Устройство для навешивания заготовок автопокрышек на конвейер может быть использовано в сборочных цехах шинных заводов.
Известные устройства для навешивания заготовок автопокрышек на конвейер выполпены в Виде подвижно смонтированного на монорельсе вертикального с выдвижным упором пневмоцилиндра, на штоке которого закреплен подъемный стол. Каретка механизма навешивания совершает возвратно-поступательные движения по наклонному монорельсу, установленному В вертикальной плоскости, параллельной вертикальной плоскости конвейера.
Обратный ход по наклонному монорельсу каретка Л1еханизма навешивания совершает под действием собственного веса до упора.
Однако это устройство не обеспечивает автоматизации навешивания, так как заготовки автопокрышек на подъемный стол загружаются вручную; наличие у механизма навешивания холостого хода снижает производительность; кроме того, происходит недостаточная ориентировка заготовки автопокрышки относительно подвески вследствие свободного расположения ее на подъемном столе.
Предлагаемое устройство, с целью автоматизации процесса навешивания за-готовок автопокрышек на подвески конвейера и повышения производительности труда, выполнено
в виде многоместного поворотного стола с подъемными гнездами для покрышек,, снабженного сталкивателем покрышек с транспортера на стол.
Многоместный стол врашается синхронно со скоростью движения конвейера.
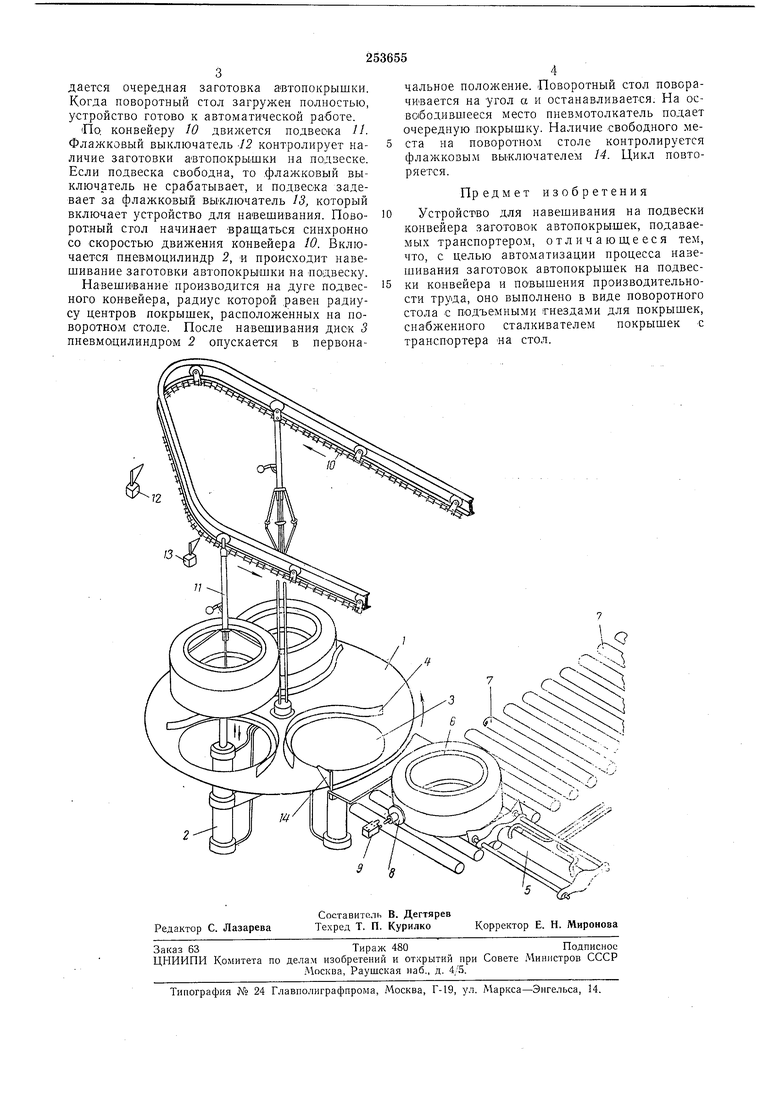
На чертеже схематически изображено описываемое устройство. Установка имеет многоместный поворотный
стол 1 с пневмодилиндрами 2, на штоках которых закреплены подъемные диски 3. Для фиксации положения заготовок автопокрышек noiBopOTHbm стол снабжен ограничителями 4. Пневмотолкатель 5 служит для загрузки заготовок автопокрышек 6 на поворотный стол. Работает устройство следующим образом. Заготовка автопокрышки по приводному рольгангу 7 подается до упора 8, который воздействует на конечный выключатель 9, останавливая рольганг.
Пневмотолкатель подает заготовку на подъемный диск поворотного стола. Точное положение заготовки автонокрышки на поворотном столе фиксируется ограничителем 4.
После этого траверса пневмотолкателя отводится в первоначальное полол :ение. Поворотный стол приводом, который на чертеже условно не показан, поворачивается на угол а, равный 360/п, где п - число мест на пово
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навешивания заготовок покрышек на подвесной конвейер | 1979 |
|
SU927667A1 |
| Устройство для навешивания заготовок покрышек на конвейер | 1979 |
|
SU897660A1 |
| Устройство навешивания на подвеснойКОНВЕйЕР издЕлий | 1979 |
|
SU818996A1 |
| ЯАТЕНТНО- -^'" | 1970 |
|
SU261986A1 |
| Устройство для навешивания заготовок покрышек на конвейер | 1974 |
|
SU516543A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ КЛЕЯ НА АВТОПОКРЫШКИ | 1973 |
|
SU388906A1 |
| Устройство для загрузки заготовокпОКРышЕК B уСТАНОВлЕННыЕ B РядВулКАНизАТОРы | 1978 |
|
SU823163A1 |
| УСТРОЙСТВО ДЛЯ СЪЕМА И ПЕРЕДАЧИ ПОКРЫШЕК С ЛИНИИ ДЛЯ ИХ СБОРКИ | 1987 |
|
SU1438108A1 |
| Устройство для навешивания рамных изделий на подвесной конвейер | 1977 |
|
SU742292A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ АВТОПОКРЫШЕК В СТОПЫ И СТОП МЕЖДУ СОБОЙ КРЕПЕЖНЫМИ ДЕТАЛЯМИ ИЗ РЕЗИНЫ | 2000 |
|
RU2204642C2 |
