Изобретение относится к способам получения формованного металлургического кокса.
Известен способ двухступенчатого коксования каменных углей путем скоростного нагрева до температуры размягчения, формования при этой температуре на первой ступени с последукнцим коксованием формовок на второй ступени.
Однако известный способ характер зуется большим расходом теплоносителя, сложной схемой технологического пронеоса и невысоким коэффициентом полезного использования тепла.
Цель изобретения - упрощение процеоса и повышение коэффициента полезного использования тепла.
Для этого нагрев угля на первой ступени предложено проводить путем прот воточного теплового обмена с горячим формованным коксом, получаемым на второй ступени. При этом одновременно с нагревом угля осуществляется сухое ту щение кокса.
На чертеже изображена схема технологического процесса.
Уголь (фракция О-З мм) подсушивают в сушильном барабане 1 до влажности 2-3% и направляют в противототый 6е рабан-теплообменник 2. С противоположной стороны ь теплообменник 2 из прокалочной печи 3 навстречу движущемуся уг лю подают формованнь1й кокс с темпер)а- турой 850-90О°С.
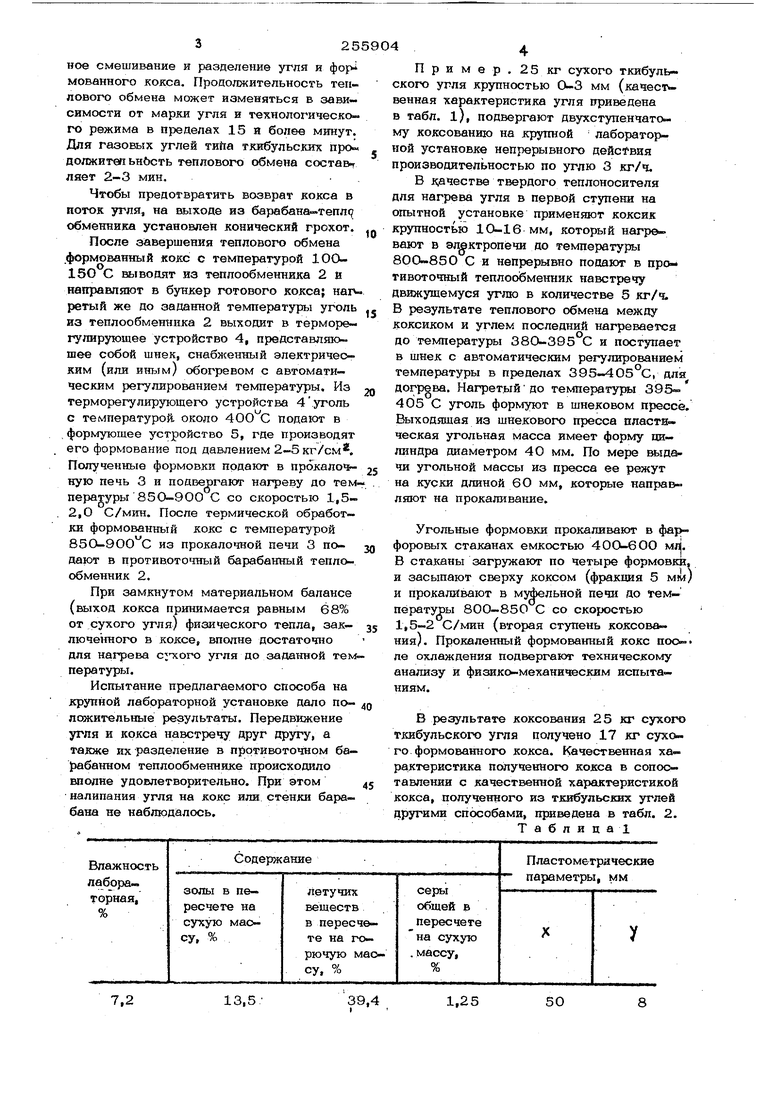
Уголь перемещается вдоль барабанного теплообменника благодаря вращению барабана и разности уровней угля на входе я выходе угля из теплообменника. Формованный кокс перемещается навстречу движущемуся углю с помощью решетчатых гребешков, установленных на внутренней поверхности барабана-теплообменника под углом 6О к его оси. Решетчатые гребешки свободно пропускают мелкий уголь (О-З мм), а формованный кокс (средний диаметр около 50 мм) перемещают вдо.;ь барабанг теплообмеиника навстречу движущемуся углю. Таким образом, внутри теплообменника 2 происходит непрер лвное смешивание и разделение угля и фор мованного кокса. Продолжительность теплового обмена может изменяться в зависимости от марки угля и технологического режима в пределах 15 и более минут. Для газовых углей тнйа укибульскюс про™ должитеп ьнбсть теплового обмена состав ляет 2-3 мин. Чтобы предотвратить возврат кокса в ногок угля, на выходе из барабана тепл( обменника установлен конический грохот. После завершения теплового обмена .формованный кокс с температурой 10015О С выводят из теплообменника 2 и направлядот в бункер готового кокса; Haiv ретый же до заданной температуры уголь из теплообменника 2 выходит в терморегулиругощее устройство 4, представл5пошее собой шнек, снабженный электрическим (или иным) обогревом с автоматическим регулированием температуры. Из терморегулируюшего устройства 4.уголь с температурой, около 40О С подают в , формующее устройство 5, где производят его формование под давлением 2-5 кг/см. Полученные формовки подают в прбкало ную печь 3 и подвергают нагреву до тем пературы 85О-9ОО С со скоростью 1,52,0 С/мин. После термической обработки формованный кокс с температурой из прокалочной печи 3 подают в противотогаый барабанный теплообменник 2, При замкнутом материальном балансе (выход кокса принимается равным 68% от сухого угля) физического тепла, зак- в коксе, вполне достаточно для нагрева с тсого угля до заданной тем пературы. Испытание предлагаемого способа на крупной лабораторной установке дало положительные результаты. Передвижение угля и кокса навстречу друг другу, а также их разделение в противотоЧном барабанном теплообменнике происходило вполне удовлетворительно. При этом налипания угля на кокс или стенки барабана не наблюдалось. Пример.25кг сухого ткибулького угля крупностью мм (качест венная характеристика угля гфиведена в табл. l), подвергают двухступенчатому коксованию на крупной лабораторой установке непрерывного действия роизводительностью по углю 3 кг/ч. В к;ачестве твердого теплоносителя для нагрева угля в первой ступени на опытной установке прнменяшэт коксик рупностью 10-16 мм, который нагревают в электропечи до температуры 800-850 С и непрерывно подают в противоточный теплообменник навстречу движущемуся углю в количестве 5 кг/ч. В результате теплового обмена между коксиком и углем последний нагревается до температуры 380-395 С и поступает в шнек с автоматическим peгyлиpoвaниeis температуры в пределах 395-405°С, для догрева. Нагретый до температуры 395 405 С уголь формуют в шнековом прессе. Выходящая из шнекового пресса пластвческая угольная масса имеет форму цилиндра диаметром 40 мм. По мере выдачи угольной массы из пресса ее режут на куски длиной 6 О мм, которые направляют на прокаливание. Угольные формовки прокаливают в фарфоровых стаканах емкостью 400и-6ОО мй. В стаканы загружают по четыре формовки, и засыпают сверху коксом (фракция 5 мм) и прокаливают в мз льной печи до температуры 800-850 С со скоростью 1,5-2 С/мин (вторая ступень коксования). Прокаленный формованный кокс пос-« да охлаждения подвергают техническому анализу и физико-механическим испытаниям. В результате коксования 25 кг сухого ткибульского угля получено 17 кг сухого, формованного кокса. Качественная характеристика полученного кокса в сопоставлении с качественной характеристикой кокса, полученного из т.кибульских углей другими способами, приведена в табл. 2. Таблица


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения формованного кокса | 1989 |
|
SU1765160A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ФОРМОВАННОГО КОКСА | 1973 |
|
SU373290A1 |
| НЕПРЕРЫВНЫЙ СПОСОБ ПОЛУЧЕНИЯ ФОРМОВАННОГО МЕТАЛЛУРГИЧЕСКОГО КОКСА | 1968 |
|
SU218808A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛУРГИЧЕСКОГО КОКСА | 2013 |
|
RU2553116C1 |
| СПОСОБ ПРОКАЛКИ НЕФТЯНОГО КОКСА | 2011 |
|
RU2492211C1 |
| Способ производства кокса | 1957 |
|
SU113556A2 |
| УСТАНОВКА ДЛЯ ТЕРМОПОДГОТОВКИ ШИХТЫ И ОХЛАЖДЕНИЯ КОКСА | 2012 |
|
RU2520453C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛУРГИЧЕСКОГО СРЕДНЕТЕМПЕРАТУРНОГО КОКСА | 2005 |
|
RU2288937C1 |
| СПОСОБ ОХЛАЖДЕНИЯ КОКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2110552C1 |
| Способ охлаждения прокаленных углеродистых материалов | 1991 |
|
SU1803695A1 |
