Изобретение касается приспособлений для фрезеровки плашек болторезных головок с применением опорной планки, смещающей нарезку плашек на четверть шага. В Г1редлагаемом приспособлении опорная плашка выполнена ступенчатой с расстоянием ступеней друг от друга на четверть шага.
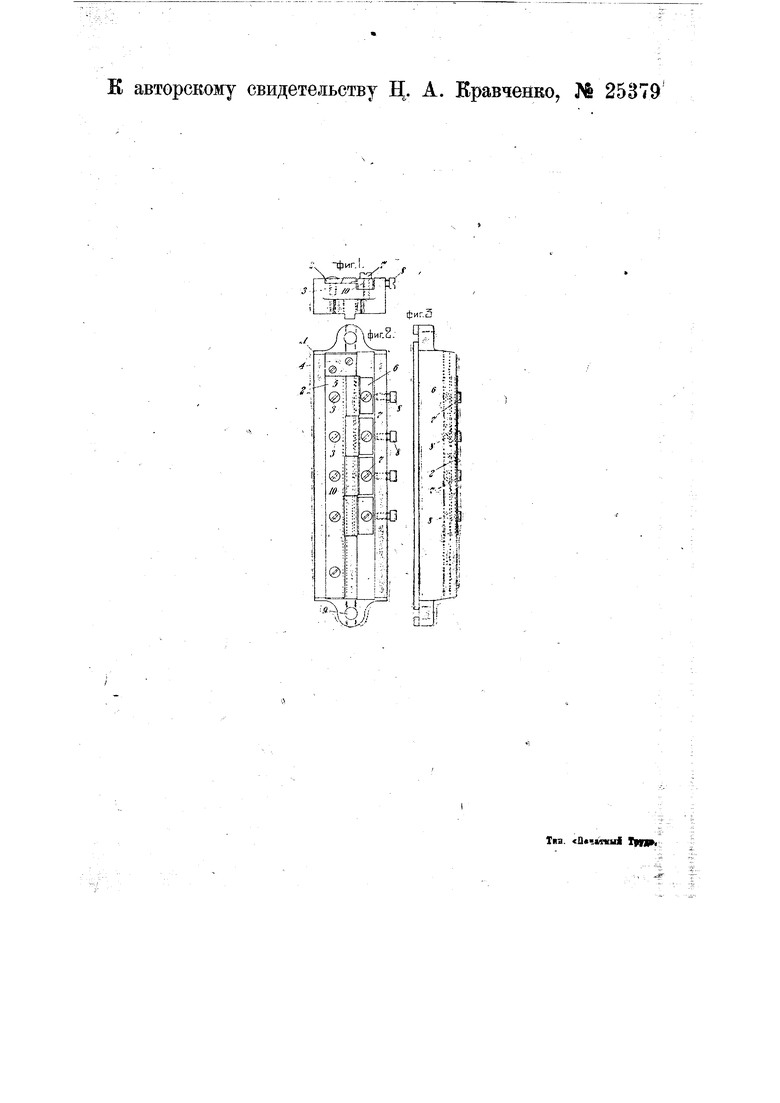
На чертеже фиг. Т изображает вид приспособления спереди; фиг. 2 - вид сверху, и фИг. 3 - вид сбоку.
Приспособление (фиг. 1 - 3) состоит из плиты 1, несущей прикрепленную к ней посредством шурупов 3 ступенчатую планку 2, прижатую к упорной пластине 4, также прикрепленной .к плите 1 шурупами 5. Для удержания заготовок служат зажимные сухари 6 со стопорными винтами 7 и 8.
jDlля укрепления приспособления на станке плита 1 снабжена отверстиями 9 для болтов.
Работа приспособления заключается в следующем..
Выструганные, предварительно обработанные, согласно чертежу, тангенциальные плашки 10 в количестве четырех -штук на один комплект, в порядке их нумерации, закладывак)тся в приспособление и закрепляются зажимными сухарями б и винтами 7 и 8, располагаясь своими скошенными затылками к ступенчатой планке 2.
JO. Г.
-Ступени пластинки углублены одна от другой на одну четвертую шага соответствующей резьбы, что при установке их на патроны болторезки дает режущим их вершинам направление по винтовой линии нарезаемой резьбы. После укрепления плашек на приспособлении последнее устанавливается на столе фрезерного станка и подводится к установленной на шпинделе станка фрезе, имеющей форму режущей кромки. Перед фрезеровкой канавок на плашках необходимо нанести на них номера. По окончании нарезания нескольких комплектов плашек снимают ступенчатую пластинку 2с плиты 1 приспособления и вместо нее ставят пластинку с равными сторонами по длине, -скошенную с одной стороны. Нарезанные плашки снова ставятся в приспособление для снятия фасок, не придерживаясь порядка расположения. После этой, операции плашки подвергаются калке, а затем проверяются на прочность и точность.
Предмет изобретения.
Приспособление для фрезеровки плашек болторезных головок с применением опорной планки, смещающей нарезку плашек на четверть шага, отличающееся тем, что опорная планка 2 снабжена уступами, смещенными по отношению друг к другу на четверть шага.
-ФИГ.1, .
ytf
(j Unr-S.
-,#
f ,
фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезки резьбы | 1935 |
|
SU49916A1 |
| Приспособление к фрезерному станку для нарезания комплектных болторезных плашек | 1926 |
|
SU7912A1 |
| БОЛТОРЕЗНАЯ ГОЛОВКА | 1932 |
|
SU33796A1 |
| ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ И ШЛИФОВАНИЯ РЕЖУЩЕЙ ЧАСТИ ПЛАШЕК | 1934 |
|
SU39514A1 |
| Прибор для проверки комплектных болторезных плашек | 1928 |
|
SU7935A1 |
| Болторезный патрон | 1931 |
|
SU29100A1 |
| Державка для плоских резьбовых плашек | 1936 |
|
SU50994A1 |
| Резьбонакатный станок | 1935 |
|
SU48110A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ШЛИФОВАНИЯ ОПОРНЫХ ПОВЕРХНОСТЕЙ ВИНТОРЕЗНЫХ ПЛАШЕК ТИПА ЛЕНДИС | 1932 |
|
SU38446A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ВИНТОВ ИЛИ Т. П. ИЗДЕЛИЙ | 1925 |
|
SU7849A1 |