Изобретение относится к области сварки и может использоваться во всех отраслях, где используются неразъемные стыковые соединения.
Известны сварные стыковые соединения с двусторонним симметричным скосом двух кромок, используемые для получения двусторонних швов при дуговой сварке в защитных газах. Скос кромок может быть прямолинейным, криволинейным, ступенчатым и ломаным (см. соединения С25, С26, С27 по ГОСТ 14771-76).
Эти соединения имеют малое притупление, не превышающее 3 мм, мало зависящее от толщины свариваемых элементов. При сварке с каждой стороны стремятся обеспечить полный провар на величину притупления кромок.
Известно также стыковое сварное соединение с двухсторонним симметричным скосом двух кромок, используемое для получения двухсторонних швов, при котором скос кромок с каждой стороны делают равным примерно 1/3 от толщины свариваемых деталей. При сварке обеспечивают провар притупления с перекрытием выполняемых швов (см. учебник под ред. Акулова А.И., Бельчука Г.А., Демянцевича В.П. Технология и оборудование сварки плавлением), М.: Машиностроение, 1977. с.195, рис.100, данное соединение выбрано за прототип).
Такие соединения неэффективны, так как значительная часть металла при выполнении скоса удаляется различными способами обработки, а затем заполняется дополнительным металлом при сварке. Затраты на обработку кромок и заполнение разделки при сварке таких соединений сильно возрастают с увеличением толщины свариваемых элементов при применении одновременной двухдуговой сварки, ведущейся дугами на противоположных плоскостях стыкового сварного соединения, располагаемого в горизонтальной плоскости.
Технический эффект заявляемого изобретения заключается в экономии материалов, затрачиваемых для заполнения кромок при сварке и времени на подготовку сварочных кромок.
Это достигается тем, что сварное стыковое соединение подготавливают с двусторонним скосом двух кромок и притуплением для выполнения двустороннего шва дуговой сваркой. В отличие от прототипа скос выполняется несимметричным по толщине деталей с соотношением высот скоса 0,2…0,6 при суммарной высоте скоса, не превышающей 50% от толщины свариваемых элементов. При этом скос с меньшей высотой располагается в потолочном положении.
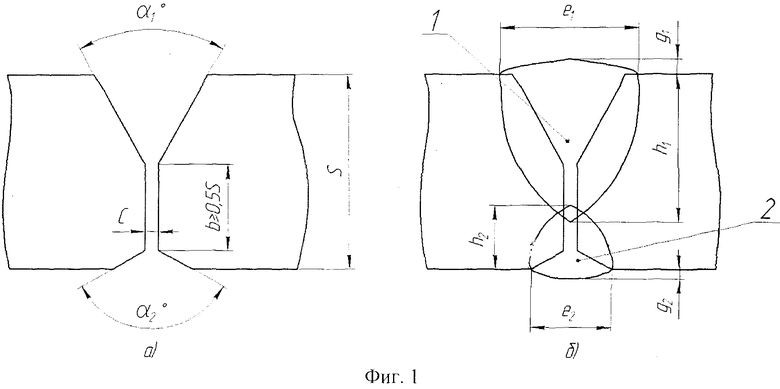
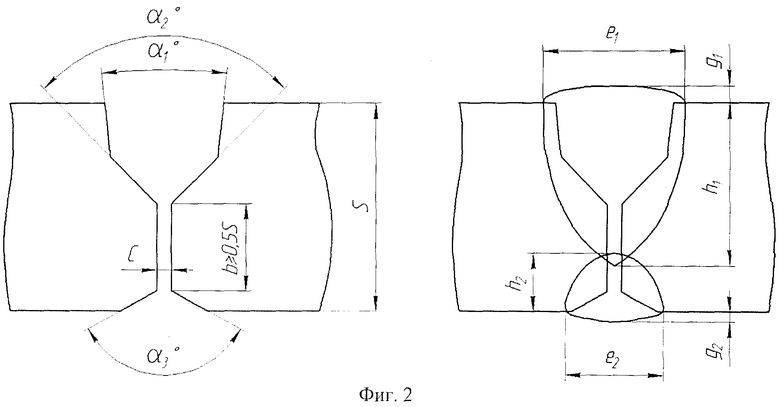
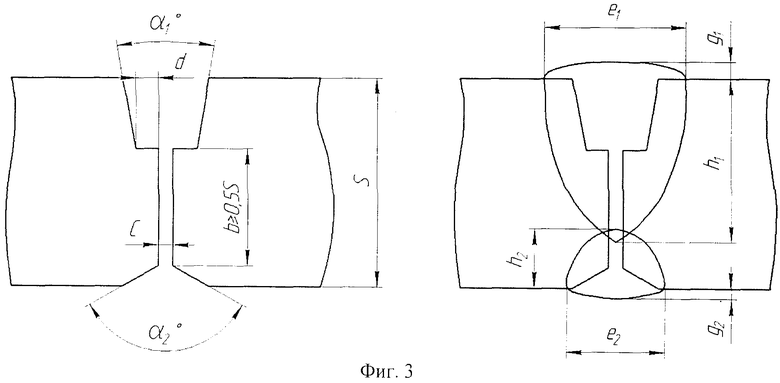
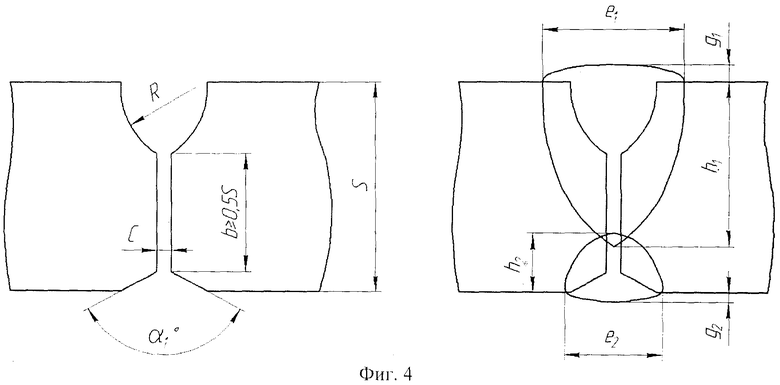
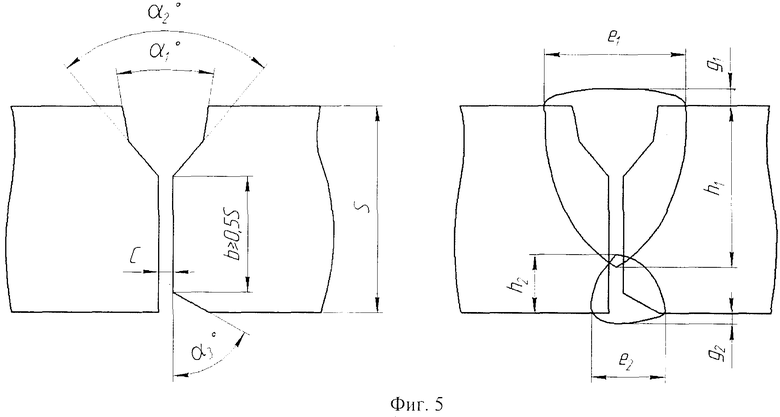
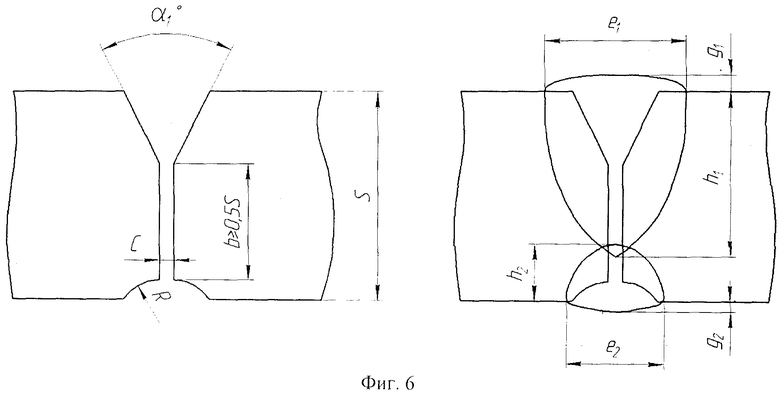
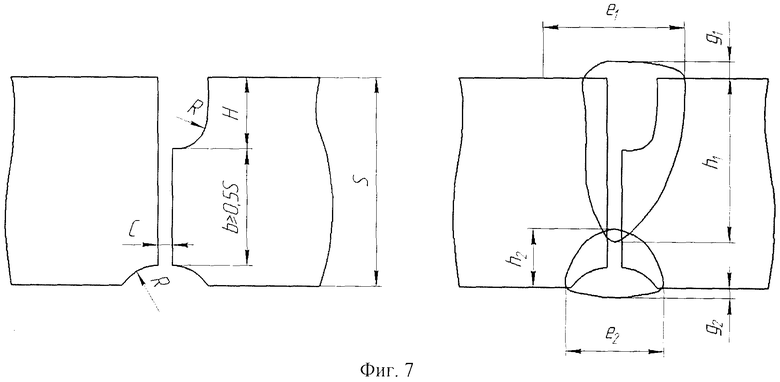
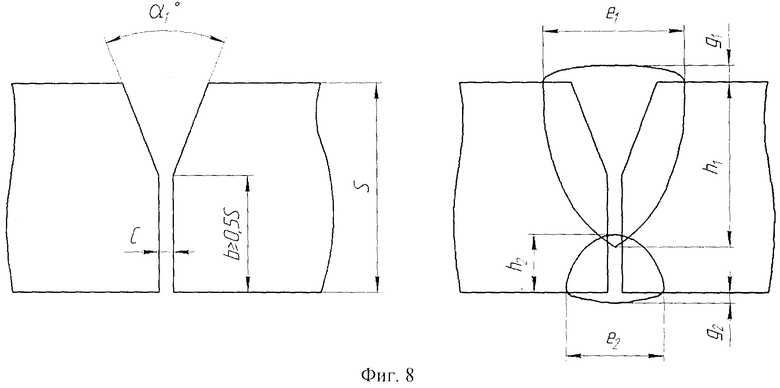
Изобретение иллюстрируется чертежами, где на фиг.1 как пример показаны конструктивные элементы (а) подготовленных кромок и расположение швов (б) предлагаемого соединения при прямолинейном скосе кромок, на фиг.2-фиг.8 - некоторые варианты конструктивных элементов (а) кромок и расположение швов (б) с двух сторон соединения.
На фиг.1 имеются следующие обозначения: S - толщина свариваемых деталей; b - притупление свариваемых кромок; α1 - угол разделки кромок с большей высотой; α2 - угол разделки кромок с большей высотой; с - зазор; e1 и е2 - ширина валиков швов; h1 - высота шва со стороны разделки кромок с большей высотой скоса; h2 - высота шва со стороны разделки кромок с меньшей высотой скоса; g1 и g2 - выпуклости швов. Цифрой 1 показаны очертания сварного шва со стороны разделки кромок с большей высотой скоса кромок, а цифрой 2 - очертания сварного шва со стороны разделки с меньшей высотой скоса кромок.
Стыковое соединение заключается в том, что форма скоса кромок может быть прямолинейной, криволинейной, ступенчатой или ломаной, а также возможны различные сочетания форм скоса кромок на двух половинах и с разных сторон стыка, определяемые технологическими потребностями сварки. Например, со стороны меньшего скоса кромок скос может быть прямолинейным, а со стороны большего скоса - криволинейным, ступенчатым, ломаным. Возможны и другие сочетания форм скоса кромок такого соединения, например только одна из кромок может иметь скос.
При расположении предлагаемого стыкового соединения в горизонтальной плоскости и сварке двумя дугами с двух сторон одновременно один из швов выполняется в нижнем, а второй в потолочном положении. В потолочном положении следует располагать менее скошенную часть кромок и вести сварку дугой в защитных газах плавящимся электродом или дугой с неплавящимся вольфрамовым электродом с подачей присадочной проволоки. Это связано с тем, что во избежание вытекания сварочной ванны в потолочном положении она должна иметь существенно меньший объем, чем ванна, находящаяся в нижнем положении. В нижнем положении следует размещать более скошенную часть соединения и вести сварку также дугой с плавящимся электродом в защитных газах или неплавящимся электродом с подачей присадочной проволоки.
Опыты по двухдуговой двусторонней одновременной сварке показали, что можно повысить предельную толщину, свариваемую без разделки кромок до 14 мм. Это значение может служить ориентиром при назначении величины скошенной и нескошенной части кромок в предлагаемых сварных стыковых соединениях. С учетом того что с увеличением толщины свариваемых элементов по сравнению с предельной без скоса 14 мм увеличивается теплоотвод в кромки и снижается провар, значение нескошенной части кромок может достигать 12 мм. Тогда диапазоном толщин элементов для предлагаемых типов сварных стыковых соединений является 14-26 мм. Предельная глубина скоса кромок для данного диапазона толщин составит соответственно от 7 до 13 мм.
Допустим, что двухдуговой сваркой одновременно с двух сторон необходимо сваривать пластины толщиной 20 мм. Выбираем общую высоту скоса кромок 9 мм, тогда величина притупления 11 мм. При отношении высот меньшего скоса к большему 0,2 высота большего скоса составит 9/1,2=7,5 мм, а высота меньшего скоса 1,5 мм. При отношении высот меньшего скоса к большему 0,6 высота большего скоса составит 9/1,6=5,6 мм, а меньшего 3,4 мм. При двухдуговой двухсторонней сварке может быть обеспечен провар притупления разделки кромок 1 (фиг.1). Оставшийся скос 2 (фиг.1) наплавляют. Выбор величины притупления и соотношения высот скоса кромок зависит от толщины стыкуемых элементов, теплофизических свойств свариваемого материала и проплавляющей способности дуг.
При необходимости сварки элементов толщиной 24 мм величину притупления можно выбрать 12 мм. Тогда суммарный скос кромок составит также 12 мм. При отношении высот меньшего скоса к большему 0,2 высота большего скоса составит 12/1,2=10 мм, а высота меньшего скоса 2,0 мм. При отношении высот меньшего скоса к большему 0,6 высота большего скоса составит 12/1,6=7,5 мм, а меньшего 4,5 мм.
Предложенное соединение позволяет сократить затраты на электродную проволоку при сварке стыковых соединений толщин свыше предельных, выполняемых без разделки кромок при одновременной двухдуговой двухсторонней сварке.
Соединение может быть осуществлено с помощью известных в технике средств: известных и применяемых на производстве установок для разделки свариваемых кромок, установок для дуговой сварки плавящимся электродом. Следовательно, предлагаемое сварное стыковое соединение обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2530104C1 |
| СПОСОБ ДВУСТОРОННЕЙ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2500509C1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2553769C2 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| СПОСОБ ДВУСТОРОННЕЙ ДУГОВОЙ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ | 2015 |
|
RU2593244C1 |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
| Способ подготовки под сварку кольце-ВыХ СОЕдиНЕНий ТРуб | 1979 |
|
SU804298A1 |
| Способ дуговой сварки плавлением сталей | 1979 |
|
SU946842A1 |
| Способ дуговой сварки алюминиевых сплавов | 1980 |
|
SU933328A1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
Изобретение относится к области сварки, в частности к способу подготовки кромок деталей под дуговую сварку стыкового соединения. Выполняют двухсторонние скосы и притупления кромок свариваемых деталей для выполнения двухстороннего шва. Скосы выполняют несимметричными по толщине деталей с соотношением высот меньшего скоса к большему 0,2…0,6 при суммарной высоте скосов, не превышающей 50% от толщины свариваемых деталей. Меньший скос располагают со стороны выполнения сварки в потолочном положении. Технический результат заключается в экономии материалов, затрачиваемых для заполнения кромок при сварке и времени на подготовку сварочных кромок. 8 ил.
Способ подготовки кромок деталей под дуговую сварку стыкового соединения, включающий выполнение двухсторонних скосов и притупления кромок свариваемых деталей для выполнения двухстороннего шва, отличающийся тем, что скосы выполняют несимметричными по толщине деталей с соотношением высот меньшего скоса к большему 0,2…0,6 при суммарной высоте скосов, не превышающей 50% от толщины свариваемых деталей, причем меньший скос располагают со стороны выполнения сварки в потолочном положении.
| АКУЛОВ А.И | |||
| "Технология и оборудования сварки плавлением", М., Машиностроение, 1977, стр | |||
| Регулятор давления для автоматических тормозов с сжатым воздухом | 1921 |
|
SU195A1 |
| Облицовка комнатных печей | 1918 |
|
SU100A1 |
| РАЗДЕЛКА КРОМОК ПОД СВАРКУ | 0 |
|
SU283448A1 |
| Способ двухсторонней автоматической сварки стыковых соединений | 1980 |
|
SU1006138A1 |
| CN 101905365 A, 08.12.2010 | |||
| CN 101337301 A, 07.01.2009 | |||
| JPS 5728694 A, 16.02.1982 | |||
| Приспособление для передачи транспортируемых ящиков с бесконечной транспортерной ленты на параллельно ей расположенный роликовый путь | 1929 |
|
SU14771A1 |
| Дуговая сварка в защитном газе | |||
| Соединения | |||
| сварные | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

