Описываемый пресс относится к оборудованию для листовой штаМПовки и может быть использован, в частности, для поэлементной штамповки.
Известны прессы с револьверными голозками, содержащими два соосных стола, поворачиваемых вокруг общей оси, являющейся осью головки. В гнездах поворотных столов расположен штамповочный инструмент для обработки листовых заготовок. Последние закреплены на координатном столе. Штамповочный инструмент помимо совместного со столом поворота совершает возвратно-поступательное перемещение с -ползуном /пресса. Все .перемещения ПОДВИЖНЫХ элементов /пресса сблокированы и связаны системой автоматического управления.
Однако в известных прессах может быть размещено ограниченное количество рабочих позиций.
Описываемый пресс отличается от известных тем, что снабжен поворотным столом с гнездами, в которых установлены револьверные головки. Стол поворачивается относительно своей оси под действием привода, сблокированного с приводом поворота револьверных головок. Это увеличивает количество рабочих позиций и количество операций, выполняемых на прессе без переналадки.
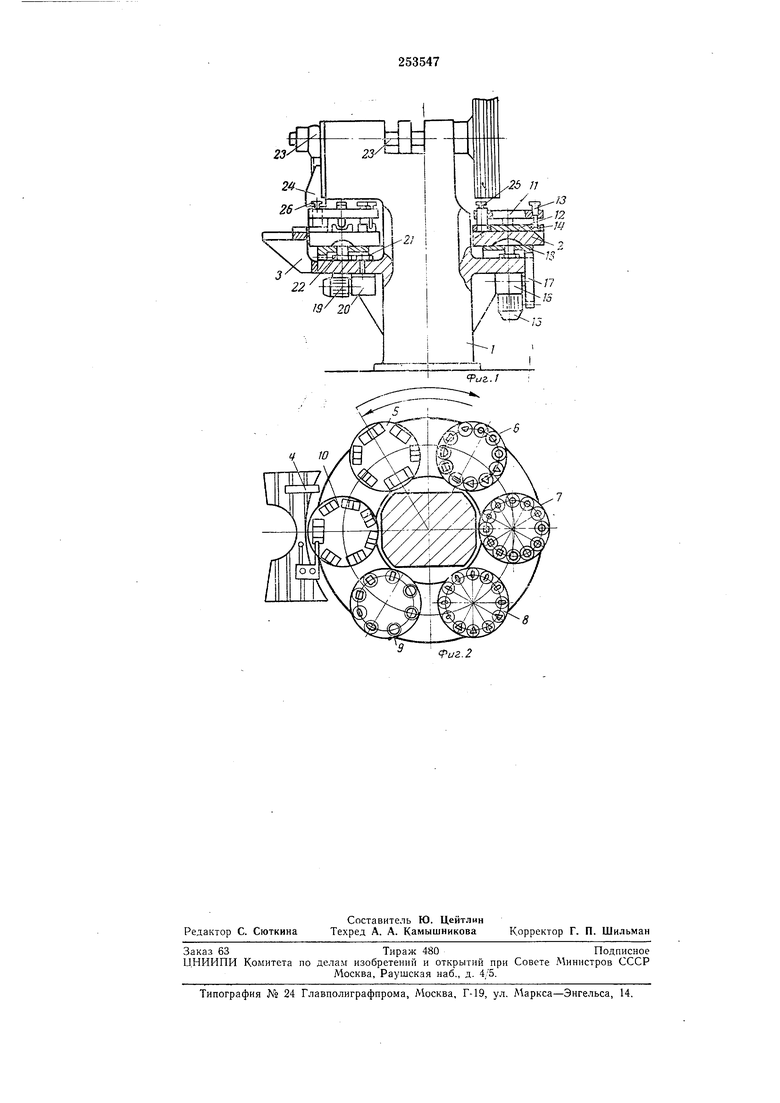
щий вид; на фиг. - 2 поворотный стол, вид сверху.
Пресс содержит станину /, на которой смонтированы поворотный стол 2 и координатный стол 5. На координатном столе по упорам 4 устанавливают листовую заготовку и ее закрепляют. Поворотный стол выполнен с гнездами, в которых размещены револьверные головки 5-10, каждая из которых содержит верхний // и нижний 12 поворотные диски. В гнездах этих дисков закреплен щтамповочный инсгрумент (-пуансоны 13 и матрицы 14).
Поворотный стол 2 имеет крупные отверстия, число которых соответствует числу револьверных головок. Для установки одной из револьверных головок в требуемое положение (напротив оператора) в упомянутое отверстие с помощью электромагнита вводят фиксатор.
Поворот стола 2 производится после вывода штыря из отверстия, осуществляемого под действием системы автоматического управления. Стол 2 поворачивается электродвигателем
15 через редуктор 16, зубчатую шестерню /7 и зубчатую шестерню 18, сидящую на оси поворотного стола 2. Перед установкой револьверной головки в заданное положение электромагнит выключается, и соответствующий
к нижней плоскости стола. При дальнейшем повороте стола штырь попадает в отверстие, и через конечный выключатель (на чертеже не показан), связанный Со штырем, электродвигатель 15 отключается.
После поворота стола 2 в заданное лоложение от электродвигателя 19 через редуктор 20 и зубчатую шестерню 21 производится поворот револьверной головки. Электроблокировка осуществляет поворот головки только тогда, когда последняя занимает при повороте стола 2 заданное положение. При этом зубчатая шестерня 21 входит в зацепление с зубчатой шестерней 22, установленной на оси револьверной головки.
Пуансоны 13, кроме поворотного движения, совместного с револьверным диском //и поворотным столом 2, совершают возвратно-поступательное движение, сообшаемое им от приводного вала 23 через ползун 24. С ползуном 24 пуансоны 13 связаны с помош,ью Т-образных хвостовиков 25, которыми снабжены пуансоны и которые входят в Т-образные пазы 26, выполненные на нижнем торце ползуна. Т-образные пазы расположены по радиусам круга, центр которого совнадает с центром вращения стола 2. Т-образные хвостовики 25 входят в пазы 26 с зазором, обеспечивающим свободный проход хвостовика при повороте стола 2 и револьверных головок.
Для поворота стола 2 ползун 24 опускают в положение, котором паз 26 находится
на одном уровне с хвостовиком 25, хвостовик вводят в паз, а затем производят регулировку закрытой высоты штампа.
Опускают ползун 24 с помощью винта, приводимого во вращение электродвигателем. Положение ползуна по высоте контролируется конечным выключателем, который включает электродвигатель (на чертеже не показаны), перемещающий ползун 24.
Электроблокировка, предусмотренная в прессе, предотвращает поворот стола 2 до опускания ползуна 24 в требуемое положение.
Предмет изобретения
Пресс для штамповки листовых заготовок, размещенных на координатном столе, содержащий револьверные головки, выполненные в виде соосно установленных поворотных дисков, в гнездах которых расположен штамповочный инструмент, поворачиваемый вместе с дисками и получающий возвратно-поступательное перемещение от привода пресса, связанного системой автоматического управления с приводом поворота револьверных головок, отличаюш ийся тем, что, с целью увеличения количества рабочих позиций и количества операций, выполняемых на прессе без переналадки, он снабжен поворотным столом с гнездами, в которых установлены револьверные головки, поворачиваемым вокруг своей оси под действием привода, сблокированного с приводом поворота револьверных головок.
иг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Пробивной револьверный пресс | 1987 |
|
SU1496870A1 |
| Устройство для смены инструментов на дыропробивном прессе | 1987 |
|
SU1642948A3 |
| Устройство для пробивки отверстий в металлических изделиях | 1972 |
|
SU506457A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПРЯМОУГОЛЬНЫХ ПЛАСТИН | 1970 |
|
SU264123A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В ОБУВНОЙ КОЛОДКЕ И ЗАПРЕССОВКИ В НИХ ВТУЛОК | 1966 |
|
SU178473A1 |
| ПРЕСС С РЕВОЛЬВЕРНОЙ ГОЛОВКОЙ | 1970 |
|
SU273628A1 |
| КООРДИНАТНО-РЕВОЛЬВЕРНЫЙ ПРЕСС | 1990 |
|
RU2009744C1 |
| Дыропробивной пресс | 1977 |
|
SU653004A1 |
| Устройство для листовой штамповки | 1988 |
|
SU1569059A2 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |