Известен способ изготовления кольцевого сердечника торцовой электрической машины нутем шихтовки и последующего изгибания но эвольвенте ферромагнитных нластин с предварительно выполненными пазами.
Однако для сердечников машин большой мощности требуются пластины большой длины, что не позволяет использовать стандартную листовую электротехническую сталь.
Кроме того, отклонение толщины пластин от поминальной вызывает в таких сердечниках нарастающее с каждым витком искривление осевой линии пазов.
Предлагаемый способ позволяет снизить трудоемкость изготовления кольцевых сердечников.
Его особенность заключается в том, что указанные пластины предварительно собирают в пакеты, которые смещают один относительно другого на целое число пазовых делений. Пакеты можно собирать на технологическом пазовом клине, имеющем в сечении форму паза, с последующим Приданием сердечнику кольцевой формы.
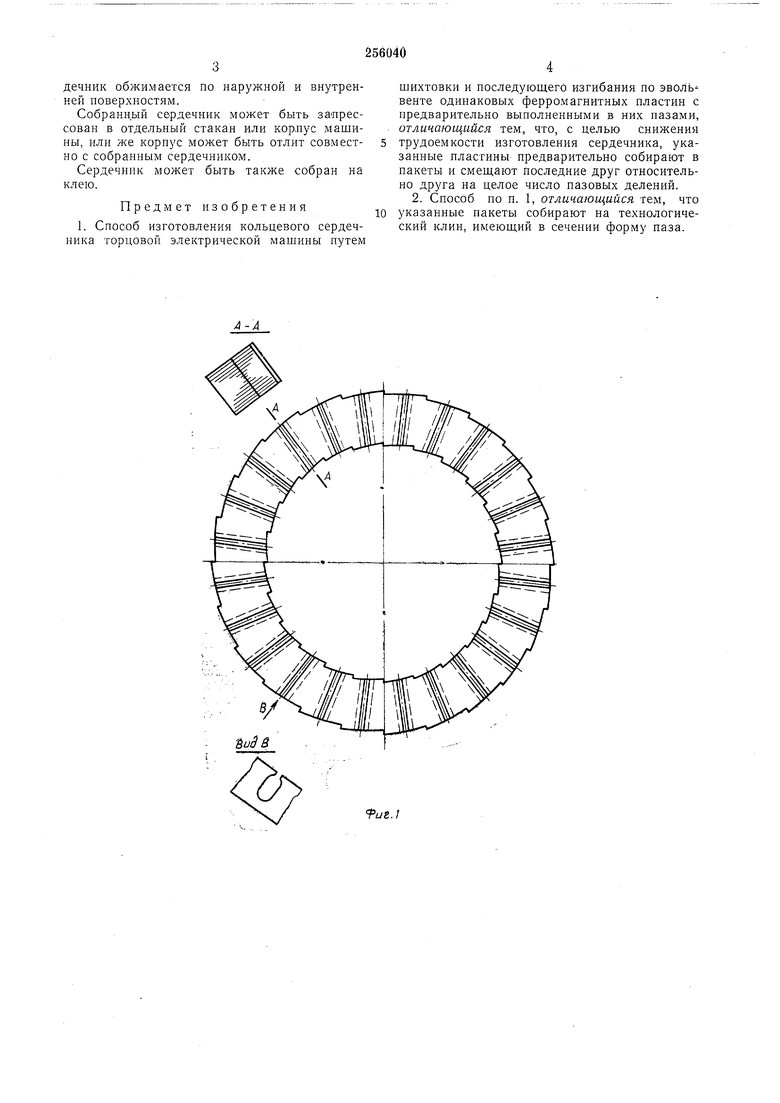
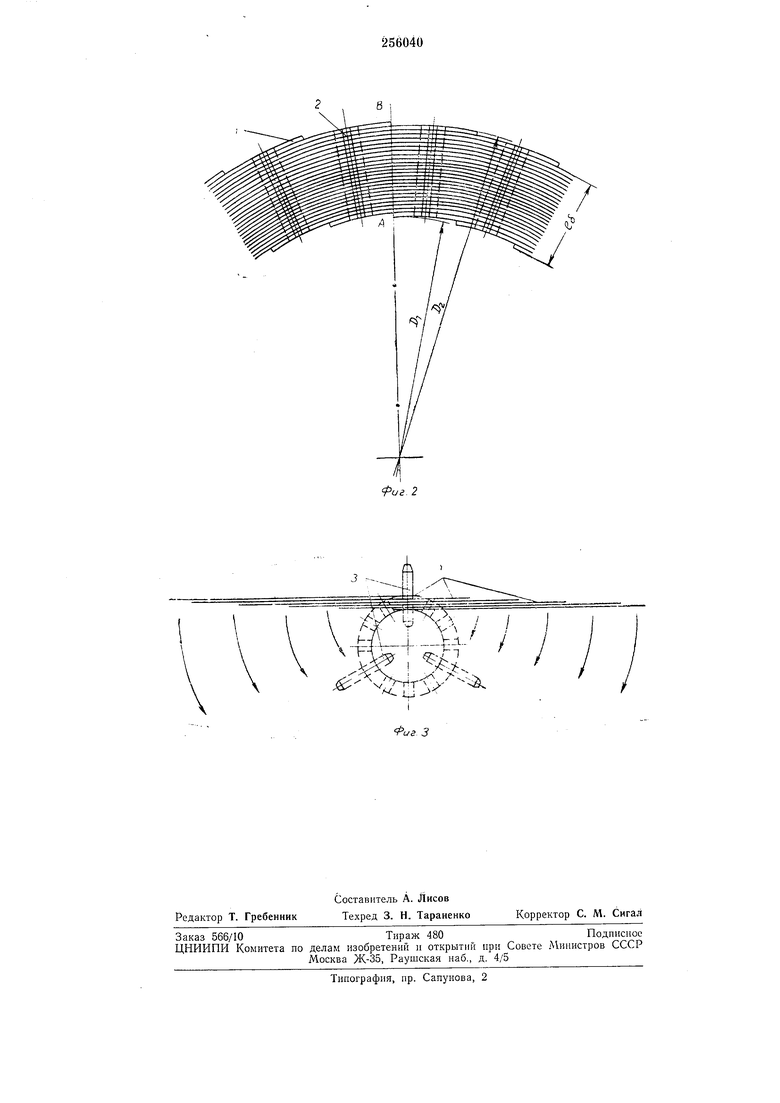
На фиг. 1 показан сердечник торцовой электрической мащины, изготовляемый предлагаемым способом, на фит. 2 - схема размещения отдельных пакетов в сердечнике, на фиг. 3 - схема сборки частичных пакетов на технологическом пазовом клине с последующим приданием сердечнику кольцевой формы.
Частичные пакеты / собираются из небольшого числа (пять-десять) отдельных пластин с предварительно выполненными, например штамповкой, пазами. В готовом сердечнике пакеты располагаются по эвольвенте между внутренним диаметром DI и внешним 2- Па фиг. 1 показан вариант, когда каждая пластинка сердечника образует полный виток эвольвенты, хотя возможны и другие исполнения. Пачало и конец витка находятся на одном радиусе на расстоянии ширины сердечника 1о один от другого.
Внешняя и внутренняя поверхности сердечника получаются ступенчатыми с числом ступеней, равным числу пакетов в сердечнике. Пазы 2 имеют радиальное направление.
Сборка сердечника может производиться следующим образом.
Па технологическом пазовом клине 3, имеющем в сечении форму паза, собираются отдельные шихтованные пакеты со сдвигом один относительно другого на целое число пазовых делений в направлении возрастания (убывания) порядкового номера паза, отсчитываемого от любого конца пластины.
Затем собранному пакету придают форму круга, так что соответствующие пазы справа и слева от технологического клина совпадают и образуют радиально направленные пазы в кольцевом сердечнике. В остальные пазы также вставляют технологические клинья, и сердечник обжимается по наружной и внутренней поверхностям.
Собранн.ый сердечник может быть запрессован в отдельный стакан или корлус машины, или же корпус может быть отлит совместно с собранным сердечником.
Сердечник может быть также собран на клею.
Предмет изобретения
1. Способ изготовления кольцевого сердечника торцовой электрической машины путем
шихтовки и последующего изгибания по эвоЛь венте одинаковых ферромагнитных пластин с предварительно выполненными в них пазами, отличающийся тем, что, с целью снижения трудоемкости изготовления сердечника, указанные пластины предварительно собирают в пакеты и смещают последние друг относительно друга на целое число пазовых делений.
2. Способ по п. 1, отличающийся тем, что указанные пакеты собирают на технологический клин, имеющий в сечении форму паза.
-А
.
М%:ш/
/ I
