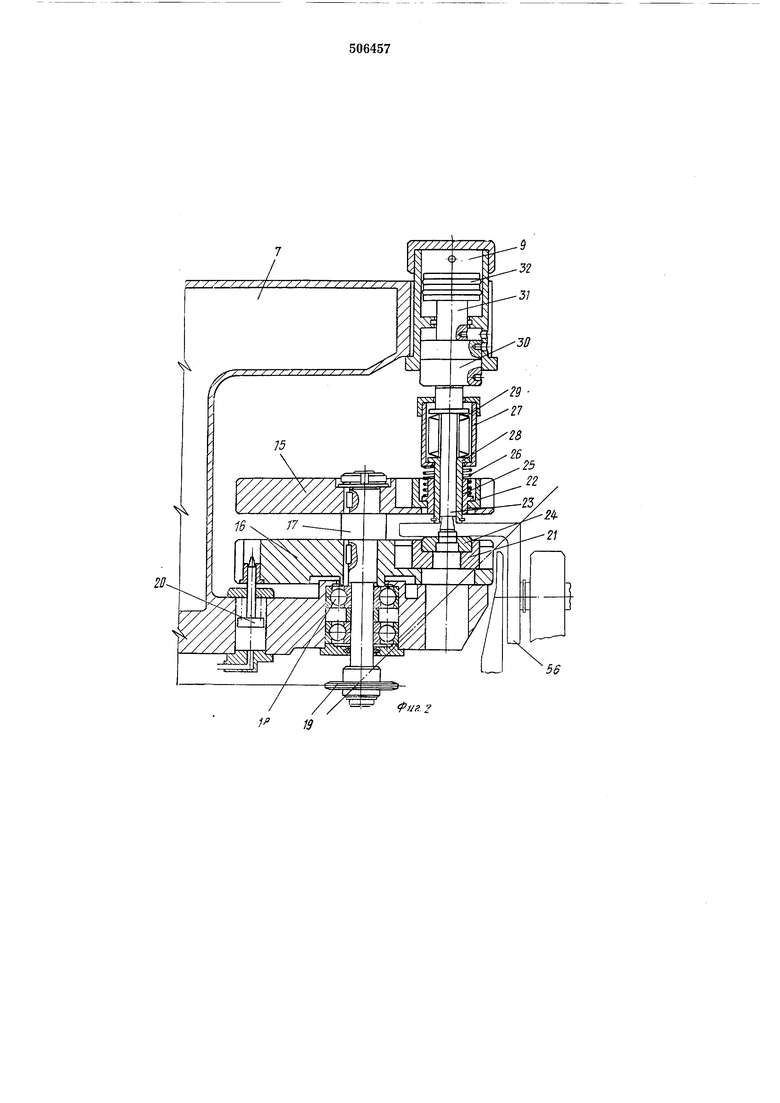
лен на подшипниках 18 в корпусе станины 7 и связан посредством звездочки 19 с приводом поворота головки (на чертеже не показан). Каждая голо-вка 8 снабжена также гидравлическим фиксатОром 20 ее углового положения. В дисках 15 и 16 выполиены радиальные пазы, в которых установлены ползуны соответственно 21 и 22 ,с пуансонами 23 и матрицами 24.
Узел пуансона 23 содержит установленную в ползуне 22 втулку 25, о-пираккщийся на пружину 26 стакан 27 и сидящий в стакане съемник 28. Пружина 29 обеспечивает контакт торца пуансона 23 с торцом лростав-ки - ограничителя 30, закрепленного на штоке 31 поршня 32 гидрОЦилиндра 9.
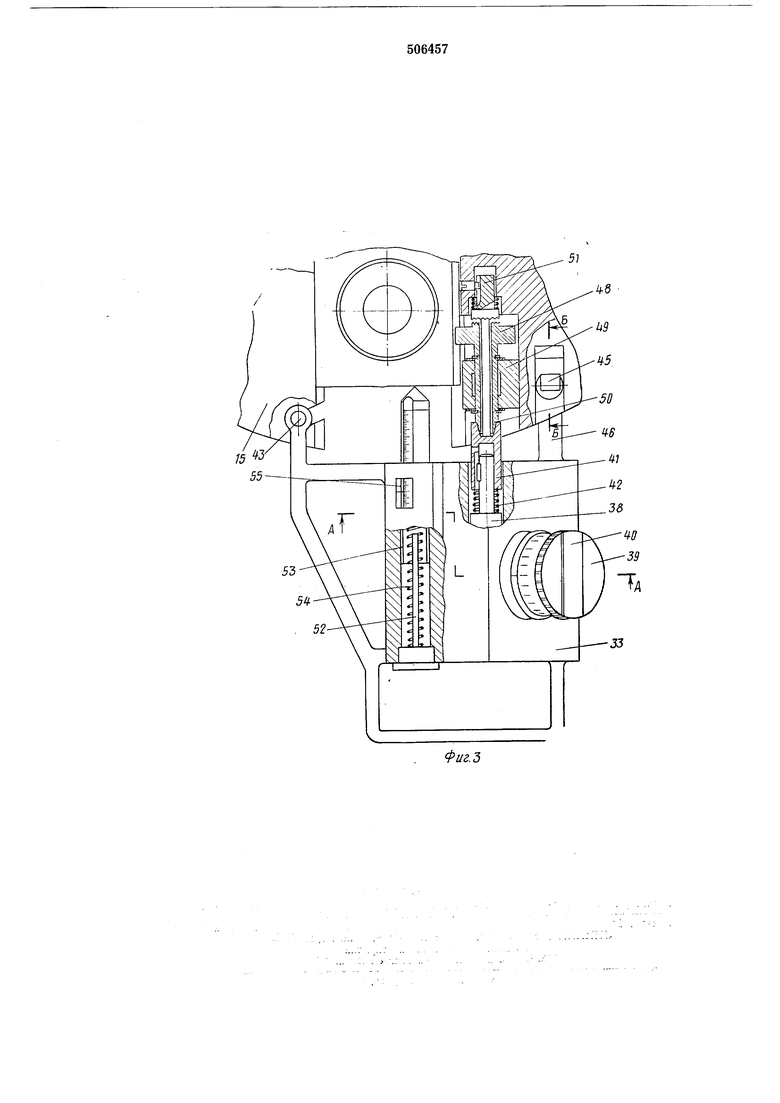
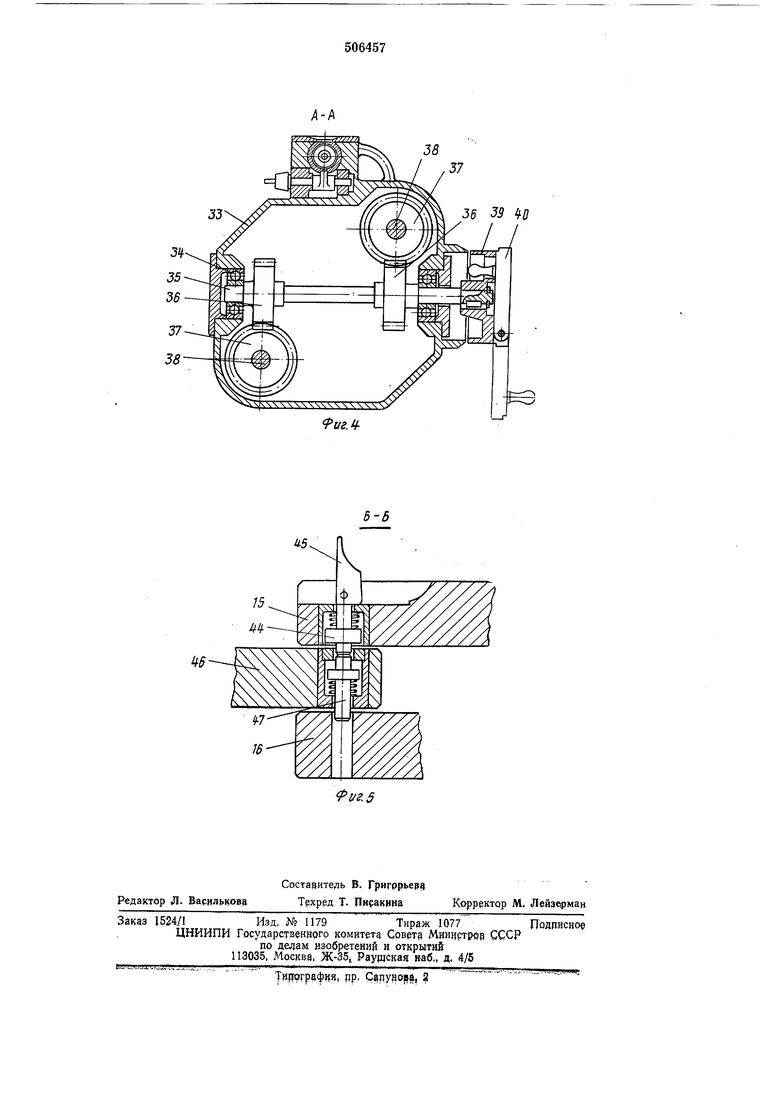
Съемная приставка - ключ выполнена в виде .корпуса 33, в котором в подшипниках 34 установлен .вал 35.
На валу сидят две косозубые шестерни 36, входяш,ие в зацепление с двумя косозубыми шестернями 37, сидяш,ими на параллельно установленных вспомогательных валах 38. На на., ружном конце вала 35 закреплен нониусный барабан 39 с откидной рукояткой 40. На концах валов 38 свободно в осевом направлении сидят втулки 41, имеющие конусные гнезда и отжимаемые пружинами 42. Для крепления приставки на револьверной головке предусмотрены фиксаторы 43 и замки, выполненные в виде .подпружиненных штифтов 44, с которыми шарнирно соединены эксцентриковЫе рычажки 45, причем в отверстии направляю|щего выступа 46 корпуса приставки также установлен подпружиненный штифт 47, взаимодействующий со щтифтамп 44.
С одного края каждого из ползунов 21 и 22 нарезана винтовая рейка, с которой входит в зацепление винт 48, установленный в кронштейне 49 и имеющий конусный хвостовик 50. Для предотвращения проворота винта 48 без ключа предусмотрен фиксатор, выполненный Б виде подпружиненного штыря 51 с торцевыми шлицами, которым соответствуют аналогичные шлицы на торце винта 48.
В корпусе 33 приставки установлен направляющий стержень 52, на котором сидит полый шток 53, имеющий конусный конец. Для поджатия штока 53 к ползуну 22 предусмотрена пружина 54. Шток 53 снабжен миллиметровой шкалой и установл ен под нониусной шкалой 55.
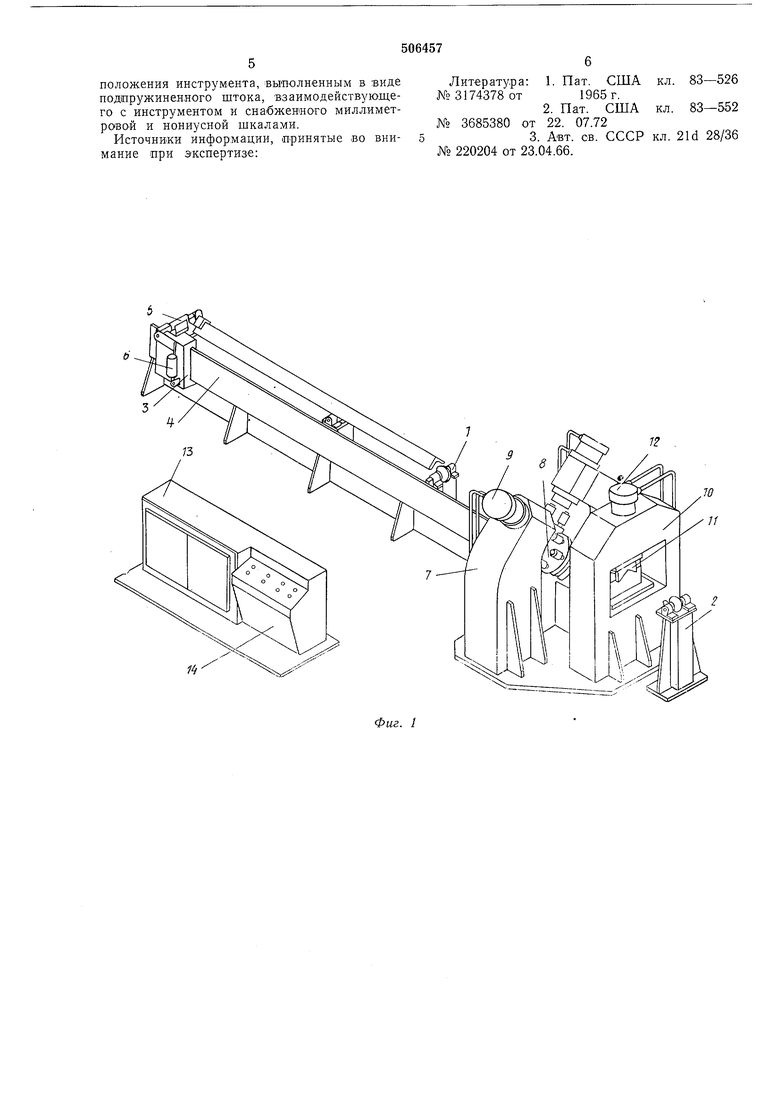
Подлежащий обработке угловой профиль 56 кладут на опорный рольганг 1 и задний конец профиля захватывают зажимным механизмом 5 суппорта 3, который ведет угло-. вой профиль 56 ч-ерез револьверные головки 8.
По командам программного устройства приводы поворота револьверных головок через звездочки 19 приводят в рабочее положение требуемые пары пуансонов 23 и матриц 24; суппорт 3, также по командам программного устройства останавливает угловой профиль в заданных положениях, после чего приводятся в зависимости от требуемого расположения отверстий в заготовке и соответствующей ему программы оба дыропробивных гидроцилиндра 9 либо один из них, после пробивки отверстий угловой профиль продвигается суппортом 3 в следующую позицию. В зависимости от программы в рабочем положении-либо остаются те же пары пуансонов 23 с матрицами 24, либо по команде программного устройства вводятся новые, и цикл проколки повторяется.
Циклы проколки чередуются с циклами отрубки, в процессе которых пресс 10 отрубает от профиля заготовки заданного размера.
При переходе на изделие с другими размерами отверстий и расстояниями их от обущка углового профиля в ползуны 21 и 22 устанавливают соответствующие пуансоны 23 и матрицы 24, а затем производят установку ползунов 21 н 22 в положение, соответствующее чертежу изделия. Для этого корпус 33 приставки устанавливают на фиксатор 43 и закрепляют, поворачивая эксцентриковый рычажок 45, после чего с помощью рукоятки 40 вращают барабан 39. При этом вращение от вала 35, передается через винтовые пары на втулки 4il, которые в свою очередь передают вращение винтам 48. Эти винты под действием усилия вращения проворачиваются относительно штыря 51, отжимая его пружину, и перемещают ползуны 21 и 22 с пуансоном 23 и матрицей 24 в радиальном направлении.
Грубый отсчет перемещения ползунов производят по шкале штока 53, точный отсчет - по нониусному барабану 39.
Формула изобретения
1.Устройство для прО;бивки отверстий в металлических изделиях, в частности в деталях металлоконструкций, содержащее поворотные вокруг общей оси диски, несущие взаимодействующие инструменты, ОТ л и ч а ющеес я тем, что, с целью расширения номенклатуры Обрабатываемых деталей, каждый инструмент снабжен механизмом его перемещения по радиусу соответствующего диска, а диски снабжены общей съемной приставкой, несущей привод (Механизмов перемещения, а такл :е элементами фиксации и крепления схемой приставки.
2.Устройство по п. 1, отличающееся тем, что привод механизмов перемещения выполнен 1В виде связанных зубчатыми передачами главного вала с нониусным барабаном и двух вспомогательных валов, несущих втулки с коническими гнездами на свободных концах, а каждый механизм радиального перемещения выполнен в виде рееч,но-винто-вой пары, винт которой выполнен с коническим хвостовиком, Сопрягаемым с коническим гнездом одной из втулок привода.
3.Устройство по п. 1 и 2, о-т л и ч а ющеес я тем, что приставка снабжена указателем
положения инструмента, вьгполненным в виде подпружиненного штока, взаимодействующего с инструментом и снабженного миллиметровой и нониусной шкалами.
Источники информации, принятые во внимание при з кспертизе:
Литература: 1. Пат. США №3174378 от1965г.
2. Пат. США № 3685380 от 22. 07.72
3. Авт. св. СССР № 220204 от 23.04.66.

| название | год | авторы | номер документа |
|---|---|---|---|
| Револьверный суппорт токарного автомата | 1986 |
|
SU1342610A1 |
| Штамп-автомат для выдавливания пустотелых деталей | 1975 |
|
SU557846A1 |
| Роторно-конвейерная машина | 1982 |
|
SU1118516A1 |
| ПРЕСС С РЕВОЛЬВЕРНОЙ ГОЛОВКОЙ | 1970 |
|
SU273628A1 |
| РОТОРНАЯ МАШИНА | 1970 |
|
SU265677A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1967 |
|
SU205799A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2004 |
|
RU2270732C1 |
| В ПТ Б | 1973 |
|
SU383622A1 |
| Роторно-конвейерная машина | 1981 |
|
SU1016208A1 |
Фиг. 1
56
51
45
38
37
36 39 D
