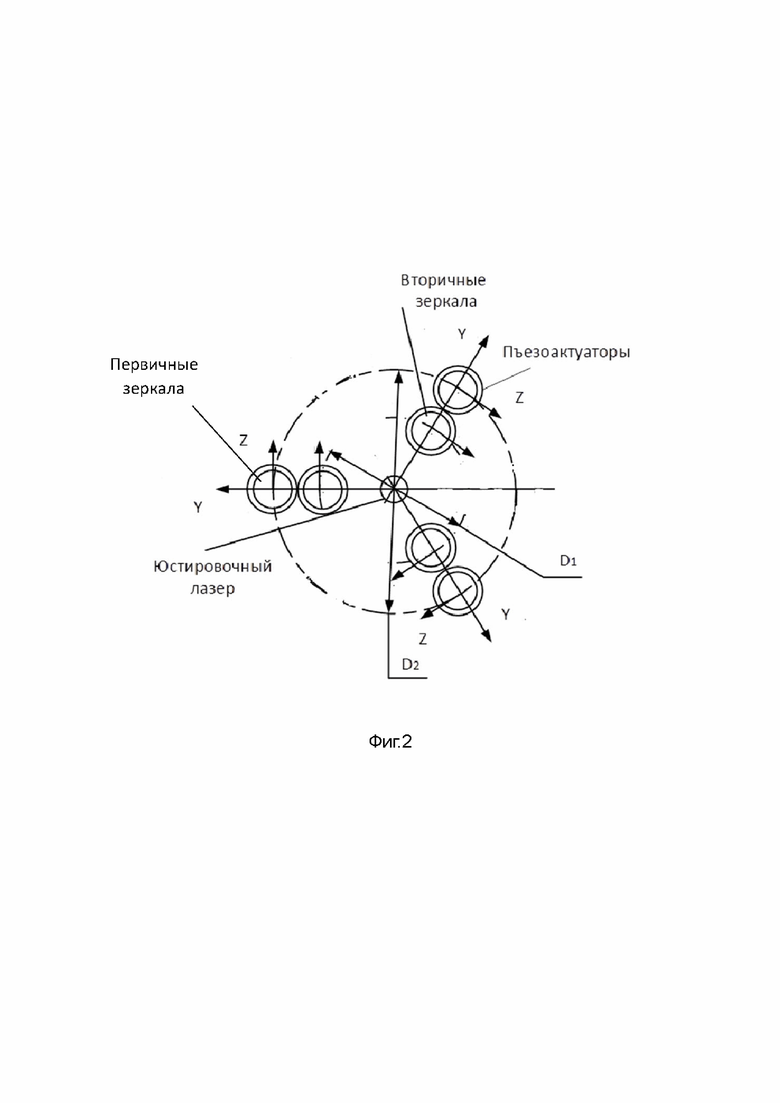
На Фиг.2 показана схема расположения лазерных лучей в источнике лазерного излучения.
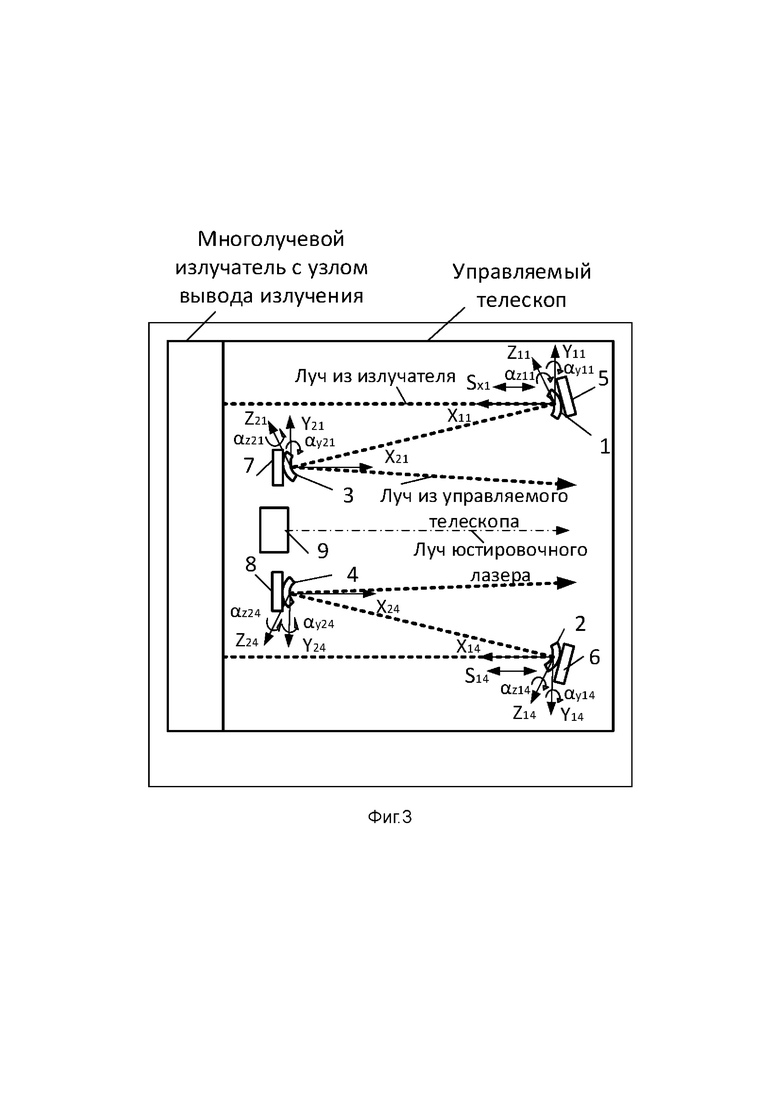
На Фиг.3 показана оптическая система регулирования положения и мощности лазерных пучков.
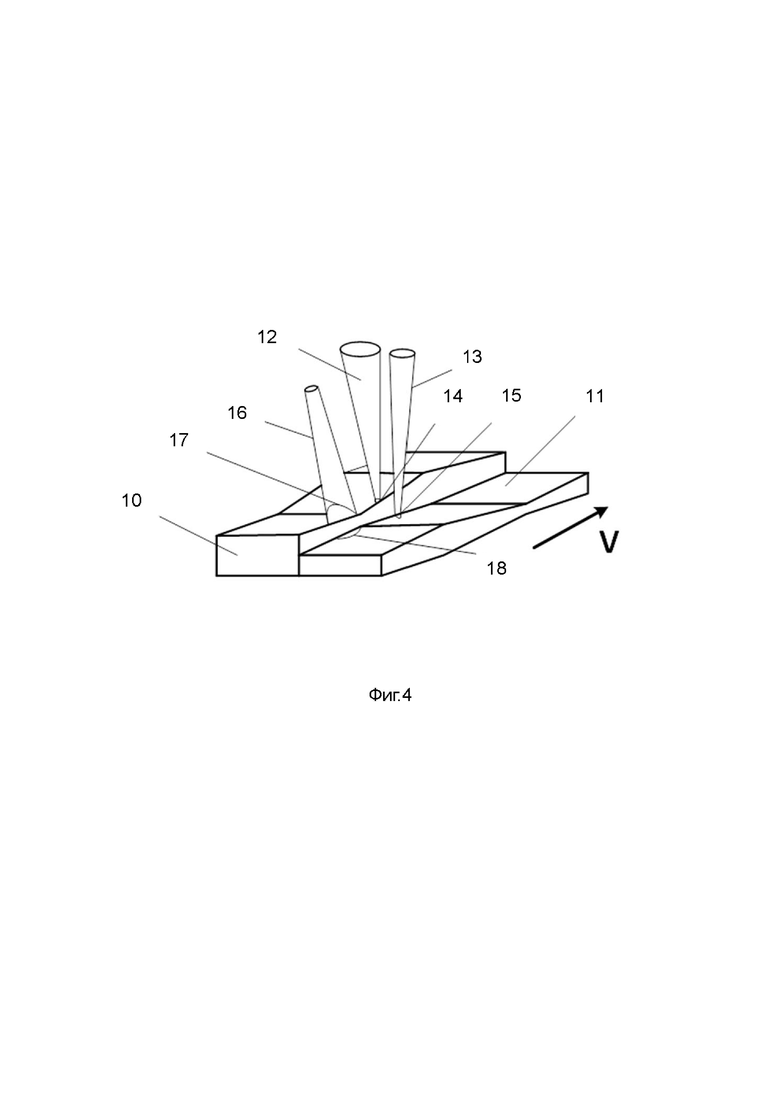
На Фиг.4 показана схема расположения лазерных пучков на свариваемых деталях.
Осуществление изобретения
Многолучевая лазерная сварка деталей, особенно различной (в том числе, переменной) по длине стыка толщины и с криволинейной поверхностью, из различных металлов и сплавов, без предварительной разделки кромок и предварительной механической обработки торцов представляет собой сложную техническую задачу.
Для получения высокого качестве сварного шва необходимо предусмотреть регулирование основных технологических параметров процесса: уровня мощности каждого лазерного луча, а также относительного расположения пятен нагрева и их размеров на поверхности обработки.
В соответствии с настоящим изобретением, способ сварки деталей состоит в том, что создают от одного источника (многолучевого лазера) первый, второй и третий лазерные лучи.
Первым лазерным лучом осуществляют предварительный нагрев первой и второй свариваемых деталей. Вторым и третьим лазерными лучами создают ванны расплава, соответственно, на первой и второй свариваемой детали и обеспечивают независимое регулирование мощности и положения каждого лазерного луча.
Для расширения технологических возможностей целесообразно обеспечить возможность распределения мощности упомянутого первого луча между первой и второй свариваемыми деталями.
Управление мощностью и относительным расположением лазерных лучей, исходящих из одного излучателя, может достигаться следующим способом.
Направляют лазерный луч от источника лазерного излучения на первичное вогнутое зеркало 1, выполненное с возможностью направления отраженного лазерного луча на вторичное вогнутое зеркало 3, как показано на Фиг.3. Вторичное вогнутое зеркало 3 выполнено с возможностью отклонения лазерного луча. Первичное вогнутое зеркало 1 выполнено с возможностью направления упомянутого отраженного луча в фокус упомянутого вторичного вогнутого зеркала 3.
Для реализации изобретения необходим трехлучевой источник лазерного излучения (трехлучевой лазер), как показано на Фиг.2. Этот источник может быть снабжен средствами управления лазерными лучами, которые работает независимо от источника лазерного излучения и выполнены с возможностью регулировать свойства выходного лазерного излучения. Такие средства управления могут называться управляемым телескопом.
Управляемый телескоп на примере трехлучевого электроразрядного лазера с тремя равномерно расположенными лучами, выходящими из узла вывода излучения излучателя, содержит три вогнутых первичных и три вогнутых вторичных отражающих зеркал. На Фиг.3 показаны два из трех лазерных лучей, попавших в сечение. На Фиг.3 первичные зеркала обозначены позициями 1 и 2, вторичные зеркала обозначены позициями 3 и 4. Все зеркала располагаются равномерно на окружностях диаметром D1 и D2, как показано на Фиг.1.
Каждое из первичных и вторичных зеркал снабжено пъезоактуатором.
Как известно, в технике под актуатором понимается законченное универсальное исполнительное устройство, управляемое с помощью устройства управления. Синонимами актуаторов являются «привод», «электропривод», как с мотором, так и без мотора (электромеханические или механические актуаторы). Наиболее распространены линейные актуаторы и актуаторы вращения. В качестве механического привода в актуаторах могут использоваться устройства, обеспечивающие перемещение: шариковинтовая передача, передача винт-гайка, ременный привод, реечная передача. В качестве направляющей используется конструкция из одной или нескольких телескопических труб, профильные рельсовые направляющие и различные линейные направляющие скольжения или качения, по которым осуществляется движение. В актуаторе вращения аналогом направляющей служит подшипник.
Наиболее целесообразно использовать актуаторы, в которых не происходит преобразования типов движения. К таким видам относятся пьезоэлектрические актюаторы (пьезоактюаторы), которые используют способность пьезокерамики расширяться под воздействием электростатического поля, для генерирования силы и перемещения в микрометровом диапазоне. Использование таких актуаторов обеспечивает перемещения объекта с минимальным шагом до 1 нм как непрерывно, так и ступенчато. Другим достоинством пьезкактуаторов является высокая скорость реагирования на управляющий сигнал.
Пьезоактуаторы могут управляться индивидуальными или общим контроллером. Контроллер в свою очередь может выполнять ту или иную программу в зависимости от сферы применения изобретения.
Для целей упрощения настройки может использоваться юстировочный лазер, расположенный в центре и равноудаленный от всех зеркал.
Количество актуаторов на каждое зеркало может быть различным. С помощью пъезоактуаторов первичные зеркала могут перемещаться пъезоактуаторами вдоль осей X1i, ортогональных осям Y1i и Z1i и поворачиваться помощью пъезоактуаторов вокруг осей Y1i и Z1i систем координат, связанных с каждым зеркалом, а вторичные зеркала программно могут поворачиваться вокруг осей Y2i и Z2i систем координат, связанных с каждым зеркалом и располагаемых так как показано на Фиг.3.
На Фиг.3, в качестве примера исполнения, показано прохождение двух из трех лазерных лучей, выходящих из многолучевого излучателя с узлом вывода излучения, через две пары первичных (1, 2) и вторичных (3, 4) зеркал управляемого телескопа. Позициями 5,6,7 и 8 обозначены пъезоактуаторы, позицией 9 обозначен юстировочный лазер. Параллельные лучи, выходящие из излучателя, отражаются последовательно от первичных и вторичных зеркал и направляются из управляемого телескопа в лучепровод той или иной лазерной технологической установки. При этом первичные зеркала 1 и 2 с помощью пъезоактуаторов 5 и 6 могут перемещаться вдоль осей X11 и X14, располагаемых вдоль оси лучей, исходящих из излучателя, и/или поворачиваться с помощью пъезоактуаторов вокруг осей Y1i и Z1i систем координат, связанных с каждым зеркалом для требуемого размещения точек фокуса в центре вторичных зеркал. Вторичные зеркала 3 и 4 программно с помощью пъезоактуаторов 7 и 8 могут, например, поворачиваться вокруг осей Y2i, Z2i и Y2i, Z2i соответственно для обеспечения необходимого по условиям выполнения технологического процесса относительного размещения лучей на обрабатываемой поверхности.
Таким образом, в зависимости от положения первичных и вторичных зеркал в управляемом телескопе мощность и положение каждого из трех лазерных лучей может независимо регулироваться.
Для дальнейшего развития может быть создана система непрерывного автоматического регулирования скорости перемещения свариваемых деталей относительно пятен нагрева вдоль сварочного шва. Для построения системы непрерывного автоматического регулирования указанными выше технологическими параметрами необходимо в процессе сварки измерять ширину стыка, расстояние до поверхности свариваемых деталей, мощность, расположение и размер каждого пятна излучения на поверхности свариваемых деталей, а также толщину свариваемых деталей с организацией обратных связей с использованием регулятора.
Устройство для многолучевой лазерной сварки содержит многолучевой лазер для генерации трех лучей 2, выполненный с возможностью изменения уровня мощности каждого лазерного луча, изменения относительного расположения пятен нагрева и изменения их размеров в зоне сварки на поверхности свариваемых деталей с помощью средств, размещенных в многолучевом лазере.
Средство перемещения свариваемых деталей выполнено с возможностью осуществления в процессе сварки перемещения свариваемых деталей относительно лазерных лучей вдоль стыка в заданном направлении и с заданной скоростью, как и в любом сварочном процессе. Устройство для сварки может дополнительно содержать датчик толщины свариваемых деталей, датчик температуры зоны нагрева.
Лазерные лучи располагаются на поверхности свариваемых деталей так как показано на Фиг.4: два основных лазерных луча 12 и 13 расположены так, что лазерный луч 12 создает ванну 14 расплава на свариваемой детали 10, а лазерный луч 13 создает ванну расплава 14 на свариваемой детали 11. Дополнительный лазерный луч 16, предназначенный для предварительного нагрева располагается на стыке свариваемых деталей 10 и 11. В зависимости от толщины свариваемых деталей большая часть 17 пятна лазерного луча 16 может направляться на деталь большей толщины (в примере на Фиг.4 это деталь 10), а меньшая часть 18 пятна лазерного луча 16 направляется на деталь меньшей толщины (на Фиг.4 – на деталь 11). Таким образом обеспечивается распределение мощности лазерного луча 16. Стрелкой показано направление движения средства перемещения свариваемых деталей.
Изобретение осуществляется следующим образом.
Средство перемещения свариваемых деталей перемещает по программе от контроллера управления свариваемые детали 10 и 11 в начальное положение формирования сварного шва. Программа также содержит данные о толщине свариваемых деталей. Многолучевой лазер генерирует три лазерных луча 12, 13 и 16 с малой мощностью, которые управляемым телескопом (средством изменения относительного расположения пятен нагрева и их размеров в зоне сварки на поверхности свариваемых деталей, размещенном в многолучевом лазере) устанавливаются в требуемое положение таким образом, что два основных луча будут осуществлять сварку, а третий луч будет осуществлять предварительный нагрев свариваемых деталей. После этого в многолучевом лазере устанавливается требуемая величина мощности каждого луча, средство перемещения начинает приводить в движение свариваемые детали и начинается процесс сварки.
Таким образом, способ трехлучевой лазерной сварки позволяет обеспечивать оптимальное расположение и мощность каждого из трех лазерных пучков в зависимости от толщины свариваемых деталей и получение качественного сварного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления лазерным излучением | 2020 |
|
RU2762037C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЛАЗЕРНОЙ СВАРКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2120364C1 |
| СПОСОБ ИЗМЕРЕНИЯ КООРДИНАТ ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2438142C2 |
| Многолучевой электроразрядный лазер | 2017 |
|
RU2703609C2 |
| СПОСОБ ИЗМЕРЕНИЯ ПОЛОЖЕНИЯ ДОРОЖНО-СТРОИТЕЛЬНОЙ МАШИНЫ | 2013 |
|
RU2521972C1 |
| Оптическая система формирования и наведения лазерного излучения | 2018 |
|
RU2699944C1 |
| СИСТЕМЫ И СПОСОБЫ КОНТРОЛЯ И/ИЛИ УПРАВЛЕНИЯ ОБРАБОТКОЙ С ВОБУЛЯЦИЕЙ С ИСПОЛЬЗОВАНИЕМ ВСТРОЕННОЙ КОГЕРЕНТНОЙ ВИЗУАЛИЗАЦИИ (ICI) | 2019 |
|
RU2795069C2 |
| СПОСОБ ДВУХЛУЧЕВОЙ ЛАЗЕРНОЙ СВАРКИ | 2016 |
|
RU2639200C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ОБЪЕКТА ИЗЛУЧЕНИЕМ ИМПУЛЬСНОГО ВОЛОКОННОГО ЛАЗЕРА С ПАССИВНОЙ МОДУЛЯЦИЕЙ ДОБРОТНОСТИ И ПОРТАТИВНАЯ СИСТЕМА НА ЕГО ОСНОВЕ | 2024 |
|
RU2835228C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ ТРАНСПОРТНОГО СРЕДСТВА ОТНОСИТЕЛЬНО ПУНКТИРНОЙ ЛИНИИ ДОРОЖНОЙ РАЗМЕТКИ | 2013 |
|
RU2530476C2 |
Изобретение относится к устройству для лазерной сварки. Устройство содержит источник трехлучевого лазерного излучения, связанный с устройством управления лазерным излучением, и средство перемещения свариваемых деталей. Устройство управления содержит корпус, в котором установлены три первичных вогнутых зеркала и три вторичных вогнутых зеркала. Вогнутые зеркала установлены с возможностью перемещения и каждое из них снабжено актуатором. Первичные вогнутые зеркала выполнены с возможностью направления лазерного луча на соответствующее вторичное вогнутое зеркало. Актуаторы выполнены с возможностью управления посредством контроллера. Технический результат - повышение качества сварного шва. 4 ил.
Устройство для лазерной сварки, содержащее источник трехлучевого лазерного излучения, связанное с ним устройство управления лазерным излучением и средство перемещения свариваемых деталей, отличающееся тем, что упомянутое устройство управления лазерным излучением содержит контроллер и установленные в корпусе три первичных вогнутых зеркала и три вторичных вогнутых зеркала, каждое из которых с пьезоэлектрическим актуатором, при этом упомянутые вогнутые первичные зеркала установлены с возможностью направления лазерного излучения на соответствующее вторичное вогнутое зеркало и с возможностью перемещения посредством соответствующих пьезоэлектрических актуаторов вдоль осей Х1i, ортогональных осям Y1i и Z1i системы координат, и с возможностью поворота вокруг осей Y1i и Z1i, а упомянутые вторичные вогнутые зеркала установлены с возможностью поворота посредством соответствующих пьезоэлектрических актуаторов вокруг осей Y2i и Z2i системы координат, причем упомянутые пьезоэлектрические актуаторы выполнены с возможностью управления посредством контроллера.
| US 6087619 A, 11.07.2000 | |||
| МНОГОЛУЧЕВАЯ ЛАЗЕРНАЯ СИСТЕМА И СПОСОБЫ СВАРКИ | 2016 |
|
RU2708727C2 |
| СПОСОБ МНОГОЛУЧЕВОЙ ЛАЗЕРНОЙ СВАРКИ | 2011 |
|
RU2492035C1 |
| УСТРОЙСТВО ДЛЯ МНОГОЛУЧЕВОЙ ЛАЗЕРНОЙ ОБРАБОТКИ | 1989 |
|
SU1617792A1 |
| RU 176018 U1, 26.12.2017 | |||
| Раздвижной калибр | 1931 |
|
SU24135A1 |
| УСТРОЙСТВО И СПОСОБ ЛАЗЕРНОГО СПЕКАНИЯ | 1994 |
|
RU2132761C1 |
| JP 2005161398 A, 23.06.2005 | |||
| JP 2004105970 A, 08.04.2004. | |||

