устройство предварительной вытяжки пучков ГЗ . .
Недостатками этого сматывающего устройства является необходимость нерационального применения сложных грузрподъемных механизмов, например мостовых кранов, нарушения техники безопасности при съеме пучков с барабана, а также необходимость использования для этой операции больших производственных площадей.
Целью изобретения является улучшение условий обслуживания.
Поставленная цель достигается тем, что сматывающее устройство снабжено стендом с.рельсами, имеющим ролики и кронштейны, захваты выполнены в виде-каретки с колком, имеющей возможность перем ещения по рельсам, причем привод перемещения связан гибкой связью с кареткой, а устройство предварительной вытяжки пучков выполнено в виде съемной стойки с жестко закрепленнным на ней колком и натяжного гидравлического механизма сподвижным колком, причемось симметрии колков расположена над кронштейнами.
Известен .бухтодержатель, включающий неподвижное основание, ступицу, спиц и обод 11.
Недостатком этого бухтодержателя является невозможность выборки слабины проволоки.
Целью изобретения является повышение качества намотки проволоки.
Поставленная цель достигается тем, что бухтодержатбль снабжен подмоточным устройством, выполненным в виде неподвижного основания с направляющими, рамы, установленной в направляющих с возможностью возвратно-поступательного перемещения, ролика, имеющего возможность взаимодействия с ободом бухтодержателя, и привода ролика. ,
Известно правильно-тормозное устройство, включающее основание с расположенными в нем ролика1 ш и натяжное устройство, выполненное в виде стойки,консольной балки с противовесом, установленной под углом к стойке и связанной с ней шарнирно, и направляющие ролики 1.
Недостатками известного правильно-тормозного устройства являются отсутствие обратной связи между натяжением пройолоки и правильным устройством, что может вызвать необратимые деформации проволоки, а также сложность системы натяжения проволоки.
Целью изобретения является повыение качества правки.
Поставленная щель достигается тем, что праВИЛЬНО-тормознов устройство снабжено подвижной траверсой с доолнительными роликами, приводом траверсы и регулировочными болтами, жестко связанными с траверсой, приче на стойке натяжного устройства установлен конечный выключатель с возможностью взаимодействия с консольной балкой и электрически связанный с приводом ролика подмоточного устройства и приводом траверсы.
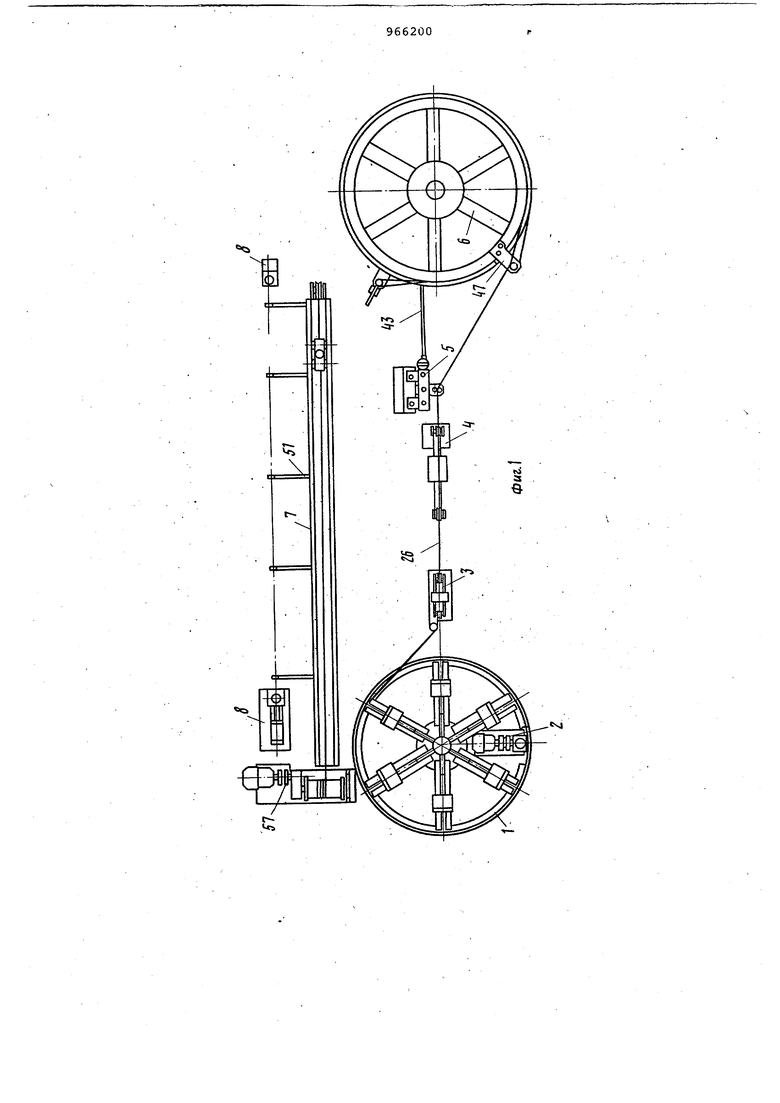
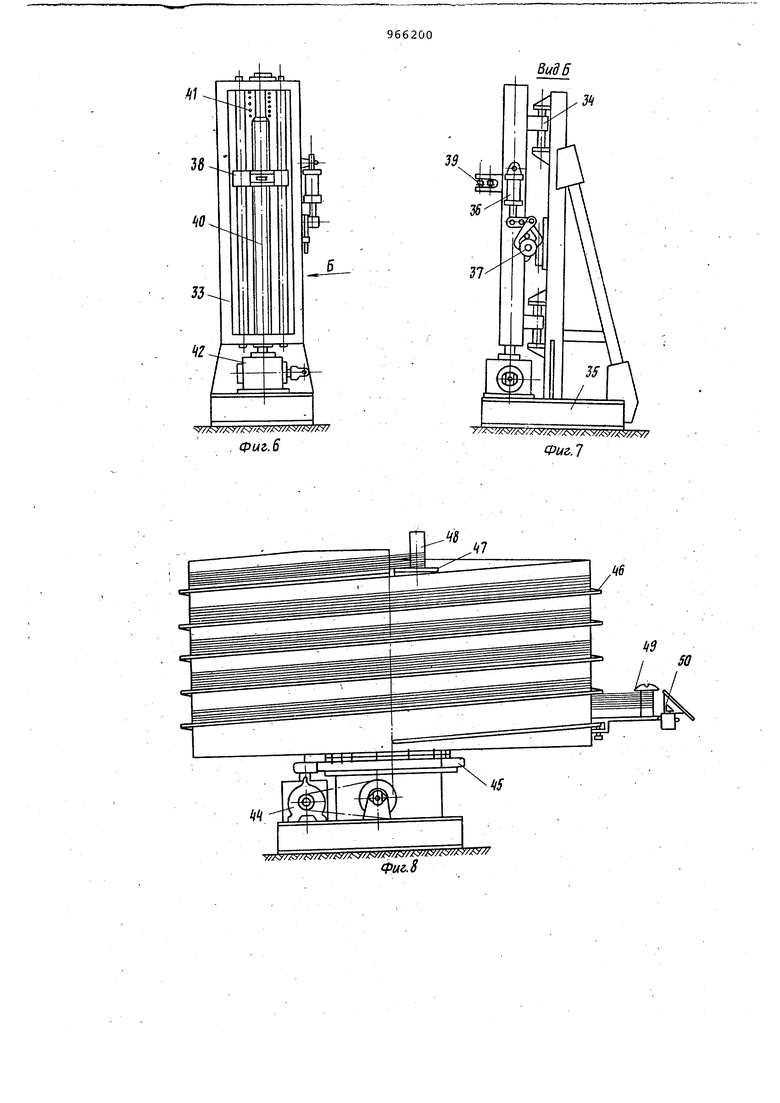
На фиг.1 изображена технологическая линия, в плане; на фиг.2 - бухтодержатель с подмоточным устройством; на фиг.З - правильно-тормозное устройство; на фиг.4 - вид А на фиг.З; на фиг.З - натяжное устройство; на фиг.6 - проволокоукладчик; на фиг.7 - вид Б на фиг.6; на фиг.8 намоточный барабан; на фиг.9 - сматывающее устройство; на фиг.10 устройство предварительной вытяжки.
Технологическая линия состоит из .бухтодержателя 1 с подмоточным ycT-J ройством 2, правильно-тормозного устройства 3, натяжного устройства 4, проволокоукладчика 5, намоточного барабана 6, сматывающего устройства 7, расположенного по касательной к образующей намоточнОго барабана, и устройства предварительной вытяжки 8, установленного параллельно сматывающему устройству 7.
Бухтодержатель 1 представляет собой горизонтально расположенное колесо, ступица 9 которого соединена с ободом ГО при помощи спиц 11, представляющим собой радиально расположенные парыуголков, по, которым могут перемещаться упоры 12. Подмоточное устройство 2 состоит из неподвижного основания 13 с направляющими 14, в которых может перемещаться рама 15 под действием пружин 16. На раме 15 установлены электродвигатель 17 с муфтой предельного момента 18 и коническим редуктором 19, на выходном валу которого закреплен фрикционный ролик. 20. Пружины 16 перемещают раму,15, прижимая ролик. 20 к ободу 10. Правильно-тормозное устройство 3 состоит из-станины 21, с роликами 22 и подвижной.траверсы 23 с.дополнительными роликами 24. Перемеще1|ие тра версы 23 происходит под действием пневмоцилиндра 25. Ограничени и регулировка перегиба арматурой проволоки 26 Осуществляется регулировочными болтами 27. Натяжное устройство 4 состоит из стойки 28, на которой шарнирно закреплена консольная балка 29 , с противовесом 30 и направляющими роликами 31. На стойке 28 установлен конечный выключатель 32.
Проволокоукладчик 5 выполнен в виде винтовой пары и представляет собой систему винт-гайка, установленную в раме 33, которая может в направляющих 34 перемещаться по стойке 35, поднимаясь на величину диаметра арматурной проволоки 26 после
каждого цикла укладки проволоки, .при помощи пневмоцилиндра 36 и храпового механизма 37. На гайке 38 укладчика имеются направляющие ро-лики 39, перемещающие арматурную проволоку 26. Винт укладчика 40 в верхней части лишен винтовой нарезки. Возврат гайки 38 в зацепление с винтом 40 осуществляется при помощи пружины 41, Привод вращения винт 40 осуществляется от редуктора 42 при ПО740ЩИ карданного вала 43, связанного с приводом 44 намоточного барабана 6. Намоточный барабан 6 установлен на поворотном круге 45, кинематически связанном с приводом 44. На образующей барабана по винг товой линии расположена реборда 46, На верхнем торце барабана сразу после окончания реборды установлен на кронштейне 47 верхний колок 48, Нижний колок 49 с направляющим кронштейном 50 закрепляется на реборде ;46 и может перемещаться вдоль нее для настройки необходимой длины пучка..
Сматывающее устройство 7 состоит из стенда с кронштейнами 51 и рель- сами 52, по которым перемещается каретка 53 с колком 54. Привод каретк осуществляется при помощи лебедки 55 с бесконечным тросом 56, связанным с кареткой 53. Для предохранения двигателя лебедки от перегрузки используется регулируемая муфта предельного момента 57,
Устройство предварительной вытяжки 8 состоит из переставной стойки 58 с неподвижно закрепленным на ней- колком 59 и натяжного гидравлического механизма ,60, в верхней части которой гидроцилиндр 61 может перемещать подвижной колок 62 по направляющим 63.
Линия работает следующим образом Оператор вручную проводит конец арматурной проволоки 26 от бухтодержателя 1 через ролики 22 и дополнительные ролики 24 правильно-тормозного устройства 3 через направляющие ролики 31 натяжного устройства 4, через направляющие ролики 39 проволокоукладчика 5 и, образовав на конце проволоки 26 петлю, накидывает ее на нижний колок 49 намоточного барабана 6. Оператор включает кнопку Вращение барабана по часовой: стрелке. При этом намоточный барабан 6 начинает вращаться, винт 40 проволокоукладчика также начинает вращаться, пневмоцилиндр 36 разжимается и при помощи храпового механизма 37 поднимает раму 33 вдоль стойки .35 на высоту 6 мм (диаметр проволоки), гайка 38 с направляющими роликами 39 начинает подниматься, включается двигатель 17 подмоточного устройства 2 и фрикционный ролик
20 начинает вращать бухтодержатель 1 в сторону, противоположную сматыванию проволоки. Проволока 26 натягивается и приподнимает консольную балку 29 натяжного устройства, конечный выключатель 32 отключается. При отключается двигатель 17 подмоточного устройства и включается пневмоцилиндр 25 правильно-тормозного устройства. Арматурная проволока 26
0 перегибается между роликами 22, дополнительными роликами 24, и осуществляется намотка на барабан выправленной натянутой проволоки. При этом ксисольная балка 29 продолжает лод5 ниматься, занимает самое высокое
положение. В тот момент, когда проволока 26 достигает конца реборды 46, она касается верхнего колка 48 и оказывается выше обреза барабана. В этот
0 момент гайка 38 выходит из резьбовой части винта 40 и больше, не порчийается. Намоточный барабан 6 делает холостой оборот, чтобы проволока 26 захлестнулась вокруг колка 48 для
5 образования правильной, параЛпальчой пряди без перехлестки. Образующаяся при этом слабина проволоки выбирается перемеопением вниз консольной балки 29, а когда консольная балка
„ 29 опустится в крайнее нижнее положение и не сможет выбирать слабину, она з-.амкнет конечный выключатель 32. При этом пневмоцилиндр 25 выправочно-тормозного устройства 3 поднимает дополнительные ролики 24, а двигатель
17 подмоточного устройства 2 начинает вра1цать ролик 20, поворачивая бухтодержатель 1, пока не будет вы брана вся слабина. При этом консольная балка 29 приподнимается, отключая конечный выключатель 32, что вызывает остановку электродвигателя 17 -подмоточного устройства 2 и включение пневмоцилиндра 25 выправочнотормозного устройства 3.
5 Оператор отпускает кнопку Вращение барабана по часовой стрелке и н&жимает кнопку Вращение барабана против часовой стрелки. При этом барабан 6 начинает вращать.ся против
0 часовой стрелки, винт 40 проволокоукладчйка 5 также начинает вращаться против часовой стрелки, гайка 38 под действием пружины 41 входит ,в резьбу винта 40 и начинает опускаться вниз,
е пневмоцилиндр 36 сжимается -и при помощи храпового механизма 37 поднимает раму 33 вдоль стойки 35 на высоту 6 мм, чтобы образующийся на барабане 6 виток проволоки ложился выше уже намотанного витка. Образующаяся в
0 момент реверса небольшая слабина проволоки выбирается наклоном консольной балки 29. Когда виток дойдет на барабане 6 до нижнего колка 49, проволока 26 по кронштейну 50 перескочит
5 за колок. Оператор отпускает-кнопку Вращение барабана против часовой стрелки и нажимает кнопку Вращение барабана по часовой стрелке. При этом цикл повторяется. После получения, нефбходимого числа прядей проволока 26 обрубается, на ее конце обра эуется петля и накидывается на нижний колок 49. Образованный пучок сни мается с верхнего колка 48 и накидыв ется на капок 54 каретки 53 сматываю щего устройства 7. Включается лебедк 55, и вращением намоточного барабана 6 против часовой стрелки пучок сматы вают с барабана 6, при этом двигател 17 подмоточного устройства 2 не вращ ется, а пневмоцилиндр 25 держит роли ки 24 в поднятом положении. Когда сматывающее устройство 7 снимает вес пучок с барабана 6, оператор останав ливает лебедку 55, снимает конец пуч ка с нижнего колка 49 барабана 6 и накидывает свободный конец пучка на колок 59 переставной стойки 58, уста новленной с учетом необходимой длины пучка. Передний конец пучка снимают с колка 54 каретки 53 и накидывают на колок 62 натяжной гидравлической станции 60. Пучок при этом оказывается лежащим на кронштейнах 51.Вклю -чают гидравлическую натяжную станцию 60. Колок 62 под действием гидроцилиндра 61 перемещают в направляющих 63, растягивая пучок с необходимым усилием. Оператор фиксирует пряди вязальной проволоки и при необходимости устанавливает анкера. Отключается гидравлическая станция. Готовый пучок отправляют к потребителю или на склад. По сравнению с базовым объектом, в качестве которого выбран прототип, данная технологическая линия.позволя ёт повысить производительность и качество изготавливаемых изделий. Формула изобретения 1. Технологическая линия для изготовления двухпетлевых арматурных пучков, содержащая последовательно установленные по направлению потока бухтодержатель с ободом, правильно-тормозное устройство, натяжное устройство, проволокоукладчик, выпол ненный в виде винтовой пары, и намоточный барабан с ребордами и колками, отличающаяся тем, что, .с целью повышения производительности и качества изготовленных изделий, она снабжена установленным по касательной к образующей намоточного барабана сматывающим устройством и расположенным параллельно ему устройством для предварительной вытяж ки пучка, а также подмоточным устрой ством, установленным с возможностью вз-аимодействия с бухтодержателем.. 2. Сматывающее устройство, вктбчающее привод перемещения, захваты, привод их перемещения и устройство предварительной вытяжки пучков, о т личающееся тем, что, с целью улучшения условий обслуживания, оно снабжено стендом с рельсами, имеющими ролики и кронштейны, захваты выполнены в виде каретки с колком, имеющей возможность перемещения по рельсам, причем привод перемещения связан гибкой связью с кареткой, а устройство предварительной вытяжки пучков выполнено в виде съемной стойки с жестко закрепленным на ней колком и натяжного гидравлического механизма с подвижным колком, причем ось симметрии колков расположена над кронштейнами. 3.Бухтодержатель, содержащий расположенные на неподвижном основании обод, ступицу и связывающие их спицы, о т л ичающийся тем, что, с целью повышения качества намотки проволоки, он снабжен подмоточным устройством, выполненным в виде неподвижного основания с „направляющими, рамы, установленной в направляющих с возможностью возвратно-поступательного перемещения ролика, имеющего возможность взаи-. модействия с ободом бухтодержателя, и привода ролика. 4.Правильно-тормозное устройство, содержащее основание с расположенными в нем роликами, и натяж.ное устройство, имеющее стойку, консольную балку с противовесом, установленную под углом к стойке и связанной с ней шарнирно, и направ.ляющие ролики, .отличающее с я тем, что, с целью повышения качества правки, оно снабжено подвижной траверсой с дополнительными роликами, приводом траверсы и регулировочными болтами, жестко связанными с траверсой, причем на стойке натяжного устройства установлен конечный включатель с возможностью взаимодействия с консольной балкой и электрически связанный с приводом ролика подмоточного устройства и . приводом траверсы. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 476861, кл. Е 04 G 21/12,. 27.10.72, 2.Когос A.M. Механическое оборудование волочильных и лент.опрЪкатных цехов. М., Металлургия, 1964, с.344-345. 3.Авторское свидетельство № 138852, кл. Е 04 G 21/12,13.07.60 (прототип). V//Cs /X /// y//4 //N VCx //Vy,, SyXN7/AX//CV/6,W Фиг.1 9y/y//VWvWV
y/XNy/x4X// y/XN // kXW4N7//S/7Ay/Ay/ V//
Фиг,.3
ВидА



| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления двухпетлевых пучков из арматурной проволоки | 1972 |
|
SU476361A1 |
| Укладчик станка для изготовления двухпетлевых пучков из арматурной проволоки | 1977 |
|
SU650801A1 |
| Устройство для изготовления арматурных проволочных каркасов на оголовках формы | 1987 |
|
SU1414946A2 |
| Намоточное устройство,преимущественно к установке для изготовления струнопакетов | 1980 |
|
SU958628A1 |
| Автоматическая линия для изготовления отрезков проволоки мерной длины с высаженными концевыми и промежуточными головками | 1971 |
|
SU447245A1 |
| Устройство для изготовления двухпетлевых пучков из арматурной проволоки | 1977 |
|
SU628267A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Устройство для изготовления арматурных проволочных каркасов на оголовках формы | 1986 |
|
SU1370208A1 |
| Установка для изготовления струнопакетов | 1985 |
|
SU1350300A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ ПЕЧАТНОЙ ПРОДУКЦИИ | 1991 |
|
RU2071928C1 |


лvov/ 7//Q)Уx y/xv//6У/,oУ//sv// 9/SУ7
Фиг. 5
В ид 6
Л
/X4%sy/x 4 /AX-av yX4 WS 7,6S/Ay/
Фиг,.7
VJ/y/Ay/ y/AJ//V/XN)//OJ//NWO
фиг. о
