1
Изобретение относится к дуговой сварке и может быть использовано в различных отраслях, где требуется автоматическая однопроходная сварка соединений толщиной от 4 до 40 мм 5 на вертикальной плоскости.
Предлагаемый способ сварки может быть использован для выполнения как стыковых, так и нахлесточных соединений, расположенных, на вертикаль- 10 ной плоскости горизонтально или наклонно.
Горизонтальные стыковые соединения в вертикальной плоскости занима ют большой объем в резервуарострое- 5 НИИ, где протяженность швов измеряется сотнями и тысячами метров. Так при сооружении вертикального стального резервуара для хранения нефтепродуктов вместимостью 50 тыс.м 20 протяженность одного кольцевого шва составляет 191 м, а суммарная протяженность этих швов составляет 1528 м. Учитывая, что подобные резервуары сооружают парками в количестве от 25 нескольких штук до нескольких десятков , трудоемкость выполнения этих швов значительна.
Аналогичные соединения имеют также широкое распространение в суде- 30;
строении и при изготовлении протяженных стальных элементов металлоконструкций .
Использование известной технологии однопроходной сварки горизонтальных соединений на вертикальной плоскости листов толщиной более 10-12 ограничи зается критическим объемом сварочной ванны, выше которого наплавленный металл ст1)емит-ся к вытеканию из зоны сварки. Образующиеся при этом подрезы и наплывы металла делают формирование шва неудовлетворительным.
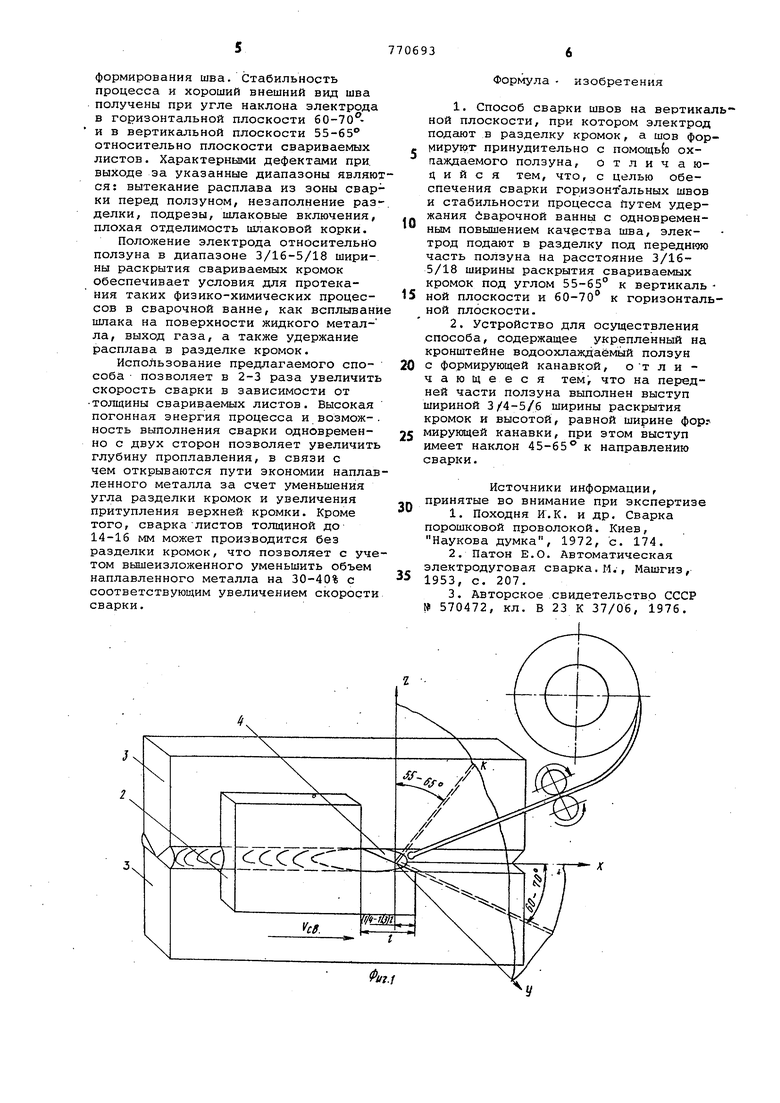
Удержание металла шва на вертикальной плоскости в известных способах сводится к полупринудительному формированию, которое достигается с помощью медного ползуна, поддерживающего сварочную ванну в процессе сварки IJОднако полупринудительное формиtование не позволяет выполнять стыковые соединения более 16 мм за одинпроход. Кроме того, известные способы принудительного формирования шва не могут быть распространены на горизонтальный шов в вертикальной плоскости, так как в этом случае ванна жидкого металла не имеет опоры в горизонтальной плоскости. Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является способ сварки швов на вертикальной плоскости, пол женный- в основу автомата марки А-1150 для сварки порошковой провол кой вертикально расположенных стыковых соединений с принудительным формированием шва J. Однако в этом способе осуществляется формирование шва только в вертикальной плоскости. Использование подобной схемы формирования шва невозможно применительно к гори зонтально расположенным соединения на вертикальной плоскости, где расплав стремится к вытеканию из полос ти, ограниченной свариваемыми кромк ми и ползуном. В случае вытекания жидкого метал ла из зоны горения дуги разделка свариваемых кромок не заполняется . и форма шва становится неудовлетворительной . При вытекании жидкого шлака повышается склонность металла шва к порообразованию. Отсутствие прослойки шлака создает непосредственный контакт жидкого металла с медным ползуном, охлаждающее, действие которого вызывает развитие крис таллизации на поверхности шва и образ.ование усадочных пустот; Наиболее близким устройством для осуществления способа является ползун, на рабочей поверхности которог выполнена горизонтальная канавка для накопления и удержания на поверхности сварочной ванны шлака З Целью изобретения является обеспечение сварки горизонтальных швов и стабильнобти процесса путем удердания сварочной ванны с одновременным повышением качества шва. Это достигается тем, что в спосо бе сварки швов на вертикальной плос кости, при котором электрод подают разделку кромок, а шов формируют принудительно с помощью охлаждаемого ползуна, электрод подают в раз делку под переднюю часть ползуна на расстоянии 3/16-5/18 ширины раскрытия свариваемых кромок под углом 55-65 к вертикальной плоскости и 60-70 к горизонтальной плоскости. Устройство для осуществления спо соба содержит укрепленный на кроншт не. водоохлаждаемый ползун с формиру канавкой, а на передней части ползуна выполнен выступ шириной 3/4-5/6 ширины раскрытия свариваемых крЬмок и высотой, равной ширине формирующей канавки, при этом выступ имеет наклон 45-65 к направ лению сварки. В предлагаемом способе сварки удержание сварочной ванны и удовлет ворительное формирование шва -обеспе чивается сочетанием технологических параметров процесса сварки и геометрической формой ползуна. На фиг. 1 представлена схема сварки, общий вид; на фиг. 2 - схема сварки, на которой показан угол наклона электрода относительно плоскости свариваемых листов, вид сверху; на фиг. 3 - схема с-варки, на которой показан угол наклона электрода в вертикальной плоскости, вид сбоку; на фиг. 4 - эскиз формирующего ползуна, где В - ширина раскрытия свариваемых кромок, Сварка производится следующим образом. Сварочная горелка 1 устанавливается перед медным водоохлаждаемым ползуном 2 под углом в горизонтальной плоскости 60-70° (фиг. 1),,а в вертикальной плоскости 55-65 относительно плоскости свариваемых листов 3. В процессе сварки электрод 4 направляют под ползун 2 в зону, расположенную на расстоянии 3/16-5/18 ширины раскрытия свариваемых кромок Гили 1/4-1/3 ширины выступа), а ползун с помощью пружин (на чертеже не показано) и крон штейна5 поджимают к свариваемым кромкам. Совместное перемещение сварочной горелки 1 и ползуна 2 относительно свариваемого стыка при неизменных углах наклона электрода обеспечивает стабильность процесса и удовлетворительное формирование шва при сварке за один проход элементов толщиной от 4 до 40 мм. Ползун 2 имеет наклЪнный выступ 6 (фиг. 4) шириной 4/5-5/6 ширины раскрытия кромок и углом скоса 4565° . С внутренней стороны ползуна 2 имеется формирующая канавка 7, которая обеспечивает получение требуемой величины усиления шва 8. Ширина канавКи зависит от ширины раскрытия свариваемых кромок и может быть равной или несколько превышать (на 2-3 мм) эту величину. Выбороптимальных диапазонов технологических параметров процесса сварки производят при сварке порошковой проволокой диаметром 3 мм пластин толщиной 26 мм, имеющих К-образную разделку кромок. Геометрическую форму ползуна оценивают по стабильности процесса сварки и отсутствию сварочных дефектов (не3заполнение кромок, шлаковые включения) . При ширине выступа на передней части ползуна больше 5/6 ширины раскрытия кромок зона ввода электродов под ползун становится узкой и дуга раскрытия кромок - сварочная ванна вытекает из-под ползуна. Углы наклона электрода выбраны, исходя из условий стабильности процесса сварки и удовлетворительного
формирования шва. Стабильность процесса и хороший внешний вид шва получены при угле наклона электрода в горизонтальной плоскости 60-70 и в вертикальной плоскости 55-65° относительно плоскости свариваемых листов. Характерными дефектами при. выходе за указанные диапазоны являются: вытекание расплава из зоны сварки перед ползуном, незаполнение разделки, подрезы, шлаковые включения, плохая отделимость шлаковой корки.
Положение электрода относительно ползуна в диапазоне 3/16-5/18 ширины раскрытия свариваемых кромок обеспечивает условия для протекания таких физико-химических процессов в сварочной ванне, как всплывани шлака на поверхности жидкого металла, выход газа, а также удержание расплава в разделке кромок.
Использование предлагаемого способа позволяет в 2-3 раза увеличить скорость сварки в зависимости от толщины свариваемых листов. Высокая погонная энергия процесса и возмож-. ность выполнения сварки одновременно с двух сторон позволяет увеличить глубину проплавления, в связи с чем открываются пути экономии наплавленного металла за счет уменьшения угла разделки кромок и увеличения притупления верхней кромки. Кроме того, сварка листов толщиной до 14-16 мм может производится без разделки кромок, что позволяет с учетом вышеизложенного уменьшить объем наплавленного металла на 30-40% с соответствующим увеличением скорости сварки.
Формула изобретения
1.Способ сварки швов на вертикальной плоскости, при котором электрод подают в разделку кромок, а шов формируют принудительно с помощь{о охпаждаемого ползуна, отличаюц и и с я тем, что, с целью обеспечения сварки гориэонтальных швов и стабильности процесса йутем удержания йварочной ванны с одновремен0ным повышением качества шва, электрод подают в разделку под передшого часть ползуна на расстояние 3/165/18 ширины раскрытия свариваемых кромок под углом 55-65° к вертикаль ной плоскости и 60-70 к горизонталь5ной плоскости.
2.Устройство для осуществления способа, содержащее укрепленный на кронштейне водоохлаждаёмый ползун
0
с формирующей канавкой, от л и чающееся тем, что на передней части ползуна выполнен выступ шириной 3/4-5/6 ширины раскрытия кромок и высотой, равной ширине фор мирующей канавки, при этом выступ
5 имеет наклон 45-65 к направлению сварки.
Источники информации, принятые во внимание при экспертизе
D
1.Походня И.К. и др. Сварка порошковой проволокой. Киев, Наукова думка, 1972, с. 174.
2.Патон Е.О. Автоматическая электродуговая сварка. М., Машгиз,
5 1953, с. 207.
3.Авторское свидетельство СССР № 570472, кл. В 23 К 37/06, 1976.
Hanj ff /teHue
/
770693 cSafKif
//«-//Л
У
/ J s ,Л
fui.}
| название | год | авторы | номер документа |
|---|---|---|---|
| Формирующее устройство для сварки вертикальных швов | 1980 |
|
SU1039679A1 |
| Способ дуговой сварки стыковых вертикальных соединений | 2023 |
|
RU2811485C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Ползун для принудительного форми-РОВАНия гОРизОНТАльНОгО шВА НАВЕРТиКАльНОй плОСКОСТи | 1979 |
|
SU814633A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2530104C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Способ импульсно-дуговой сварки неплавящимся электродом | 1981 |
|
SU988489A1 |
| Способ дуговой сварки горизонтальных швов на вертикальной плоскости | 1975 |
|
SU585930A1 |
| РАЗДЕЛКА КРОМОК ПОД СВАРКУ | 1970 |
|
SU283448A1 |

