Описываемый способ злектроэрозионной обработки может быть использован в машиностроении И приборостроении.
Известны способы снятия заусенцев и притупления острых кромок по контуру зуба на торцах зубчатых колес. Однако эти способы осуществляются механическим путем, поэтому режущий инструмент в процессе обработки образует новые заусенцы, хотя и меньще первоначальных, но не допустимые для щестерен повыщенной точности.
Изобретение позволяет устранить этот недостаток и, следовательно, повыщает производительность и улучшает качество обработки.
Предлагаемый способ отличается тем, что электрод-инструмент, выполненный в виде шестерни с профилем зуба, соответствующим профилю зуба обрабатываемого колеса, устанавливают таким образом, что зубья инструмента перекрывают впадины между зубьями обрабатываемого колеса с учетом величины заусенцев, причем и инструмент и деталь вращают синхронно, так, чтобы величина перекрытия оставалась неизменной.
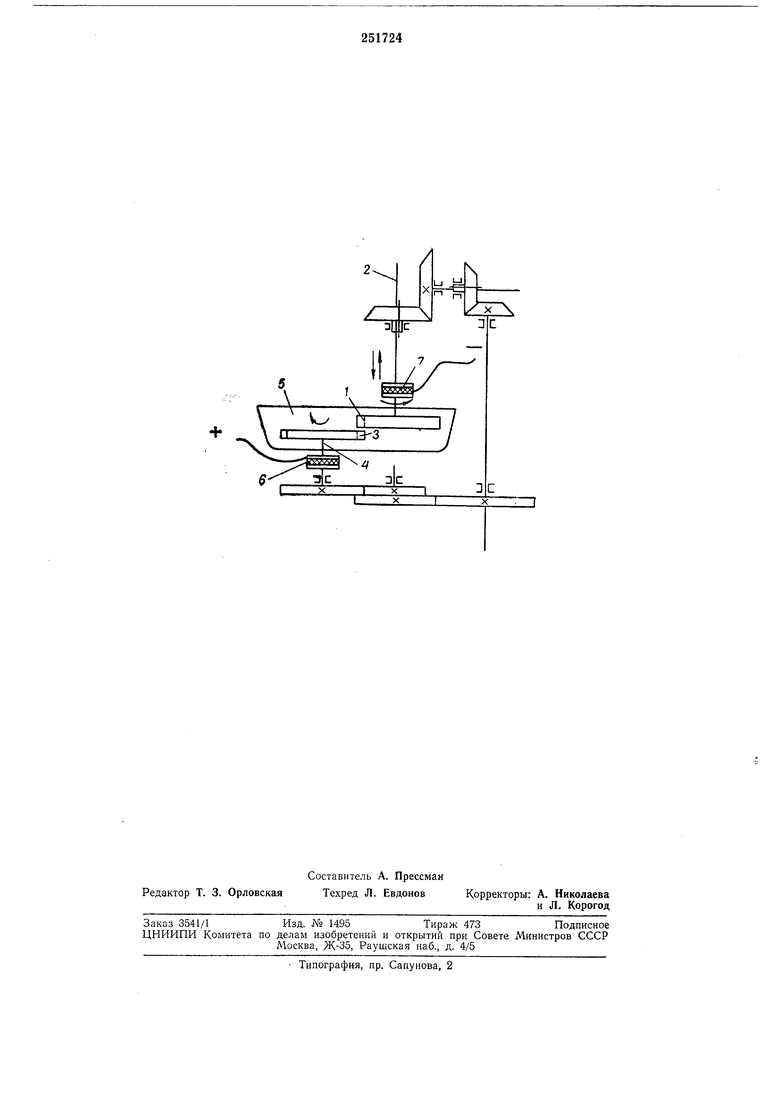
На чертеже изображена схема устройства, позволяющего обрабатывать зубчатые колеса предлагаемым способом.
Электрод-инструмент 1 закрепляют на щпинделе 2, а обрабатываемое колесо 3 - на шпинделе 4 таким образом, чтобы электрод-инструмент и деталь были погружены в -ванну 5, в которой осуществляют обработку.
Головки 6 и 7 устанавливают таК, чтобы зубья шструмента / перекрывали впадины обрабатываемого колеса 3 на величину, несколько превышающую размеры заусенцев, затем включают генератор импульсов и автоматическую подачу электрода-инструмента к детали и сообщают щпннделям синхронное вращение.
Возникающие между инструментом и колесом электрические импульсные разряды снимают выступающие над торцом колеса заусенцы и притупляют острые кромки.
Предмет изобретения
Электроэрозиоиный способ снятия заусенцев и острых кромок па торцах зубьев зубчатых колес, отличаюи иися тем, что, с целью повышения производительности и качества обработки, электрод-инструмент, выполненный в виде щестерни с профилем зуба, соответствующим профилю зуба обрабатываемого колеса,
устанавливают так, что зубья инструмента перекрывают впадины между зубьями обрабатываемого колеса с учетом величины заусенцев, причем и ннструл ент и деталь вращают синхронно, так чтобы величина перекры
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1997 |
|
RU2151033C1 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ ОСТРЫХ КРОМОК НА ЗУБЧАТЫХ ДЕТАЛЯХ | 1994 |
|
RU2077413C1 |
| Способ обработки зубьев зубчатых колес со снятием фасок на их торцах | 2022 |
|
RU2785351C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2184015C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2003 |
|
RU2243069C1 |
| Приспособление к зубофрезерному станку для снятия заусенцев с зубьев цилиндрических зубчатых колес | 1991 |
|
SU1816575A1 |
| СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ ОСТРЫХ КРОМОК | 1991 |
|
RU2008173C1 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И ФАСОК НА ТОРЦАХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС БОЛЬШИХ ТИПОРАЗМЕРОВ НА УНИВЕРСАЛЬНЫХ ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ | 2009 |
|
RU2410209C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЧЕРВЯКОВ | 2004 |
|
RU2264280C1 |
| Станок для снятия заусенцев на торцах зубьев колес | 1982 |
|
SU1098695A1 |