Известно устройство для определения средней толщины стенки труб. Оно включает измеритель толщины листовой заготовки, блок регулируемого запаздывания, блок определения вытяжки и вычислительные блоки. Недостатком известного устройства является сложность обеспечения требуемого запаздывания, учитывающего изменение скорости прокатки и вытяжки трубы, и, как следствие, необходимость одновременных вспомогательных измерений ряда дополнительных параметров процесса.
Предлагаемое устройство отличается от известного тем, что измерение в нем вытяжки не требует измерения скоростей Vi и , а заменяется измерением отношения перемещений /2//1, причем измеритель перемещений заготовки устанавливается на участке между формовочным и редукционным станами. Выход измерителя перемещений подключен к входу управления блоком запаздывания. Это позволяет унростить, повысить точность и надежность измерений.
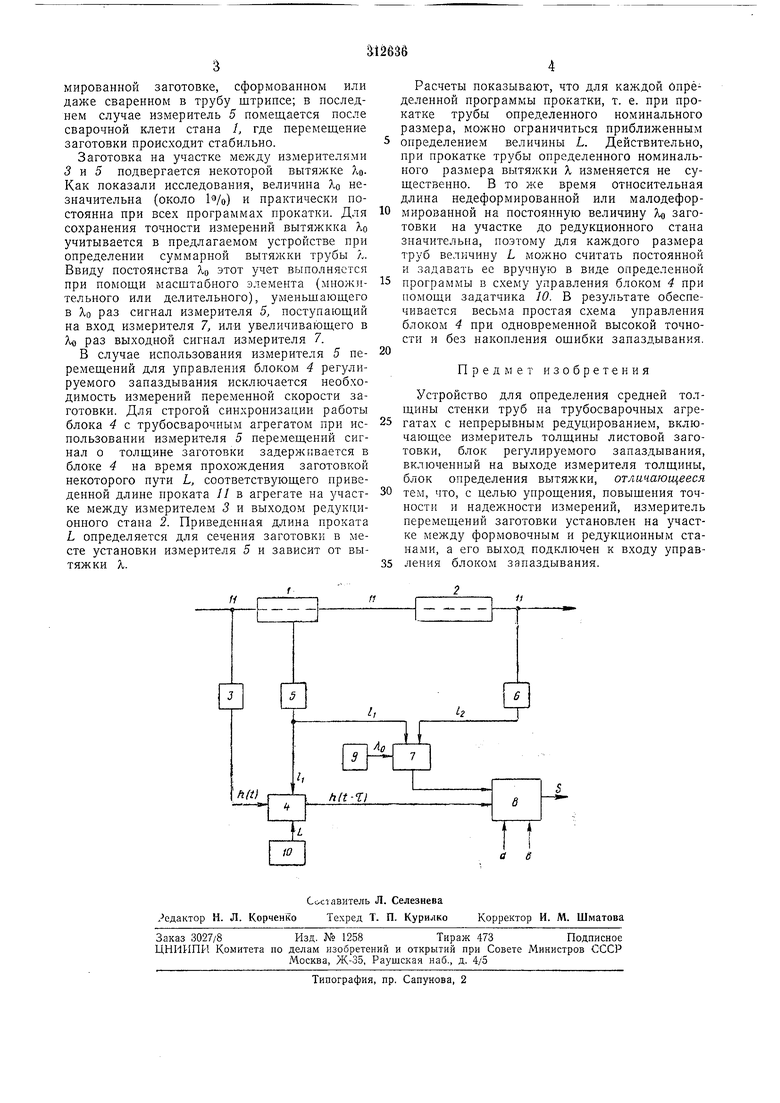
На чертеже показана схема описываемого устройства.
Оно состоит из формовочно-сварочного стана 1, редукционного стана 2, измерителя 3 толщины заготовки, блока 4 регулируемого запаздывания, измерителя 5 перемещений заготовки, измерителя 6 перемещений готовой трубы, измерителя 7 вытяжки, вычислительного блока 8, масштабного элемента 9, программного задатчика 10 и прокатываемого металла //.
Устройство работает следующим образом. Сигнал о толщине заготовки h(t) с измерителя 3 вводится в блок 4 регулируемого запаздывателя и продвигается через него при помощи сигналов от измерителя 5 в соответствни с уставкой задатчика 10 так, что поступает на выход блок 4 в тот момент (-|-т), когда соответствующий участок прокатываемого металла 11 оказывается на выходе редукционного стана 2. Вычислительный блок
8 на основании заданных параметров d и Ь, сигналов о толщине заготовки h(t - т) и вытяжки трубы Л определяет искомый параметр S. Измерение перемещений заготовки (штрипса) сопряжено с значительными трудностями вследствие поперечных колебаний штрипса на рольганге перед формовочным станом. Измерение перемещений на более удаленных против хода прокатки от формовочного стана
участках еще сложнее из-за наличия переменного запаса штрипса в петлевом устройстве.
С целью повышения надежности и точности измерений перемещения заготовки устамированной заготовке, сформованном или даже сваренном в трубу штрипсе; в последнем случае измеритель 5 помещается после сварочной клети стана /, где перемещение заготовки происходит стабильно.
Заготовка на участке между измерителями .3 и 5 подвергается некоторой вытяжке vo. Как показали исследования, величина Ко незначительна (около 1Э/о) и практически постоянна при всех программах прокатки. Для сохранения точности измерений вытяжкка Ко учитывается в предлагаемом устройстве при определении суммарной вытяжки трубы К. Ввиду постоянства Ко этот учет выполняется при помощи масштабного элемента (множительного или делительного), уменьшающего в Ко раз сигнал измерителя 5, поступающий на вход измерителя 7, или увеличивающего в АО раз выходной сигнал измерителя 7.
В случае использования измерителя 5 перемещений для управления блоком 4 регулируемого запаздывания исключается необходимость измерений переменной скорости заготовки. Для строгой синхронизации работы блока 4 с трубосварочным агрегатом при использовании измерителя 5 перемещений сигнал о толщине заготовки задерл :пвается в блоке 4 на время прохождения заготовкой некоторого пути L, соответствующего приведенной длине проката 11 в агрегате на участке между измерителем 3 и выходом редукг1ионного стана 2. Приведенная длина проката L определяется для сечения заготовки в месте установки измерителя 5 и зависит от вытяжки К.
Расчеты показывают, что для каждой определенной программы прокатки, т. е. при прокатке трубы определенного номинального размера, можно ограничиться приближенным
определением величины L. Действительно, при прокатке трубы определенного номинального размера вытяжки К изменяется не существенно. В то же время относительная длина недеформированной или малодеформированной на постоянную величину Ко заготовки на участке до редукционного стана значительна, поэтому для каждого размера труб величину L можно считать постоянной и задавать ее вручную в виде определенной
программы в схему управления блоком 4 при помощи задатчика 10. В результате обеспечивается весьма простая схема управления блоком 4 при одновременной высокой точности и без накопления ошибки запаздывания.
Предмет изобретения
Устройство для определения средней толщины стенки труб па трубосварочных агрегатах с непрерывным редуцированием, включающее измеритель толщины листовой заготовки, блок регулируемого запаздывания, включенный на выходе измерителя толщины, блок определения вытяжки, отличающееся
тем, что, с целью упрощения, повышения точности и надежности измерений, измеритель перемещений заготовки установлен на участке между формовочным и редукционным станами, а его выход подключен к входу управления блоком запаздывания.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СРЕДНЕЙ ТОЛЩИНЫ СТЕНКИ ТРУБЫ | 1993 |
|
RU2056959C1 |
| Устройство для определения среднейТОлщиНы СТЕНКи ТРуб | 1979 |
|
SU831255A1 |
| Устройство для определения средней толщины стенки труб | 1976 |
|
SU571696A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ СТЕНКИ ТРУБ | 1993 |
|
RU2041750C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СРЕДНЕЙ ТОЛЩИНЫ СТЕНКИ ТРУБ | 1966 |
|
SU189157A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ТРУБ | 1969 |
|
SU257412A1 |
| Устройство для регулирования толщины стенки труб при редуцировании | 1977 |
|
SU715159A1 |
| Устройство автоматического регулирования средней толщины стенки труб в редукционном стане | 1976 |
|
SU610582A1 |
| Способ изготовления сварных труб | 1978 |
|
SU818699A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПРОКАТЫВАЕМОЙ ПОЛОСЫ | 1973 |
|
SU364368A1 |
