Изобретение относится к электрохимической обработке металлов и может быть использовано при электрохимическом скруглении острых кромок и удалении заусенцев с кромок венца червяка после механической обработки.
Известен электрод-инструмент, выполненный в виде шестерни с профилем зуба, соответствующим профилю зуба обрабатываемого колеса (Авторское свидетельство СССР N 251724, МПК В 23 Н 09/02, 1971 г.).
Известен также электрод-инструмент, выполненный из диэлектрического материала и содержащий токопроводящие пластины, укрепленные с одной или нескольких сторон электрода-инструмента, при этом рабочая поверхность пластин перпендикулярна биссектрисе угла, образованного торцевой и концентрической поверхностями зуба обрабатываемого колеса (Патент РФ №2151033, В 23 Н 1/00, 20.06.2000). Электрод-инструмент (ЭИ) состоит из корпуса, изготовленного в виде зубчатого колеса, и токопроводящих пластин, закрепленных на колесе. Корпус электрода-инструмента выполнен из диэлектрика, например оргстекло по ГОСТ 15809-70 (текстолит, гетенакс, эбонит и пр.). В корпусе выполнено конусное отверстие для посадки инструмента на державку. Державка служит для передачи крутящего момента на корпус и отрицательного потенциала на торцевые пластины ЭИ, закрепленные на корпусе. Пластины выполнены в виде шайб с профилем, соответствующим профилю обрабатываемого зубчатого колеса, с заточкой внешнего торца на угол 45° для обеспечения фаски обрабатываемой поверхности.
Недостатками аналога является невысокое качество и надежность обработки всего профиля зубчатого колеса, невысокий уровень автоматизации операции снятия заусенцев и притупления острых кромок зубчатого венца обрабатываемой детали.
Задачей настоящего изобретения является повышение качества и надежности обработки всего профиля червяка и повышение уровня автоматизации операции снятия заусенцев и притупления острых кромок червяка при меньших затратах на оборудование.
Поставленная задача достигается тем, что у электрода-инструмента для электрохимической обработки червяков, содержащего корпус из диэлектрического материала и токопроводящие элементы, в отличие от прототипа рабочая поверхность токопроводящих элементов размещена параллельно образующей червяка.
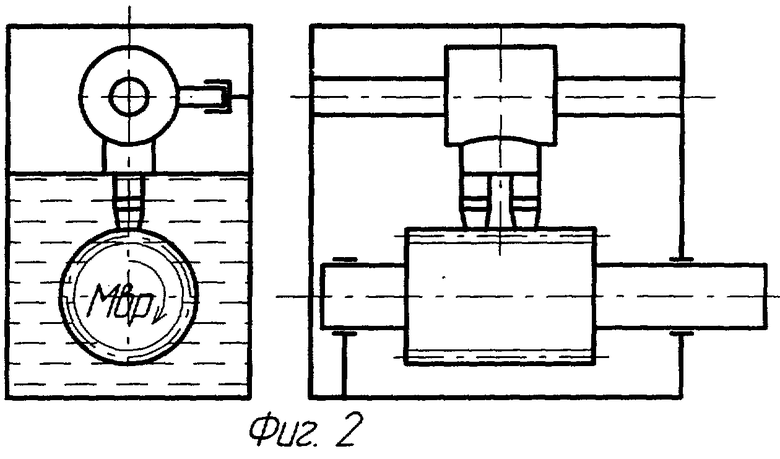
Существо изобретения поясняется чертежами. На фиг.1 изображен общий вид электрода-инструмента. Кинематическая схема обработки приведена на фиг.2.
Электрод-инструмент состоит из корпуса 1, выполняющего функцию направляющей, первого токопроводящего элемента 2, первого изолятора 3, второго изолятора 4, выполненных в форме зуба червяка, электрододержателя 5, второго токопроводящего элемента 6, закрепленных в корпусе и соединенных между собой с помощью первой гайки 7, шайбы 8, второй гайки 9, третьей гайки 10. Корпус 1 электрода-инструмента выполнен из стали. В корпусе 1 выполнено отверстие для перемещения по направляющей. Токопроводящие элементы 2, 6 выполнены в виде шайбы и винта с профилем, соответствующим профилю обрабатываемого зубчатого венца червяка. Материал элементов - медь М 1 ГОСТ 859-2001.
Электрод-инструмент работает следующим образом. В начале электрохимической обработки ЭИ вводят в зацепление с обрабатываемым червяком так, чтобы обеспечить необходимый межэлектродный зазор между рабочими поверхностями токопроводящего элемента 2 и обрабатываемой деталью. Далее зубчатое зацепление помещают в рабочую среду и подают на электроды разность потенциалов, необходимую для проведения электрохимической обработки. Для обеспечения обработки по всему контуру червяка сообщают вращательное движение, которое в свою очередь через зубчатое зацепление передается детали. При достижении электродом-инструментом крайнего положения направление вращения червяка меняется на противоположное.
Итак, предлагаемое изобретение за счет значительного упрощения кинематической схемы (фиг.2) позволяет повысить качество и надежность обработки червяков по всему профилю, а также повысить уровень автоматизации операции снятия заусенец и притупления острых кромок червяка обрабатываемой детали при меньших затратах на оборудование.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1997 |
|
RU2151033C1 |
| ИНСТРУМЕНТАЛЬНЫЙ БЛОК ДЛЯ СНЯТИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ ОСТРЫХ КРОМОК НА ЗУБЧАТОЙ ДЕТАЛИ | 1994 |
|
RU2078653C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2184015C2 |
| СТАНОК ДЛЯ ИГЛОФРЕЗЕРОВАНИЯ | 1995 |
|
RU2080965C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2003 |
|
RU2243069C1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И ОСТРЫХ КРОМОК НА ТОРЦАХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1969 |
|
SU251724A1 |
| Устройство для электрохимикомехани-чЕСКОй ОбРАбОТКи | 1979 |
|
SU841890A1 |
| Способ обработки зубьев зубчатых колес со снятием фасок на их торцах | 2022 |
|
RU2785351C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1972 |
|
SU428901A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
Изобретение относится к электрохимической обработке металлов и может быть использовано при электрохимическом скруглении острых кромок и удалении заусенцев с кромок венца червяка после механической обработки. Предложен электрод-инструмент для электрохимической обработки червяков, содержащий корпус из диэлектрического материала и токопроводящие элементы, при этом рабочая поверхность токопроводящих элементов размещена параллельно образующей червяка, обеспечивается повышение качества и надежности обработки всего профиля червяка и повышение уровня автоматизации операции снятия заусенцев и притупления острых кромок червяка при меньших затратах на оборудование. 2 ил.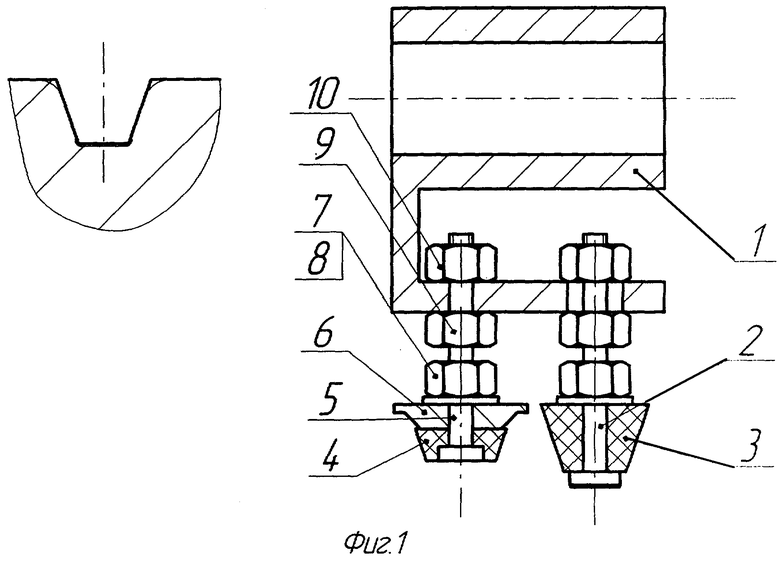
Электрод-инструмент для электрохимической обработки червяков, содержащий корпус из диэлектрического материала и токопроводящие элементы, отличающийся тем, что рабочая поверхность токопроводящих элементов размещена параллельно образующей червяка.
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1997 |
|
RU2151033C1 |
| СБОРНЫЙ КАТОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 0 |
|
SU234085A1 |
| Устройство для размерной электрохимической обработки зубьев зубчатых колес | 1980 |
|
SU876344A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1993 |
|
RU2047431C1 |
| US 4880509 А, 14.11.1989. | |||

