Изобретение относится к области автоматики и вычислительной техники.
Известны способы изготовления кодовых дисков контактных преобразователей угол - код, основанные на вытравливании или нанесении тонкого слоя металла на подложку из изоляционного материала.
Однако кодовые диски, изготовленные этими способами, недостаточно долговечны и не могуг быть реставрированы из-за небольтой толщины слоя металла.
Предложенный способ отличается от известных тем, что кодовую маску на бирают в литьевой форме из разрядных колец, имеющих .центрирующие прибыли, ориентирующие пазы и фиксирующие отверстия, заливают под давлением износоустойчивой пластмассой и после затвердевания для электрического разделения контактов удаляют прибыли.
Это позволяет изготавливать ламели кодового диска из закаленной стали, что значительно увели чивает долговечность; а больщая толщина металла позволяет неоднократно реставрировать диск шлифовкой его рабочей поверхности.
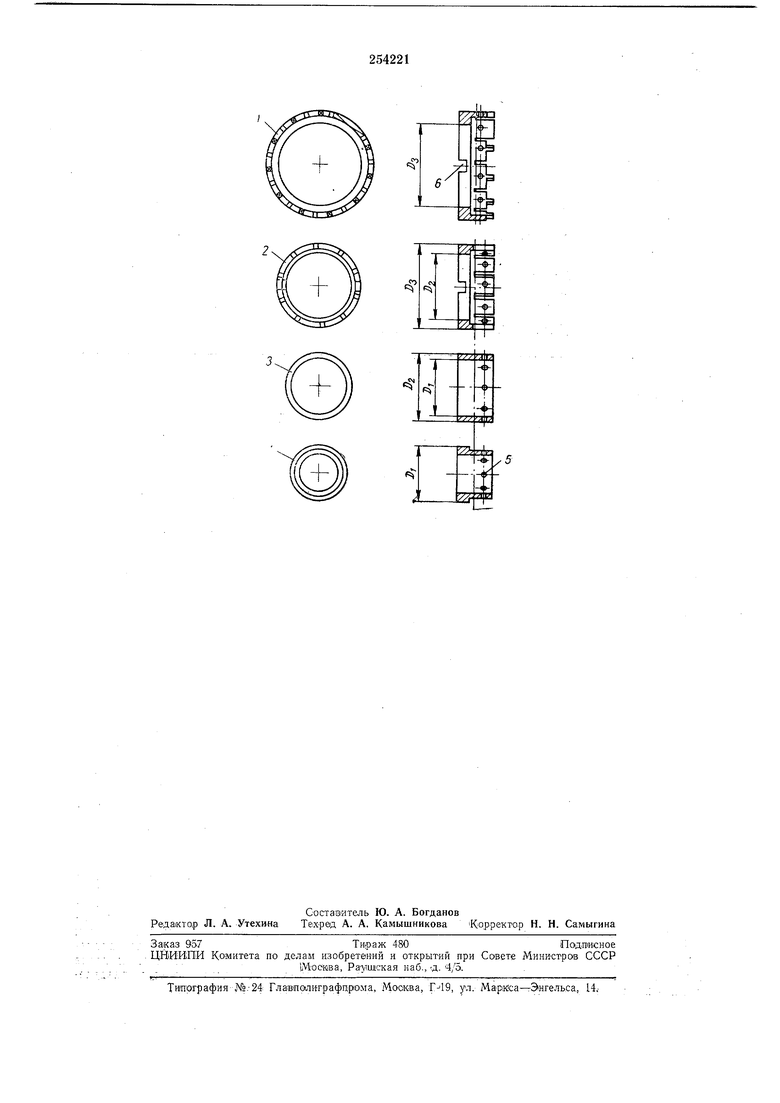
Сущность изобретения поясняется чертежом.
рующие отверстия 5, а для правильной ориентации относительно друг друга по углу - ориентирующие пазы 6.
Комплект колец, изготовленный механической обработкой из закаливаемой стали, например нерл авеющей стали марки 4X13, устанавливают в литьевую форму. Центрирующие прибыли (, DZ, DS) и пазы 6 ориентируют кодовые и токоподводные кольца в радиальном и угловом (для кодовых) положениях между собой. Собранную форму устанавливают на литьевую машину и под давлением заливают износоустойчивой пластмассой (например, полиамидами).
После затвердевания у полученной заготовки отрезают центрирующие прибыли (по линии отреза) и шлифуют торцовые поверхности.
Предмет изобретения
Сцособ изготовления кодовых дисков контактных преобразователей угол - код, отличающийся тем, что, с целью повышения долговечности кодовую маску набирают в литьевой форме из разрядных колец, имеющих центрирующие прибыли, ориентирующие пазы и фиксирующие отверстия, заливают под давлением износоустойчивой пластмассой и после затвердевания для электрического разделения контактов удаляют прибыли.
жа
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗНОСОСТОЙКИХ БИМЕТАЛЛИЧЕСКИХ БИЛ | 2016 |
|
RU2635496C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОДОВЫХ БАРАБАНОВ | 1969 |
|
SU235415A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2013 |
|
RU2536152C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2013 |
|
RU2535606C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ОБТУРАТОРА РЕЗЕКЦИОННОГО ПРОТЕЗА ВЕРХНЕЙ ЧЕЛЮСТИ | 2001 |
|
RU2197919C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБТУРАТОРА РЕЗЕКЦИОННОГО ПРОТЕЗА ВЕРХНЕЙ ЧЕЛЮСТИ И КЮВЕТА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2183438C1 |
| СПОСОБ КОНТРОЛЯ ИЗНОСОУСТОЙЧИВОСТИ ЛИТЬЕВОГО ОБОРУДОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2025773C1 |
| Способ изготовления рабочих органов гидромашин | 1988 |
|
SU1739069A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| ФОТОЭЛЕКТРИЧЕСКИЙ ДВУХОТСЧЕТНЫЙ ПРЕОБРАЗОВАТЕЛЬ УГЛА ПОВОРОТА ВАЛА В КОД | 1965 |
|
SU167448A1 |