Известная автоматическая линия для производства редуцированных электросварных труб непрерывным методом состоит из трубосварочного и редукционного станов, расположенных в одну линию, и следящего устройства для синхронизации скоростей станов.
На толш,ину стенки готовой трубы существенное влияние оказывают величина межстанового натяжения и продольная разнотолщинность исходного щтрипса, т. е. нестабильность толщины стенки трубы-заготовки после сварочного стана.
В - известном следящем устройстве не учитывается влияние продольной разнотолщинности штрипса, устройство имеет зону нечувствительности, не обеспечивает достаточной точности измерения скорости трубы на межстановом участке, осуществляет измерение с запаздываниями и значительными нерегулированиями в -переходиых режимах.
Это не позволяет использовать данное следящее устройство в системе автоматического регулирования толщины стенки сварных труб.
В предлагаемой линии следящее устройство удлинения содержит блок регулирования скорости сварочного стана, блок измерения, магнитный измеритель удлинения трубы-заготовК1И, выполненный в виде дисков с ферромагнитным покрытием и электромагнитных головок для нанесения и считывания магнитных
меток, при этом линия имеет устройство коррекции мсжстанового напряжения, содержащее измеритель толщины, считывающую маг11ИТ 1ую головку, блок выдачи коррекции натяжения в зависимости от отклонения толщины стенки трубы заготовки от номинальной.
Это повышает точность изготовления труб за счет ликвидации исходной продольной разностенности.
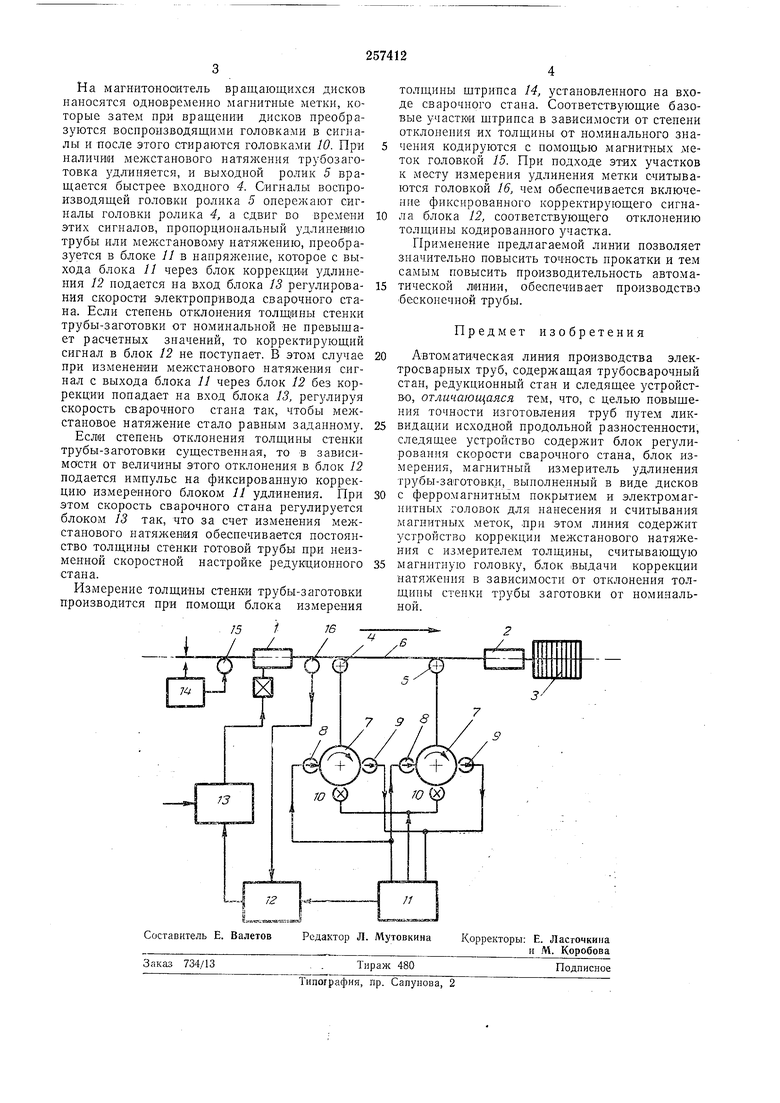
На чертеже изображена схема предлатаемой линии.
Трубоэлектросварочный стан /, нагревательное устройство 2 и многоклетьевой редукционный стан 3 размещены в одной линии. На межстановом базовом участке на холодной части трубы устанавливаются два контактных ролика 4 и 5, ирн/кимаемых к трубе 6 так, что между Hinwi и трубой отсутствует нроскальзыванне. Ролики вращаются со скоростями, пропорциональными линейным скоростям трубы в точках касания. Вращение роликов передается легким дискам 7, на которые нанесен слой специального магнитного сплава. Но периферин каждого диска устанавливаются три магнитные голоБкн: запнсывающая 8, воспринимающая 9 и стирающая 10. Занисывающие головки одновременно возбуждаются от генератора импульсов блока измерения удлине
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ СТЕНКИ ТРУБ | 1993 |
|
RU2041750C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СРЕДНЕЙ ТОЛЩИНЫ СТЕНКИ ТРУБЫ | 1993 |
|
RU2056959C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ СТЕНКИ СВАРНЫХ ТРУБ НА АГРЕГАТАХ НЕПРЕРЫВНОГО РЕДУЦИРОВАНИЯ | 1970 |
|
SU275965A1 |
| Устройство для определения среднейТОлщиНы СТЕНКи ТРуб | 1979 |
|
SU831255A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ СТЕНКИ | 1967 |
|
SU201291A1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ ТОЛЩИНЫ ТРУБНОЙЗАГОТОВКИ | 1970 |
|
SU274379A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ТРУБ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006310C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОСВАРОЧНЫХ АГРЕГАТАХ | 2010 |
|
RU2465084C2 |
| Устройство для определения средней толщины стенки труб | 1976 |
|
SU571696A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СРЕДНЕЙ ТОЛЩИНЫ | 1971 |
|
SU312636A1 |
