Предлагаемый станок, относящийся к типу специальных станков для изготовления винтов, может также вывыполнять и другие работы при замене в нем резцов.
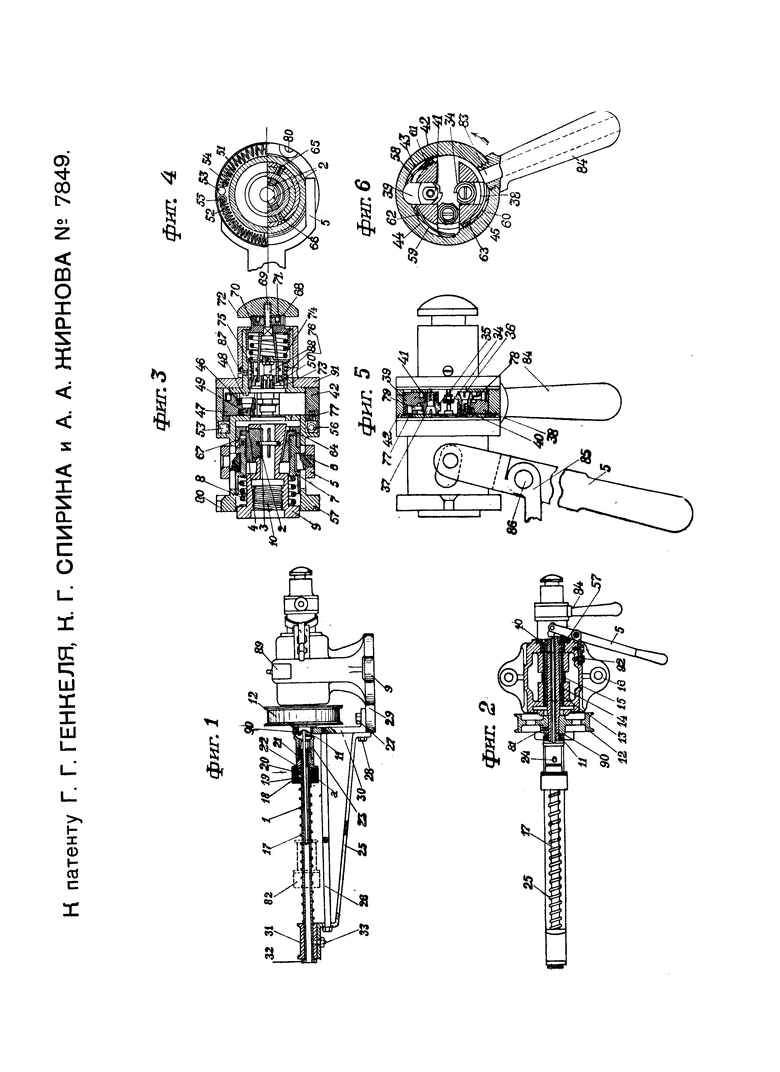
На чертеже фиг. 1 изображает вид станка спереди и продольный вертикальный разрез приспособления для подачи прутков; фиг. 2 - вид станка сверху и продольный разрез корпуса; фиг. 3 - продольный разрез головки; фиг. 4 - то же, поперечный разрез; фиг. 5 - боковой вид головки станка и частичный разрез частей укрепления инструментов; фиг. 6 - поперечный разрез головки по резцам.
Станок для изготовления винтов и т.п. изделий состоит (фиг. 1-6) из переставной вдоль оси шпинделя трубки 1, через которую проходит прутковый материал в кулачки 2, распираемые пружинкой 3 и нажимаемые для укрепления материала конусной втулкой 4. состоящей из двух частей. Поступательное движение втулке 4 сообщается рычагом 5 при посредстве упоров 6 втулки 7. Последняя во время работы нажимается пружиной 8, которая упирается во втулку 9, служащую держателем кулачков 2. Втулка 9 вращает кулачки с прутковым материалом при навинчивании ее на резьбу 10 пустотелого валика 11, приводящегося в движение шкивом 12, укрепленным стопорным болтом 81. Валик 11 вращается во втулке 90 и во втулке 13, имеющей прорезь для подающего смазку из помещения бабки 29 кольца 15. Корпус 57 укрепляется тремя шурупами 80 к бабке 29. Поданный в работу пруток автоматически нажимается пружиной 17 от крайнего положения 82 (фиг. 1) подающего прибора, при посредстве упирающейся в нее коробки 18, составляющей одно целое с трубкой 1 и кольцом 19 шарикоподшипника. Кольца 20 шарикоподшипника 19, прикрепленного к коробке 18, укреплены к свободно вращающейся на трубке 1 втулке 22 и центрируются шариками а. Правильность работы колец 20 достигается во время их вращения с прутком, зажатым посредством конуса втулки 22 в зубчатую разрезную конусную втулку 21. Для включения и выключения зубчатой втулки 21 служит кольцо 23, свободно движущееся по оси прореза, предназначенного для укрепленного резьбой к части 22 болта 24. Приспособление, подающее материал, прикреплено к стойке 30 болтами 26 и 28 кронштейна 25. Трубка 1 движется в направляющей, привернутой к кронштейну 25 болтом 33, муфте 31 и имеет для упора в муфту 33 кольцо 32. При вращении валика 11 материал, в кулачках 2, обрабатывается фасонными резцами 34, 35, которые зажимаются конусными болтами 36, 37 в конуса кулачков 38, 39 ври навинчивании гаек 40, 41. Для предупреждения провертывания резцов вставлены шпильки 78, 79.
Кулачки приводятся в движение кольцом 42, центрируемым кольцом 77 и нажимаемым тремя эксцентричными направляющими 43, 44, 45. Кольцо 42 вращается рукояткой 84 с отверстием 83, служащим для выпадания стружки и готового изделия. Во время работы резца 35 и после работы резца 34 производит свою работу накатка 46, укрепленная болтом 48 с гайкой 49 в кулачок 47. После работы накатки 46 резец 35 отрезает обточенное, накатанное и нарезанное резьбовой плашкой 50 изделие, которое через отверстие 83 выпадает наружу. При автоматической установке кольца 42 в нерабочее положение, под действием скрепленных с ним и с обоймой спиральных пружин 51, 52 (фиг. 3-4), отводятся в исходное положение кулачки 38, 39, 47 помощью связанных с ними пружин 58-60. Пружины 58-60 укреплены болтиками 61-63 в промежуточных секторах, симметрично расположенных в корпусе 57. Посредством рычага 5, упоров 6, втулки 7, укрепленного на втулке 7 тремя шурупами 65, 66, 67 кольца 64, освобождаются кулачки 2 от нажима конусной втулки 4, что дает прутку освобождение от вращения. Последний поступает вперед для следующего изделия при помощи приспособления для подачи, состоящего из зажимного конуса 21 втулки 22, - колец 19, 20 шарикоподшипника, трубки 1, коробки 18 и нажимной пружины 17. При зажатом в кулачках 2 прутке последний приводится во вращение передвижением рычага 5, при чем нарезается резьба плашкой 50, приводимой в движение пружиной 68, которая укреплена на квадрате болта 69. Болт пропущен в направляющую втулку 70 и закреплен гайкой 71. Головка 72. укрепленная на хвостовике болта 69, предназначена для сообщения рабочего хода плашкам 50. Плашка 50, нарезав резьбу, автоматически выключается при помощи пружины 68 за пределом уступа кольца 73. Освобожденная от нажатия рукой головка 72 встает в исходное положение посредством упирающейся во втулку 70 и 75 пружины 74. При этом головка 72 увлекает за собой, при помощи пружины 68, резьбовую плашку 50, которая, в свою очередь, заточной по окружности увлекает за собой кольцо 73, нажимаемое пружиной 76, и сама встает в исходное положение. Далее продолжается работа по обдирке, обточке, накатке и отрезке изделия. Для получения фасонов изделий меняются резцы и накатка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДАЧИ РЕЗЦОВОГО СУППОРТА ЗАТОЧНОЙ МАШИНЫ ДЛЯ ПУГОВИЦ К ОБРАБАТЫВАЕМОМУ ИЗДЕЛИЮ ОДНОВРЕМЕННО С ЕГО ЗАЖИМАНИЕМ В РАЗРЕЗНОЙ КОНИЧЕСКОЙ ВТУЛКЕ | 1925 |
|
SU4332A1 |
| Приспособление для подачи пруткового материала в револьверных станках | 1929 |
|
SU23724A1 |
| СТАНОК ДЛЯ ВСТАВКИ И ЗАКРЕПЛЕНИЯ ПРОБОК ВО ВТУЛКАХ КАТУШЕК | 1928 |
|
SU20801A1 |
| ШПИНДЕЛЬНАЯ МАШИНА ДЛЯ ВЫДУВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1925 |
|
SU3940A1 |
| Вороночная уточно-мотальная машина с приспособлением для получения резервной намотки | 1937 |
|
SU59629A1 |
| Давильный автоматический станок | 1928 |
|
SU31277A1 |
| Полировальный станок | 1931 |
|
SU33422A1 |
| Прибор для чеканки | 1927 |
|
SU31857A1 |
| Универсальное затыловочное приспособление к токарному станку | 1935 |
|
SU45787A1 |
Станок для изготовления винтов и т.п. изделий, характеризующийся совокупным применением: а) приспособления для зажимания обрабатываемого прутка в полом шпинделе, состоящего из помещенной в обойме 57 (фиг. 3) на бабке 29 (фиг. 1-2) переставной в осевом направлении посредством рычага 5 (фиг. 5-6) втулки 7 с конусом 4, используемым для перемещения пропущенных через радиальные прорезы в стенке скрепленной со шпинделем 11 (фиг. 2) втулки 9 зажимных кулачков 2; б) приспособления для подачи обрабатывающих изделие инструментов, состоящего из помещенного в выточке обоймы 57 на бабке поворотного кольца 42 (фиг. 3, 5-6) с эксцентричными направляющими внутренними стенками 43, используемыми для перемещения посредством рукоятки 84 пропущенных через радиальные прорезы в стенке обоймы 57 кулачков 38, 39, 47 с укрепленными на них инструментами 34, 35, 46, отводимыми в исходное положение помощью связанных с кулачками пружин 58-60, при автоматической установке кольца в нерабочее положение под действием скрепленных с ним и с обоймой пружин 51 и 52 (фиг. 3-4); в) приспособления для нарезания винтов, состоящего из помещенных в осевой полости передней части обоймы раздвижных плашек 50, связанных помощью вильчатой пружины 68 с пропущенным через втулку 70 болтом 69 с укрепленной на его хвостовике головкой 72, предназначенной при нажиме на нее для сообщения плашкам рабочего хода, каковые плашки, под действием пружины 68, по окончании нарезки, автоматически разобщаются с обрабатываемым изделием и отводятся в исходное положение при посредстве заключенной во втулке 70 пружины 74; г) приспособления для подачи пруткового материала в полный шпиндель, состоящего из укрепленного на бабке 29 кронштейна 25, 26, 30, несущего в направляющей опоре 31 (фиг. 1-2) переставную вдоль оси шпинделя трубку 1 с коробкой 18, заключающей упорный подшипник 18-20 для связанной с ней втулки 22, на которую надета переставная втулка 23 с зажимным конусом 21, используемым для подачи прутка под действием помещенной на трубке, между опорой 31 и коробкой 18, пружины 17.
