1
Известны способы регулирования толщины прокатываемой полосы переменного сортамента путем воздействия на исполнительный орган, в частности на налсимные винты клети, по сигналу отклонения текущего значения толщины от заданного, превышающего значение зоны нечувствительности.
Недостатками таких способов является то, что величина зоны нечувствительности регуляторов постоянна или зависит от толщины прокатываемой полосы, либо от скорости перемещения нажимных винтов, но не зависит от жесткости прокатываемой полосы. Однако при одной и той же относительной величине зоны нечувствительности фактические отклонения толщины жесткой полосы после раскатки будут больше, че.м отклонения толщины мягкой полосы.
При регулировании возникшего отклонения путь, проходимый нажимными винтами за одно включение, не зависит от жесткости прокатываемой полосы, ЧТО также снижает точность выкатки полос различной жесткости.
Учитывая, что па ряде реверсивных станов холодной прокатки прокатываются полосы разнообразных сплавов и марок металла, имеющие различную жесткость (твердость), и что при прокатке одной и той же полосы в несколько пропусков ее жесткость возрастает от пропуска к пропуску, указанные недостатки
ухудшают качество регулирования толщины полос.
Предлагаемый способ регулирования толщины полосы предназначается для реверсивных станов холодной прокатки полос переменного сортамента, прокатываемых в несколько пропусков, и свободен от указанных выше недостатков.
Предлагаемый способ отличается от известных тем, что запоминают ряд дискретных значений отклонения толщины полосы с момента превышения значения отклонения толщины полосы значения зоны нечувствительности, в последующие моменты времени сравнивают их с текущими значениями отклонения толщины полосы и при совпадении текущего значения с ранее запомненным максимальным значением подают сигнал на тор.можение исполнительного органа. Кроме того, с целью расширения диапазона регулирования в зависимостн от твердости металла по сигналу номера пропуска изменяют величину зоны нечувствительности регулятора.
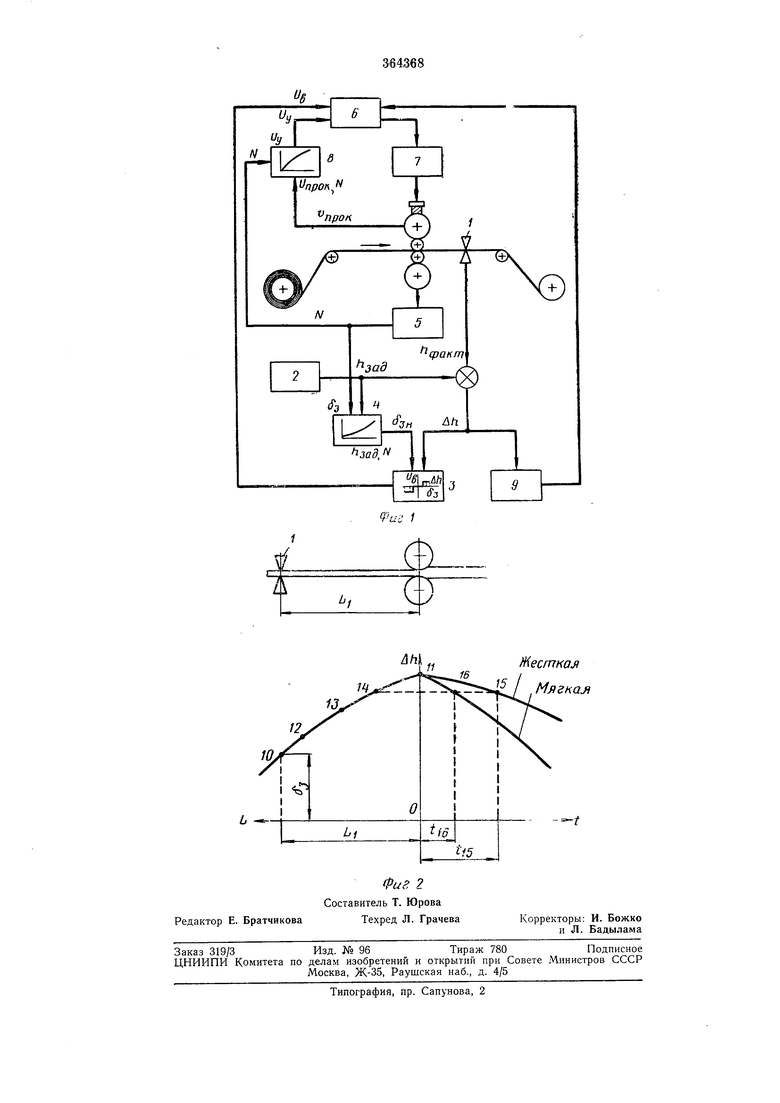
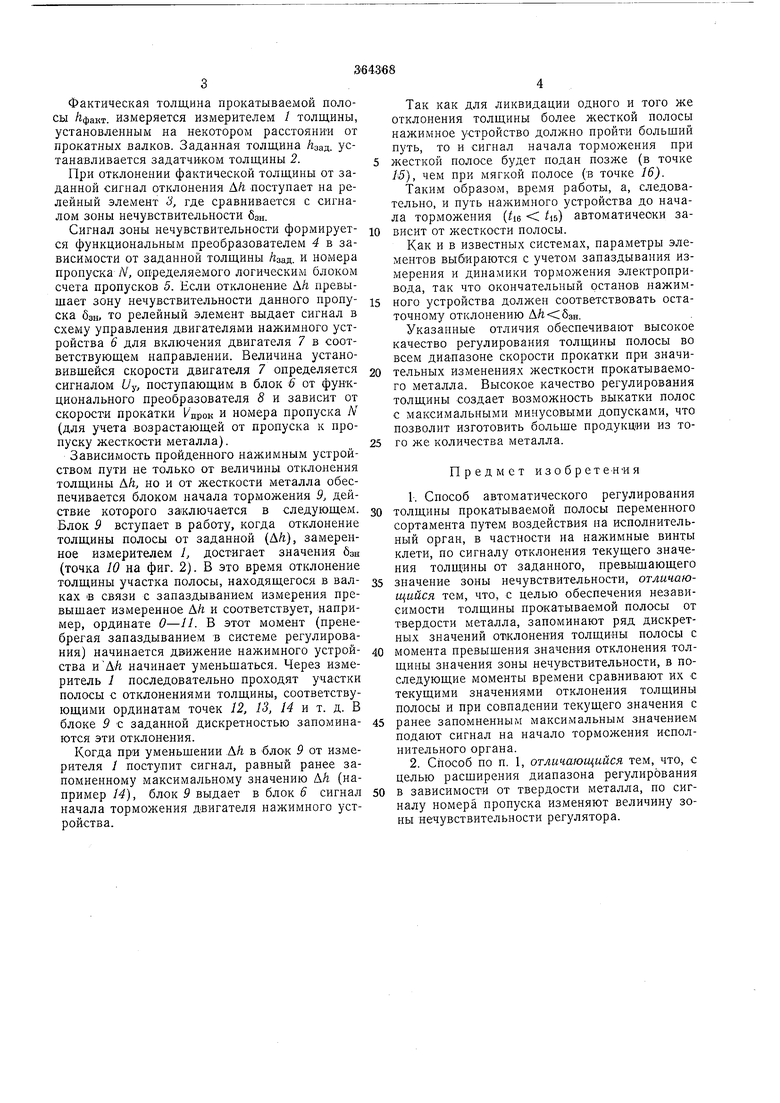
На фиг. 1 приведена блок-схема устройства, реализующего предлагаемый способ регулирования толщины полосы; на фиг. 2 - график, поясняющий работу блока начала торможения.
Устройство (фиг. 1) работает следующим образом.
Фактическая толщина прокатываемой полосы /гфакт. измеряется измерителем / толщины, установлеииым на некотором расстоянии от прокатных валков. Заданная толщина Лзад. устанавливается задатчиком толщины 2.
При отклонении фактической толщины от заданной сигнал отклонения Д/г поступает на релейный элемент 3, где сравнивается с сигналом зоны нечувствительности бзн.
Сигнал зоны нечувствительности формируется функциональным преобразователем 4 в зависимости от заданной толщины Лзад. и номера пропуска /V, определяемого логическим блоком счета пропусков 5. Если отклонение Д/г превышает зону нечувствительности данного пропуска бзн, то релейный элемент выдает сигнал в схему управления двигателями нажимного устройства 6 для включения двигателя 7 в соответствующем направлении. Величина установившейся скорости двигателя 7 определяется сигналом L/y, поступающим в блок 6 от функционального преобразователя 8 и зависит от скорости прокатки 1/прок и номера пропуска Л (для учета возрастающей от пропуска к пропуску жесткости металла).
Зависимость пройденного нажимным устройством пути не только от величины отклонения толщины Д/г, но и от жесткости металла обеспечивается блоком начала торможения 9, действие которого заключается в следующем, Блок 9 вступает в работу, когда отклонение толщины полосы от заданной (Д/г), замеренное измерителем 1, достигает значения бзн (точка 10 на фиг. 2). В это время отклонение толщины участка полосы, находящегося в валках В связи с запаздыванием измерения превышает измеренное ДА и соответствует, например, ординате О-11. В этот момент (пренебрегая запаздыванием в системе регулирования) начинается движение нажимного устройства иД/г начинает уменьшаться. Через измеритель 1 последовательно проходят участки полосы с отклонениями толщины, соответствующими ординатам точек 12, 13, 14 и т. д. В блоке 9 с заданной дискретностью запоминаются эти отклонения.
Когда при уменьшении Д/г в блок 9 от измерителя / поступит сигнал, равный ранее запомненному максимальному значению Д/г (например 14), блок 9 выдает в блок 6 сигнал начала торможения двигателя нажимного устройства.
Так как для ликвидации одного и того же отклонения толщины более жесткой полосы нажимное устройство должно пройт-и больший путь, то и сигнал начала торможения при жесткой полосе будет подан позже (в точке /5), чем при мягкой полосе (в точке 16).
Таким образом, время работы, а, следовательно, и путь нажимного устройства до начала торможения (16 lib) автоматически зависит от жесткости полосы.
Как и в известных системах, параметры элементов выбираются с учетом запаздывания измерения и динамики торможения электропривода, так что окончательный останов нажимного устройства должен соответствовать остаточному отклонению Д/г бзн.
Указанные отличия обеспечивают высокое качество регулирования толщины полосы во всем диапазоне скорости прокатки при значительных изменениях жесткости прокатываемого металла. Высокое качество регулирования толщины создает возможность выкатки полос с максимальными минусовыми допусками, что позволит изготовить больше продукции из того же количества металла.
Предмет изобретения
1.Способ автоматического регулирования толщины прокатываемой полосы переменного сортамента путем воздействия на исполнительный орган, в частности на нажимные винты клети, по сигналу отклонения текущего значения толщины от заданного, превышающего значение зоны нечувствительности, отличающийся тем, что, с целью обеспечения независимости толщины прокатываемой полосы от твердости металла, запоминают ряд дискретных значений отклонения толщины полосы с момента превышения значения отклонения толщины значения зоны нечувствительности, в последующие моменты времени сравнивают их с текущими значениями отклонения толщины полосы и при совпадении текущего значения с ранее запомненным максимальным значением подают сигнал на начало торможения исполнительного органа.
2.Способ по п. 1, отличающийся тем, что, с целью расширения диапазона регулирования в зависимости от твердости металла, по сигналу номера пропуска изменяют величину зоны нечувствительности регулятора.
мсракт
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПРОКАТЫВАЕМОЙ ПОЛОСЫ | 1973 |
|
SU400391A1 |
| Регулятор относительного обжатия прокатываемой полосы | 1981 |
|
SU944696A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ МЕЖДУ КЛЕТЯМИ НЕПРЕРЫВНОГО СТАНА ХОЛОДНОЙПРОКАТКИ | 1972 |
|
SU344909A1 |
| Способ адаптивного управления станом холодной прокатки и устройство для его осуществления | 1987 |
|
SU1540883A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯТОЛЩИНЫ полосы | 1972 |
|
SU353764A1 |
| Способ коррекции системы автоматического регулирования толщины полосы | 1991 |
|
SU1759492A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ СИСТЕМА АВТОМАТИЧЕСКОГО | 1966 |
|
SU178773A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1990 |
|
SU1731321A1 |
| Система регулирования температуры полосы на выходе стана горячей прокатки | 1981 |
|
SU971543A1 |
| Устройство для регулирования толщин полосы | 1984 |
|
SU1186307A1 |