Првдла1гаемое изобретение относится к области станкостроения .и может быть .исиользоваео на червячно-шлифовальных ставках всех моделей.
Известен обкаточ1ный прибор, состоящий из скобы, установленной .в центрах станка, сегмента, закрепленного в ,круго вом пазу окобы, и головки алмазодержателя, закрепленной на сегменте. Пр.и лраыке лриопоообление движется вместе .со столом ставка и .поворачи.вается относительно оси центров со скоростью, установленной для шага шлифуемого червяка. При этом шлифовальный круг, предварительно заправленный другим лрибором, правится окончательно.
Иэвест1ный прибор не обеспечивает точной установки исходного положения 1между осью разворота шлифовального к;руга и лИ|Нией правки.
С целью 1П01вышения точности правки и удобства обслуживания на скобе устанавливают измерительную линейку и горизонтальный уровень, служащие для ориентации прибора относительно оси шлифовальноло .круга.
При совмещении нулевых .рисок измерительной линейки и нониуса на подзушке происходит совпадение оси раз1ворота шлифовального к;руга с точкой пересечения линии .правки и линии центров станка.
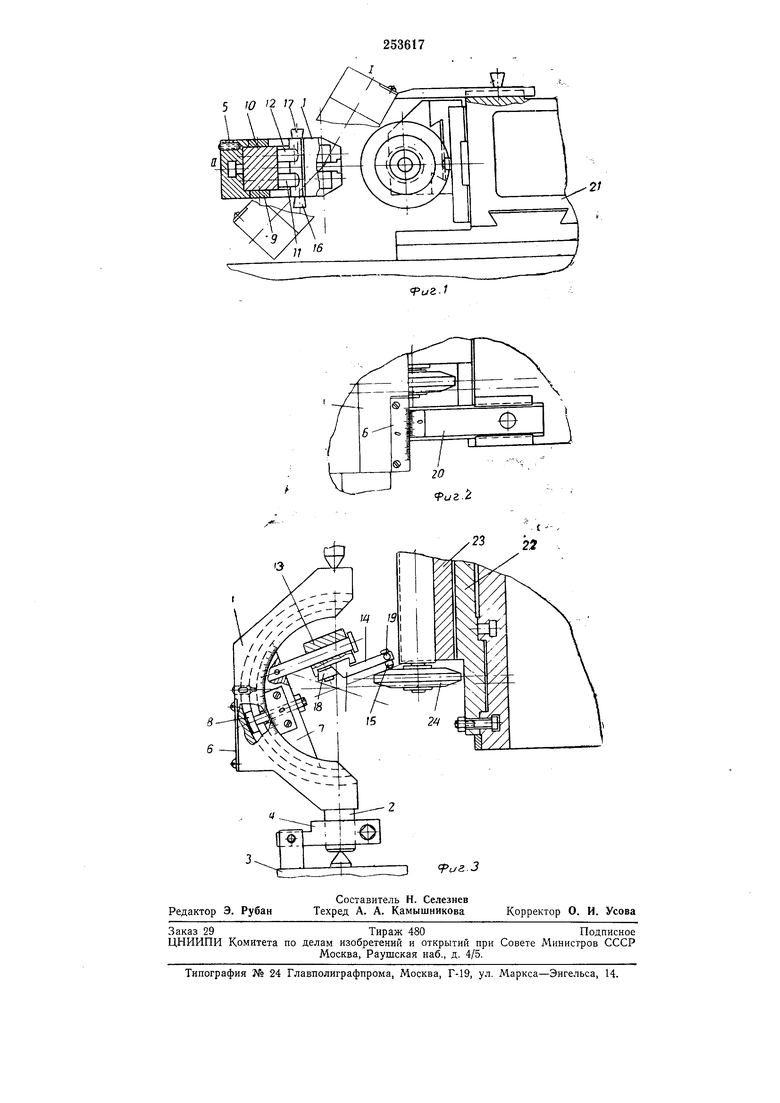
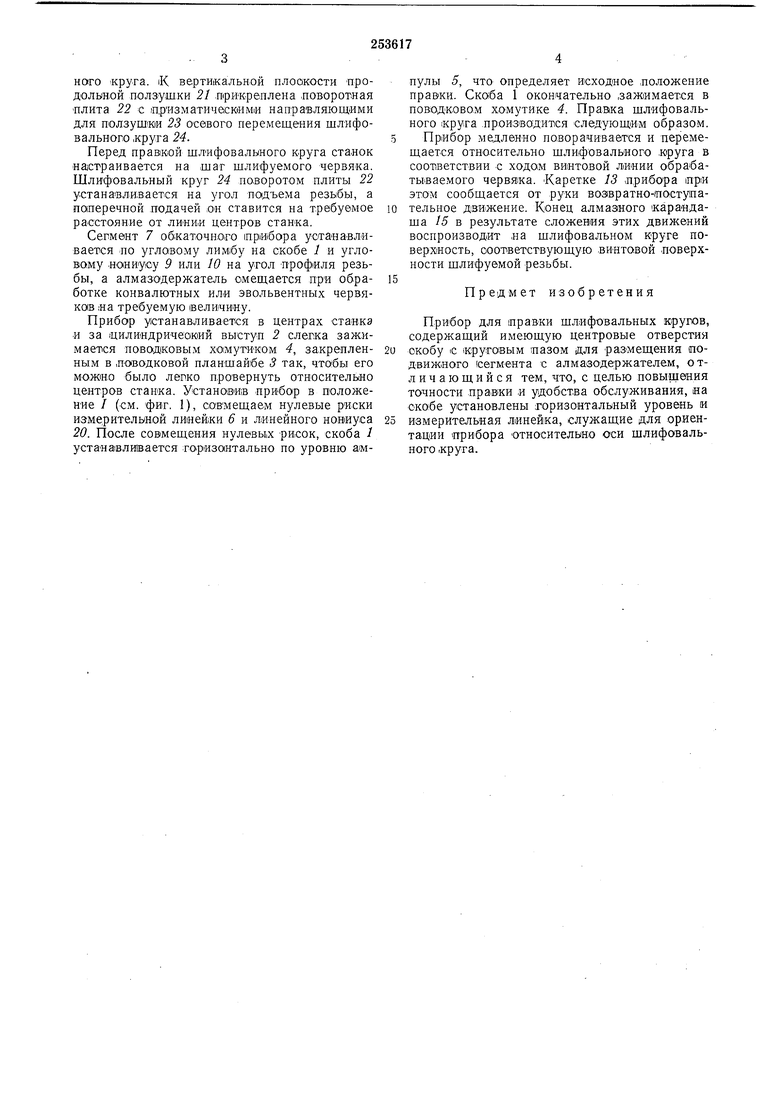
поперечный разрез; на фиг. 2 - окоба в положении /, 1ВИД сверху; на фиг. 3 - окоба в положении //, вид сверху.
Прибор содержит скобу 1, имеющую центровые отверстия для уста1но.вки ее в центры стан«а и цилиндрический выступ 2 для закрепления ее в поводковой пла.ншайбе 3 с .помощью поводкового хомутика 4.
На боковой стороне .скобы нанесены деления
углового лимба, в отверстии установлена ампула 5 уровня, а на внеш.ней - юрикреплена измерительная линейка 6. На внутренней стороне имеется .круговой .направляющий паз для установки в него сегмента 7, закрепленного
болтом 8. К сегменту 7 прикреплены два угловых нониуса 9, W и цилиндрические .направляющие //, /2, и ИМеют(ся призматические направляющие каретки 13 держателя 4, алмазного карандаша /5 и рукоятки 16, 17. Дерл атель 14 закрепляется винтами с помощью приж.има 18. На держателе 14 и прижиме 18 имеются деления для отсчета величины смещения алмазного .карандаша 75 .при правке шлифовальных кругов для обработки профиля
конвалютных и эвольвентных червяков.
Алмазный карандаш 15 вставлен в отверстие держателя 14 и закреплен винтом 19. Линейный нониус 20, вьиполненный в виде призматической планки, закрепляется в пазу
ного «руга. iK вертикальной плоакости продольной полз1у:ш,ки 21 .прикреплена .поворотная плита 22 с юризматическими направляющими для ползушии 23 осевого перемещения щлифовального iKpyra 24.
Перед правкой шлифовалыного круга ста.нок «асграивается на шаг шлифуемого червяка. Шлифовальный круг 24 поворотом плиты 22 устанавливается на угол подъема резыбы, а поперечной подачей о« ставится на требуемое расстояние от ли«и,и центров станка.
Сегмент 7 обкаточного inpiHi6opa уотаиавливается ло угловому лимбу на скобе 1 и угловому .нониусу 9 или 10 на угол профиля резьбы, а алмазодержатель смещается при обработке конвалютных или эвольвентных червяков ;на требуемую величииу.
Прибор устанавливается в центрах стаикэ .и за цилиндрический выступ 2 слегка зажимается поводковым хомутиком 4, закрепленным в .поводковой планшай(бе 3 так, чтобы его можио было легко провернуть относительно центров станка. Установмв прибор в положение / (см. фит. 1), соБмещаем нулевые риски измерительной линейки 6 и линейного нониуса 20. После совмещения нулевых рисок, скоба 1 устана1вли|вается горизоитально по уровню ампулы 5, что определяет исходное положение правки. Скоба 1 окончательно зажимается в пов:одковом хомутике 4. Правка шлифовального круга .производится следующим образом.
Прибор медленно поворачивается и перемещается относительно шлифовального .круга в соответствии .с ходом винтовой линии обрабатываемого черв.яка. Каретке 13 лри.бора при этом сообщается от руки воэвратно-поступательное движение. Конец алмазного карандаша /5 в результате сложения этих движений воспроизводит на шлифовальном круге поBepxiHocTb, соответствуюшую винтовой поверхности шлифуемой резьбы.
Предмет изобретения
Прибор для правки шлифовальных кругов, содержащий имеющую центровые отверстия
скобу с круговым пазом для размещения по.движиого сегмента с алмазодержателем, отличающийся тем, что, с целью повышевия точности .правки и удобства обслуживания, на ско.бе установлены горизонтальный уровень и
измерительная линейка, служащие для ориентации прибора относительно оси шлифовального .круга.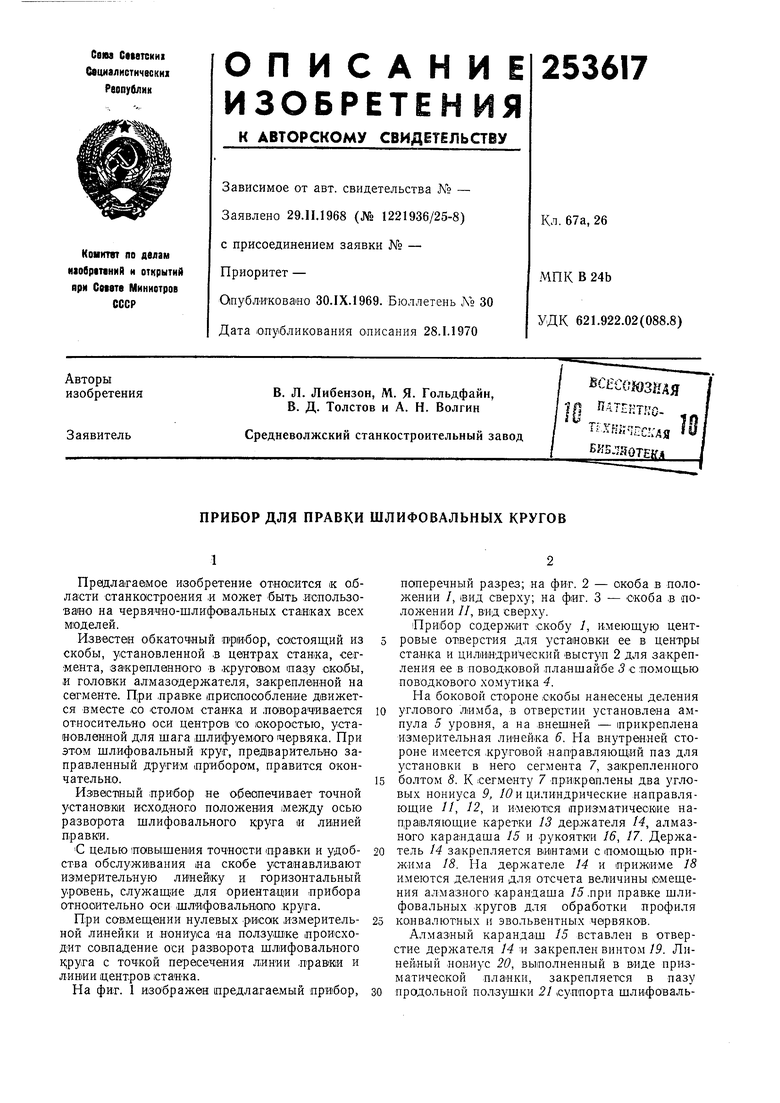
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для БЕСКОПИРНОЙ ПРАВКИ ШЛИФОВАЛЬНЫХКРУГОВ | 1970 |
|
SU282087A1 |
| Устройство для правки фасонного шлифовального круга | 1976 |
|
SU1138009A3 |
| Устройство для правки фасонного шлифовального круга | 1989 |
|
SU1684004A1 |
| Устройство для правки шлифовального круга эвольвентного профиля | 1985 |
|
SU1253765A1 |
| Способ правки шлифовального круга | 1989 |
|
SU1689049A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Устройство для правки фасонного шлифовального круга | 1986 |
|
SU1450988A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| Правильное устройство для правки фасонного профиля шлифовального круга | 1971 |
|
SU544546A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |