Изобретение относится к области оборудования для холодной штамповки и быть использовано при изготовлении прямоугольных деталей с отверстиями, например, трансформаторных или калориферных.
Известные установки для получения прямоугольных пластин, например, трансформаторов, содержат пресс и дисковые ножницы, соединенные средствами межолерационноготранспортирования. Пресс и дисковые ножницы имеют самостоятельные приводы. Дисковые ножницы разрезают рулонный материал на полосы, а затем на прессе штампуют пластины.
На такой установке можно получать пластины только из листового материала, разрезанного в продольном направлении.
Описываемая установка позволяет получать пластины непосредственно из листа без предварительной разрезки его в продольном направлении и повышает производительность этого процесса.
Такие возможности достигаются за счет снабжения установки подвижным упором, устанавливае.мым между прессом и ножницами.
Установка и удаление упора осуш;ествляются с помопдью кулачка, закрепленного на приводном валу пресса, и системы рычагов, взаимодействующих с этим кулачком. Упор служит в качестве ограничителя положения передней
кромки листа, разрезаемого на прессе в поперечном направлении с получением нри этом полос с отверстиями, при перемешении полос от пресса к дисковым нолшицам. Для осушествлення межаперационпого транспортирования установка снабл ена рычажным механизмом, который приводится в действие с помош,ью кулачка, располож:енного на одном валу с кулачком управления упором.
Рычажный механизм перемещает полосы от пресса к ножницам, взаимодействуя с отверстиями в полосе, пробиваемыми на прессе.
Рычажный механизм, осуществляюш,ий межонер ационное граненортирование поло,сы с отверстиями от пресса к дисковым ножницам, может быть выполнен в виде поворотного рычага, один конец которого взаимодействует с кулачком, а другой - с отверстием в полосе. Па конце, взаимодействующем с отверстием в
поло.се, закреплен штырь, выполпенный разъемным вдоль оси. Части штыря связаны между собой пружиной, одна из частей установлена на оси, перпендикулярной оси штыря и может поворачиваться вокруг нее. В свободном состоянии разъемных частей штырь имеет поперечное сечение, соответствуюш.ее диаметру отверстия в полосе, при повороте одной из частей его поперечное сечение уменьшается. Кроме того, штырь выполнен подвижным в осевом
на колечный выключатель, дающий команду на выключение установки.
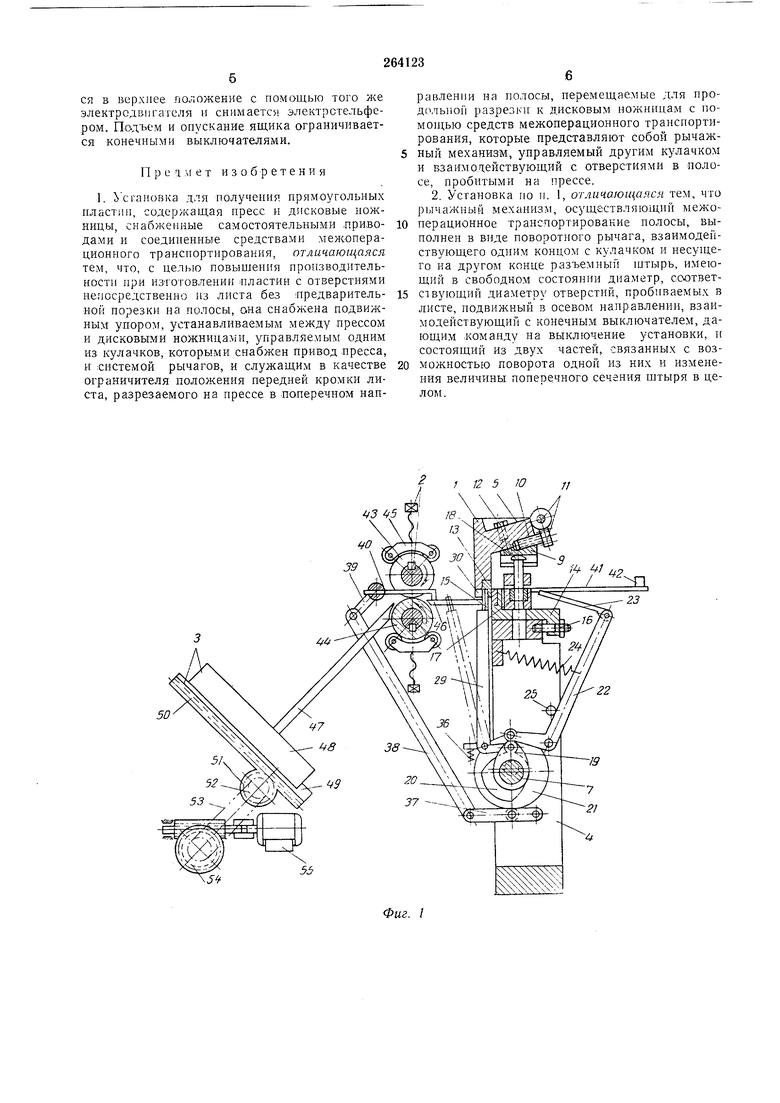
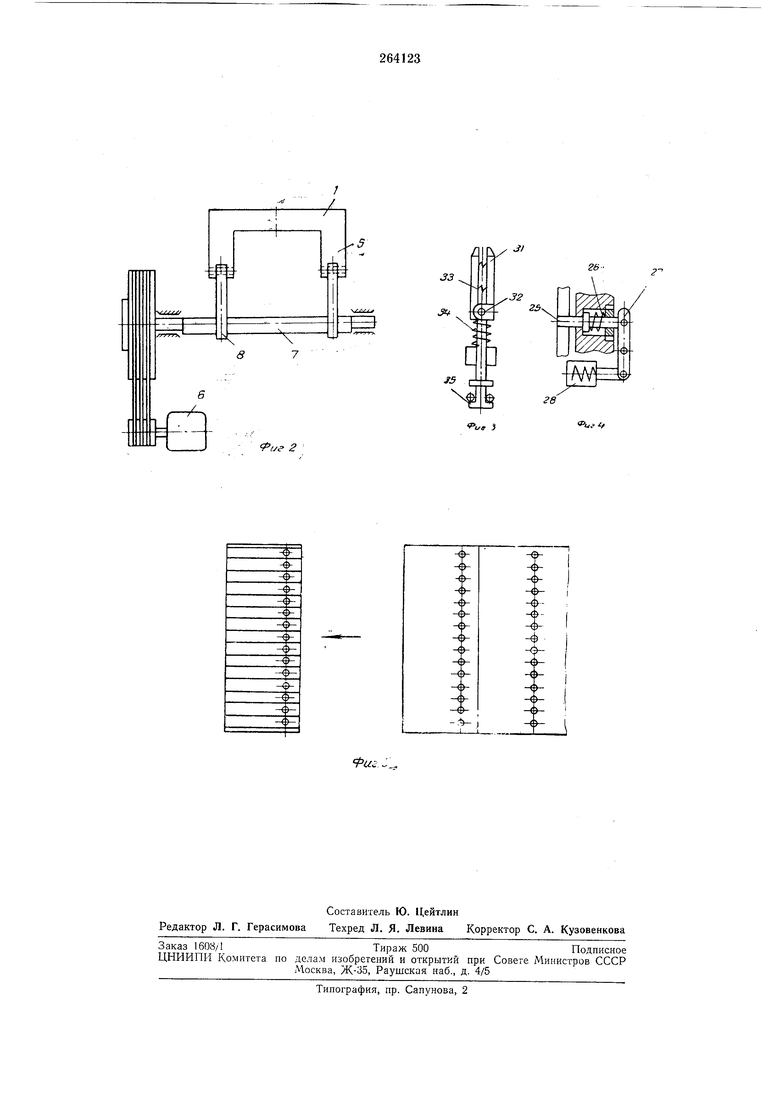
На фиг. I показана схема установки; на фиг. 2 - нневматическая схема нресса; на фиг. 3 - механизм межоперациониого транспортирования полосы; на фиг. 4 - механизм неремещення листа; на фиг. 5 - схема раскроя листа.
Установка содерж1гг (см. фи,г. 1) пресс /, дисковые ножнин,ы 2, стаиелирующее устройство 5.
Пресс содержит (см. фиг. 1 и 2) станину 4, нолзун 5, двигатель 6, эксцентриковый вал 7, с которым ползун 5 связан шатунами 8.
На пс-лзуне нресса имеется клиновое устройство 9 для регулировки высоты межштампового простренства.
При враидении впнта 10 с иомои1ью системы шестерен // клиновое устройство иеремещается но наклонной .плоскости ползуна, уменьшая или увеличивая межштамповое пространство.
После регулировки клиновое устройство стопорится винтом 12, к ползуну .пресса крепится верхний нож 13. На плите 14, которая кренится к станине, установлен нижний нож 15. Плита для регулировки зазора между верхним и нижним ножами может передвигаться с помощью болта 16. На плите крепится нижияя часть штампа 17, а головки пуансолов 18 находятся Б назах клинового устройства.
На эксцентриковом валу 7 закреплены кулачки 19, 20 и 21. Кулачок 19 через рычаг 22 управляет работой подающего устройства 23. Рычаг 22 снабжен пружиной 24. В крайнем нравом псуюжении рычаг 22 защелкивается штырем 25, находящимся под действием иружины 26 (см. фиг. 4). Штырь 25 через рычаг 27 связан с электромагнитом 28. Кулачок 20 управляет перемещением рычага 29, осуществляющего межоперационное транспортирование полосы от пресса к дисковым ножницам 2. На конце рычага 29 имеются разъемные штыри 30, расположенные напротив пуансонов штампа.
Штырь 30 состоит из двух частей, одна из которых 31-подвижная и может разворачиваться на оси 32 влево. Удерживается она в вертикальном положении пружинами 33. Для предотвращения поломки во время аварий штыри опираются на пружины 34 и при опускании размыкают конечный выключатель 35 электроблокировки. Возврат механизма передачи осуществляется .пружиной 36. Кулачок 21 через систему рычагов 37, 38, 39 управляет движением упора 40 (см. фиг. 1). К станине крепится стол 41 для укладки листа, на котором имеется упор 42. Многодисковые роликовые ножницы состоят из комплекта верхних 43 и нижних 44 роликовых ножей, приводимых во вращение от отдельного .привода.
Для большей жесткости комплекты ножей подпираются люиетами 45.
Стаиелирующее устройство 3 состоит из лотка 47, ящика 48 для укладки деталей, который находится иа каретке 49, имеющей рейки 50. Рейки зацепляются с шестернями 51, которые находятся на одном валу со звездочкой 52. Последняя цепной передачей 53 связана с редуктором 54, вращающим.ся от электродвигателя 55.
Лист укладывают на стол 41 и задней кромкой упирают в упор 42. Далее 13 и 15
от него отрезают переднюю кромку шириной
5-10 лш и пробивают отверстия в штампе 17
(см. фиг. 5).
Конец листа подают в рабочую зону штамна 17 с помощью подающего устройства. Во время укладки листа на столе 41 пресса подающее устройство удерживается на месте подпружиненным штырем 25. После того как конец листа освобождает рычаг бесконтактного
датчика, последний включает электромагнит 28, который с помощью рычага 27 выдергивает штырь 25, подающее устройство иод действием пружины 24 подает конец листа до упора 40, и ножи 13 и 15 отрезают полосу, .длина
которой соответствует длине получаемой пластины.
После отрезки .полосы ползун начинает подниматься, а подающее устройство 23 выталкивает обрезки листа за нож 15, и они иадают.
Затем под действием кулачка 19 подающее устройство отводится в исходное положение и защелкивается штырем 25.
К дисковым ножницам 2 отрезанную полосу подают, вводя в ее отверстия штыри 30 рычага 29.
Упор 40 поднимается от кулачка 21 через систему рычагов 37, 38 и 39, и рычаг 29 прд действием кулачка 20 заправляет полосу в многодисковые роликовые ножницы 2. Для надел ности заправки штыри 30 находятся в отверстиях полосы после захвата ее роликовыми ножами и затем постепенно по мере движения полосы выходят из нее. Наклон штырей, в то время как полоса движется прямолинейно по
лотку 46, возможен благодаря наличию в штырях подвижных частей 31, которые, поворачиваясь на осях 32, уменьшают сечение штырей. После разрезки на мнотодисковых роликовых нож.ницах пластины попадают на лоток 47.
Здесь пластины разделяются и но лотку скользят в ящик 48.
По мере наполнения ящика он опускается вниз по наклонной плоскости стапелирующего устройства. Опускание ящика ироизводится периодически .при включении электродвигателя 55 через редуктор 54, .который связан цепной передачей 53 с шестерней 51, зацепляющейся с рейкой 50 каретки 49.
Команду на включение электродвигателя
дает бесконтактный датчик БВК-24. Когда лист освобождает рычаг бесконтактного датчика, последний включает электродвигатель через реле времени, которое выключает последний после того как ящик 48 опустится на 10-
ся в верхнее положение с помощью того же электродвигагеля и снимается электротельфером. Подъем и опускание ящика ограничивается конечными выключателями.
Предмет изобретения
1. сгановка для получения ирямоугольных иластпи, содержащая нресс и дисковые нол :ницы, снабженные самостоятельными приводами и соединенные средствами мелчоперационного траиснортирования, отличающаяся тем, что, с целью повыщения производительности ири изготовлении лластин с отверстиями непосредственно из листа без предварительной порезки па полосы, она снабжена подвижным уиором, устанавливаемым между ирессом и дисковыми ножницами, управляемым одним из кулачков, которыми снабжен привод пресса, и системой рычагов, и служащим в качестве ограничителя положения передней кромки листа, разрезаемого на ирессе в поперечном направлеппи на полосы, перемещаемые для продольной разрезки к дисковым пожнииам с помощью средств межоперационпого транспортирования, которые представляют собой рычажный механизм, управляемый другим кулачком и взаимодействующий с отверстиями в полосе, пробитыми на прессе.
2. Установка по и. 1, отличающаяся тем, что рычажный мехаиизм, осуществляющий межоперационное транспортирование полосы, выполнен в виде поворотного рычага, взаимодействующего одним концом с кулачком и несущего на друго т конце разъемный щтырь, имеющий в свободном состоянии диаметр, ссответствующий диаметру отверстий, пробиваемых в листе, подвижный в осевом иаправлении, взаимодействующий с конечным выключателем, дающим .команду на выключение установки, и состоящий из двух частей, связанных с возможностью поворота одной из них и изменения величины поперечного сечения штыря в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для раскроя листового материала | 1984 |
|
SU1146146A1 |
| Дисковые ножницы | 1989 |
|
SU1798059A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ПЕРЕМЕННЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ | 1971 |
|
SU312657A1 |
| Линия для раскроя движущегося листового проката | 1980 |
|
SU912415A1 |
| Способ обрезки стоп бумаги | 1974 |
|
SU704778A1 |
| Привод,преимущественно для устройства запрессовки штырей в плату | 1981 |
|
SU1075457A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПРУТКОВ | 1967 |
|
SU202690A1 |
| Установка для изготовления одиночных проводов и сборки их в пучки для монтажа на автомашинах | 1960 |
|
SU135119A1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ ЛИСТОВ ИЗ АСБЕСТОЦЕМЕНТА ИЛИ ПОДОБНОГО МАТЕРИАЛА | 1946 |
|
SU77607A1 |
| Автоматическая линия для производства рессорных листов | 1988 |
|
SU1733174A1 |
Фиг. 1
iffye 2
«. /
/ )
