Изобретение относится к способам автоматической дуговой сварки ленточным электродом и :Может :быть применено та1м, где требуется осуществлять регулирование формы и размеров -сварочной ванны в процессе сварки, например при многослойной Сварке стыковых швов с разделкой кромок, угловых швов и т. п.
Известен способ автоматической сварки ленточным электродом. Однако недостатком известного способа является отсутствие возможности широкого регулирования теплового режима, формы « раз меров сварочной ванны, что необходимо например, при сварке в несколыко слоев стыковых швов с разделкой кромок и угловых швов. В этом случае каждый слой должен иметь свою, отличную от других, форму Проплавления: корневой слой должен обеспечивать достаточное лроплавление корня лри малой ширине; заполняющие слои должны :при требуемой глубине ороплавления «меть ширину, достаточную для перекрытия нижележащего слоя; наконец, последний слой должен иметь наибольшую ширину .при пай-меньшей глубине проплавления.
Воэможлости такого рвгулирова1ния при сварке ленточным электродом известными способами, при которых электрод постоянной шири1ны имеет в поперечном сечении прямолинейное очертание, очень ограничены.
Целью изобретения является обеспечение широкого рег лирования формы и размеров сварочной ванны при нотоянной ширине ленточного электрода без нарущенпя симметрии
теплового и газового потоков и формы ванны относительно оси шва. Это достигается благодаря тому, что поперечному сечению ленточного электрода придают криволинейную форму, симметричную относительно оси шва,
которую изменяют в процессе сварки.
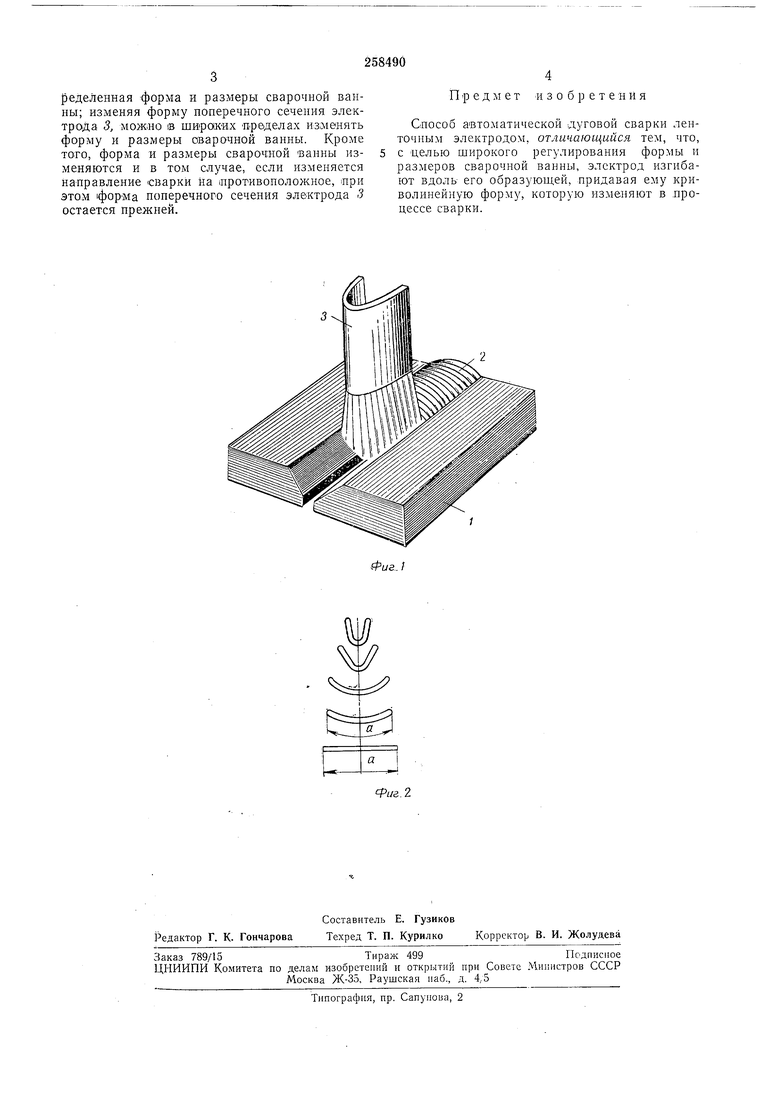
На фиг. 1 изображено свариваемое изделие (в данпом случае - стыковой шов с разделкой кромок) и электрод в общем виде; на фиг. 2 - различные формы поперечного сечения ленточного электрода постоянной ширины а, где 1-свариваемое изделие, 2-сварной шов, 3 - ленточный электрод.
Для получения требуемой формы шва 2 при данной ширине а электрода 3 последний изгибают в плоскости наименьшей жесткости, придавая поперечному сечению криволинейное очертание так, чтобы ось симметрии сечения совпадала с осью шва, чем обеспечивается симметрия сварочной ванны относительно оси шва. При одной и той же ширине а ленты (см. фиг. 2) можно получить электрод различного поперечного сечения. Каждой форме поперечного сечения электрода соответствует при данном режиме и направлении сварки, ойределенная форма и размеры сварочной ванны; изменяя форму поперечного сечения электрода 3, можио IB широких Пределах изменять форму и размеры оварочной ванны. Кроме того, форма и размеры сварочной ванны изменяются и в том случае, если изменяется направление сварки на лротивоиоложное, лри этом форма поперечного сечения электрода 3 остается прежней.
Предмет изобретения
Способ автоматической дуговой сварки ленточным электродом, отличающийся тем, что, с целью широкого регулирования формы и размеров сварочной ванны, электрод изгибают вдоль его образуюш.ей, придавая ему криволинейную форму, которую изменяют в .процессе сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ДЕТАЛЕЙ ПОД ДУГОВУЮ СВАРКУ СТЫКОВОГО СОЕДИНЕНИЯ | 2012 |
|
RU2524285C2 |
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2530104C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| Способ дуговой сварки плавящимся электродом | 1978 |
|
SU1459849A1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| Способ и устройство для сварки швов на вертикальной плоскости | 1978 |
|
SU770693A1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2553769C2 |
| Способ ремонта стенки резервуара | 2017 |
|
RU2686407C1 |
