Изобретение относится к оборудованию шинной промышленности и предназначено для съема покрышек с барабанов линии окончательной сборки и передачи их на транспортную систему.
Цель изобретения - повышение производительности устройства и повышение надежности его работы.
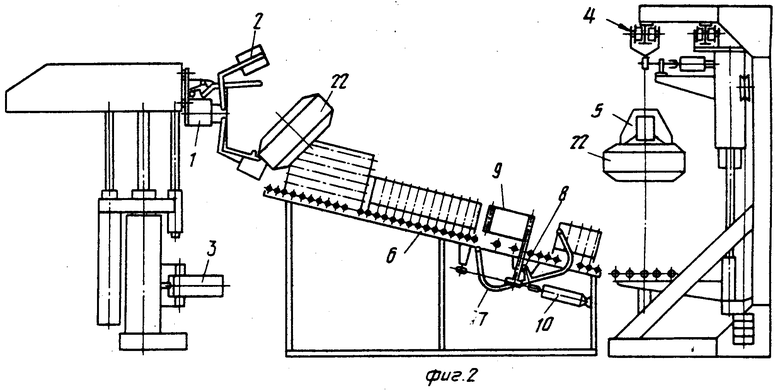
На фиг. 1 изображено устройство в плане; на фиг. 2 - вид по стрелке А на фиг. 1.
Устройство содержит механизм 1 для съема покрышек с поворотными захватами 2 и приводом 3 для их поворота и механизм для транспортирования покрышек в виде подвесного конвейера 4 с подвесками 5. Между механизмом 1 и конвейером 4 установлен питатель-накопитель, выполненный в виде наклонного рольганга 6 и поворотного отсекателя 7. Поворотный отсекатель 7 шарнирно закреплен на раме 8 рольганга 6. Питатель-накопитель снабжен толкателем 9 с приводом 10 для подачи покрышек с наклонного рольганга 6 на конвейер 4.
Конвейер 4 является частью межцеховой замкнутой транспортной системы, связанной с участком 11 промазки и вулканизации покрышек. Конвейер 4 имеет станцию навешивания.
Устройство может быть скомплектовано с линией окончательной сборки, которая содержит 4-позиционный поворотный в горизонтальной плоскости ротор 12, на котором посредством валов смонтированы четыре сборочных барабана 13, которые при повороте ротора последовательно занимают одну из четырех рабочих позиций.
На I позиции барабан 13 посредством устройства для съема и передачи каркасов 14 связан с питателем-накопителем каркасов, выполненным в виде перемещающихся по транспортному пути 15 подвесок 16 для перемещения каркасов 14 с участка 17 их сборки.
На II рабочей позиции барабан 13 посредством устройства 18 для передачи брекерно-протекторного браслета связан с устройством 19 изготовления брекерно-протекторных браслетов.
На III рабочей позиции барабан 13 взаимодействует с прикаточным устройством 20 для прикатки брекерно-протекторного браслета к каркасу 14 при вращении барабана 13 от привода 21.
На IV рабочей позиции барабан 13 посредством поворотного устройства для съема и передачи покрышек 22 связан с питателем-накопителем.
Автоматическая работа линии обеспечивается блоком 23 автоматического управления.
Работает устройство следующим образом.
Собранные на участке 17 каркасы 14 подаются перемещающимися по транспортному пути 15 подвесками 16 к поворотному ротору 12. Каркас 14 снимается с подвески 16 и подается на сборочный барабан 13, расположенный на I позиции, где каркас фиксируется путем зажатия бортов.
Одновременно на трех других позициях выполняются соответствующие технологические операции на других сборочных барабанах. После их выполнения ротор 12 поворачивают, меняя позиции сборочных барабанов.
На II позиции на каркас 14, расположенный на сборочном барабане 13, надевают посредством устройства 18 брекерно-протекторный браслет, поступающий с устройства 19 для изготовления брекерно-протекторных браслетов, и осуществляют формование каркаса 14.
Затем барабан 13 поворачивают в позицию III, на которой осуществляют прикатку брекерно-протекторного браслета к каркасу 14 с помощью прикаточного устройства 20 при вращении барабана 13 от привода 21.
На IV позиции собранную покрышку снимают с барабана 13 захватами 2 и, поворачивая механизм 1 посредством привода 3, передают покрышку 22 на наклонный рольганг 6.
По наклонному рольгангу 6 покрышка 22 перемещается до упора в отсекатель 7.
Если стол станции навешивания свободен, подается сигнал и отсекатель 7 освобождает покрышку 22, а толкатель 9 обеспечивает ее автоматическую подачу с питателя-накопителя станции навешивания.
Если стол станции навешивания занят, отсекатель 7 удерживает покрышку на наклонном рольганге 6.
При проходе свободной подвески 5 конвейера 4 над столом станции навешивания в случае, когда на нем располагается покрышка 22, каретка стола проходит в зацепление с конвейером 4 и покрышка 22 надевается на подвеску, после чего каретка отсоединяется от конвейера 4 и вместе со столом возвращается в исходное положение. Подается сигнал на питатель-накопитель о готовности приема новой покрышки 22.
Если к столу станции навешивания по конвейеру 4 поступает подвеска 5 с возвратной покрышкой 22, то каретка станции навешивания не приходит в зацепление с конвейером 4, надевания покрышки на подвеску 5 не происходит и подвеска 5 с возвратной покрышкой свободно проходит над столом станции навешивания, а собранные покрышки накапливаются на питателе-накопителе.
Далее цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2085389C1 |
| УСТРОЙСТВО ДЛЯ СЪЕМА И ПЕРЕДАЧИ ПОКРЫШЕК С ЛИНИИ ДЛЯ ИХ СБОРКИ | 1988 |
|
SU1566625A2 |
| Агрегат для сборки покрышек пневматических шин | 1988 |
|
SU1553402A1 |
| Линия для сборки покрышек пневматических шин радиальной конструкции | 1979 |
|
SU786172A1 |
| Агрегат для сборки покрышек пневматических шин | 1986 |
|
SU1361014A1 |
| Установка для изготовления покрышек пневматических шин | 1990 |
|
SU1766702A1 |
| Устройство для подачи и съема заготовок покрышек | 1990 |
|
SU1766704A1 |
| Станок для сборки покрышек пневматических шин | 1989 |
|
SU1703489A1 |
| Станок для второй стадии сборки покрышек пневматических шин | 1976 |
|
SU593381A1 |
| ЛИНИЯ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1988 |
|
SU1610741A1 |

Изобретение относится к оборудованию шинной промышленности и предназначено для съема покрышек с барабанов линии для их сборки и передачи их на транспортную систему. Цель изобретения - повышение производительности устройства и повышение надежности его работы. Для этого устройство снабжено установленным между механизмом для съема покрышек и механизмом для их транспортирования питателем-накопителем. Последний выполнен в виде наклонного рольганга, поворотного отсекателя покрышек и толкателя для подачи покрышек с наклонного рольганга на механизм для их транспортирования. 2 ил.
УСТРОЙСТВО ДЛЯ СЪЕМА И ПЕРЕДАЧИ ПОКРЫШЕК С ЛИНИИ ДЛЯ ИХ СБОРКИ, содержащее механизм для съема покрышек с поворотными захватами и приводом для их поворота и механизм для транспортирования покрышек, отличающееся тем, что, с целью повышения производительности устройства и повышения надежности его работы, оно снабжено установленным между механизмом съема покрышек и механизмом для их транспортирования питателем-накопителем, выполненным в виде наклонного рольганга, поворотного отсекателя покрышек и толкателя для подачи покрышек с наклонного рольганга на механизм для транспортирования покрышек.
| Бекин Н.Г | |||
| и Петров Б.М | |||
| Оборудование для изготовления пневматических шин | |||
| Л.: Химия, 1982, с.248-249. |
