Известен способ уцравления положением валков путем уста1новКП «ажим-ных винтов в постоянное заранее заданное исходное положение.
Предлагаемый способ отличается тем, что исходное положение нажимных винтов автоматически изменяют перед каждым последующим рулоном, запоминая их лоложение на предыдущем рулоне. Это позволяет учесть погрещ1ности, возникающее в процессе прокатки рулонов.
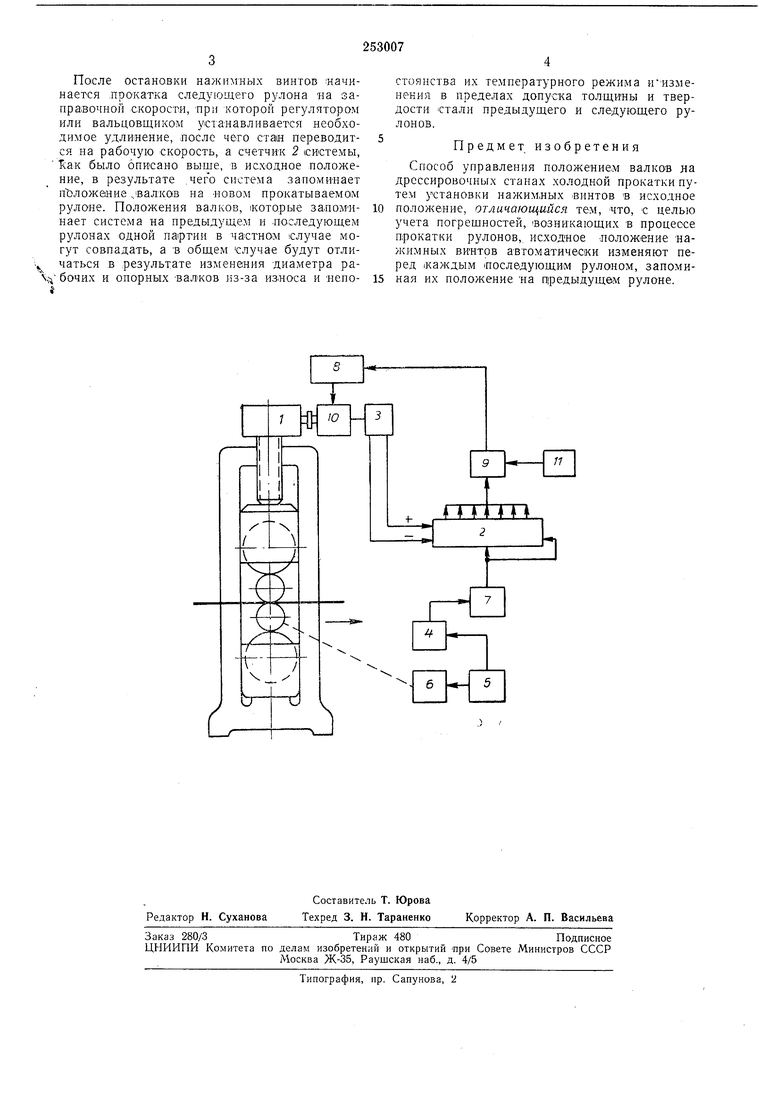
На чертеже представлена -система установки валков, реализующая предлагаемый способ.
В качестве датчика положения нажимных BHHTOIB / используется реверсивный счетчик 2, на ВХОД которого подключен импульсный реверсивный датчиж 3 перемещения нажимных винтов. При движении верхнего валка вверх счетчик 2 работает в режиме суммирования, при движении вниз - в режиме вычитания. Число IB счетчике однозначно определяет положение нажимных ВИНТОВ относительно их положения, лри котором счетчик был переведен в исходное состояние.
После иастройки на необходимое удлинение при нрокатке предыдущего рулона на заправочной скорости стан переводится на рабочую скорость. При этом устройством 4, подключенным к системе 5 управления прокатным
двигателем 6, выдается сигнал перевода стана на рабочую скорость, которым через формирователь 7 реверсивный счетчик 2 переводится в исходное положение, в результате чего система «запоминает положение валков на предыдущем рулоне.
После того, как ,в конце прокатки предыдущего рулона верхний валок поднимается на
определенную высоту, в счетчике 2, работающем в режиме сум-мирования, наберется число. В результате IB системе управления 8 приводом нажимного устройства через устройство 9 выделения сигнала на торможение поступит
сипнал на остановку. При опускании нажимных винтов на полосу -последующего рулона и подходе к положению, которое система запомнила на предыдущем рулоне, на выходе устройства 9 выделения сигнала на тор.можение последовательно появляются сигналы на замедление, а затем на полную остановку, поступающие IB систему управления 8 .приводом 10 нажимного устройства. Для перехода с одной партии рулонов на другую система
имеет устройство .11 изменения задания, .которое воздействует на устройство 9 выделения ситиала торможения и изменяет место остановки нажимных винтов в зависимости от щирины, толщины и твердости металла новой
После остановки нажимных винтов начинается .прокатка следующего рулона -на заправочной скорости, при которой регулятором или вальцовщиком устанавливается необходимое удлинение, после чего стан переводится на рабочую скорость, а счетчкк 2 системы, Пак было описано выше, в исходное положение, в результате ,чегЪ система заиоми-нает пЪложение,валков на «оном прокатываемом рулоне. Положения валков, (которые запоминает система на предыдущем и -последующем рулонах одной в частном случае могут совпадать, а Б общем случае будут отличаться в .результате изменения диаметра бочих и опорных валков из-за излоса и яеио«
стояпства их температурного режима иизменения в пределах допуска толщины и твердости стали предыдущего и следую.щего рулонов.
Предмет изобретения
Способ управления положением валков да дрессировочных станах холодной прокатки путем установки нажимлых винтов в исходное
полол ение, отличающийся тем, что, с целью учета погрещностей, возникающих в процессе прокатки рулонов,, исходное -.положение нажимных винтов автоматически изменяют перед каждым последующим рулоном, запоминал их положение на предыдущем рулоне.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования толщины проката и устройство для его осуществления | 1980 |
|
SU982835A1 |
| Система регулирования температуры полосы на выходе стана горячей прокатки | 1981 |
|
SU971543A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ МЕЖКЛЕТЕВЫХ НАТЯЖЕНИЙ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙПРОКАТКИ | 1970 |
|
SU263534A1 |
| Устройство для настройки и контроля зазора между валками пилигримового стана | 1981 |
|
SU997878A1 |
| Устройство для настройки и контроля зазора между валками пилигримового стана | 1984 |
|
SU1196054A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПРОКАТЫВАЕМОЙ ПОЛОСЫ | 1973 |
|
SU364368A1 |
| Устройство для определения скорости входа металла в клеть при прокатке | 1981 |
|
SU939149A1 |
| Способ управления скоростным режимом при реверсивной прокатке и устройство для его осуществления | 1989 |
|
SU1632538A1 |
| Устройство автоматической коррекции толщины полосы стана горячей прокатки | 1978 |
|
SU774645A1 |
| ЦИФРОВАЯ СЛЕДЯЩАЯ СИСТЕМА | 1965 |
|
SU171171A1 |
