Известен способ изготовления заполненных продуктом и герметически закрытых пакетов из достаточно жесткого и пластического материала, имеющего форму трубы, путем формовки с помощью элементов, выполненных по конфигурации изготовляемых пакетов, в присутствии подлежащего упаковке продукта, оказывающего противодавление элементам, герметического запечатывания и отделения от трубы.
Предлагаемый способ позволяет регулировать противодавление, передвигаться трубе в полости формующих элементов во время формовки и исключить таким путем образование складок, а также разрыв пакетов.
Такое преимущество достигается тем, что формовку осуществляют в две стадии, причем в первой стадии одновременно или последовательно формуют дно и боковые стенки в тот момент, когда верхняя часть образуемого пакета частично или полностью открыта, а во второй стадии формуют верхнюю часть одновременно с запечатыванием.
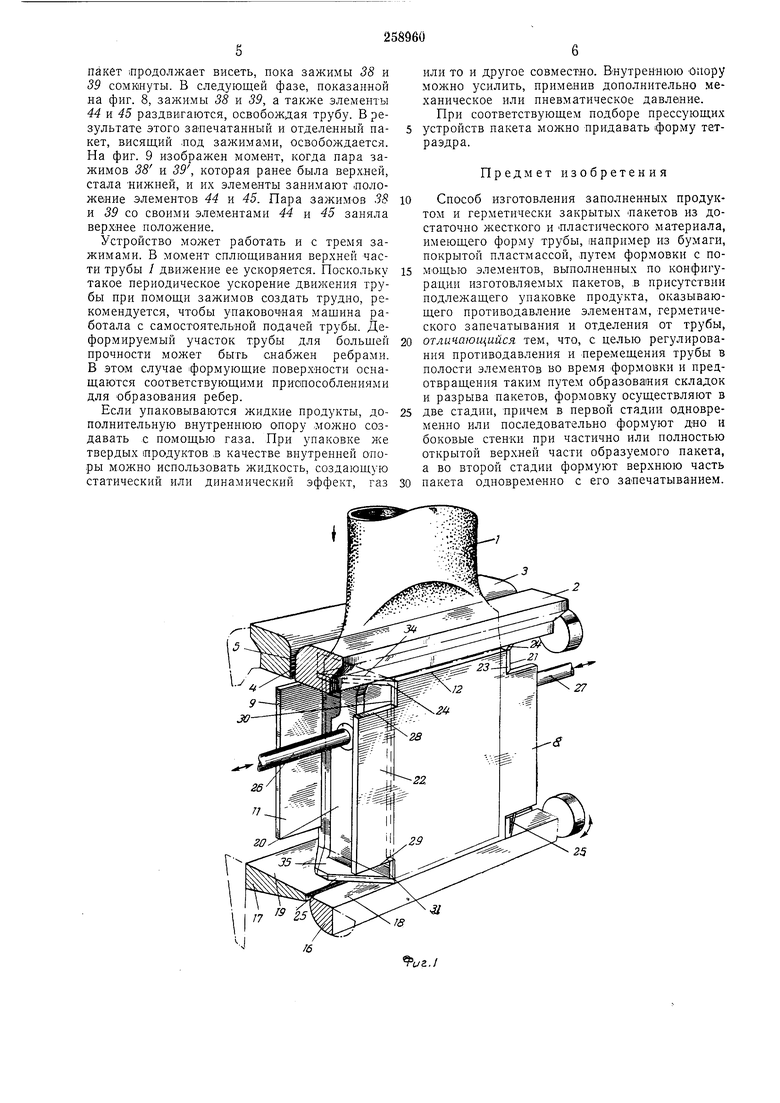
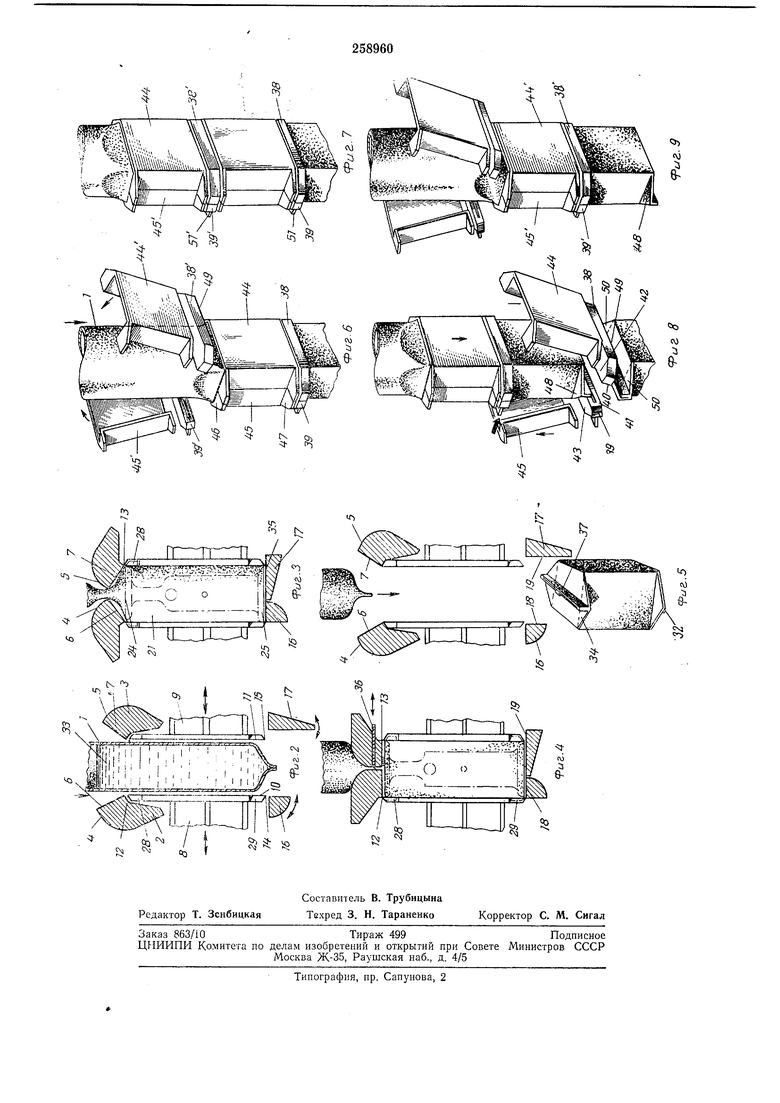
Предлагаемый способ поясняется устройством. На фиг. 1 изображен общий вид устройства с периодической подачей трубы; на фиг. 2-5 - разрез этого устройства на различных стадиях формования пакета; на фиг. 6-9 вариант устройства с .непрерывной иодачей трубы на различных стадиях.
Согласно первому варианту пакет формуют из трубы / с помощью устройства, содерлчащего обогреваемые створки (зажимы) 2 -и 3, имеющие уплотняющие поверхности 4-7 для
перехвата трубы поперек ее оси и разделения ее на запечатанные пакеты; неподвижные пластины или плиты 8 И 9 с параллельными поверхностями 10 и //, верхними 12 и 13, а также нижними 14 и 15 горизонтальными
гранями. Кроме того, устройство имеет шарнирно установленные створки 16, 17 с плоскими поверхностями 18, 19 и расположенные между поверхностями 10, 11 пластин 8, 9 ползуны 20 и 21, приводимые в движение в горизонтальном направлении и .имеющие вертикальные поверхности 22 и 23, перпендикулярные соответственно поверхностям 10 и //, верхние горизонтальные поверхности 24 (на чертеже изображена только одна) и .нижние 25
(на чертеже изобрал ена также только одна). Ползуны перемещаются штоками 26 и 27. Пластины 8 и Р имеют верхние 28 и нижние 29 угловые вырезы, в которые входят соответственно верхние 30 и ниж.ние 31 выступы ползуИОВ.
Труба подается между пластинами 8 и 9 вниз таким образом, что она |располагается несколько ниже граней 14 и 15 .пластин 8 и 9. После формовки в нижней части трубы обратруба подана в полость между пластинами 8 и 9, ползуны начинают двигаться навстречу ОДИ1Н другому до крайнего положения, ограничааного вырезами 28 и 29. В этом .положении передние поверхности 22 и 23 ползунов вместе с поверхностями 10 и 11 пластин образуют полость в виде параллелепипеда.
Труба 1 содержит столб 33 жидкости, количество которой превышает объем указанной полости. Благодаря гидравлическому давлению стенки трубы прижимаются К передним поверхностям 22 и 23 ползунов, к поверхностям 10 -R 11 пластнн, а также к верхним и нижним -поверхлостям 24 и 25 ползунов. Вдоль последних образуются выступающие треугольные клапаны 34 и 35.
После перемещения ползуно в 20 и 21 поворачиваются нижиие Створки 16 и 17, как показано на фиг. 2, И их поверхности ,18 и 19 образуют плоское дно, .перекрывая соответствующие нижние поверхности 25 ползунов и сдавливая два соответствующих двухслойных треугольных клапана 35. Створка 17 прижимает уплотняющее ребро 32 к нижней торцовой поверхности упаковки.
Во время формовки дна поворачиваются створки 2 и 5, которые своими поверхностями 4, 5, 6 W. 7 взаимодействуют с верхними поверхностями ползунов и формуют трубы /, отделяя столб заполняющего пакет продукта.
Поверхности 4 и 5 или одна из них обогреваются, -благодаря чему труба надежно уплотняется и запечатывается. Когда створки 2 и 5 поворачиваются до своего конечного положения, показанного на фиг. 4, операция формовки заканчивается. В этом положении поверхности б, 7, ,18 И 19, поверхности 10 и 11 пластин и передние поверхности 22 и 23 ползунов ограничивают полость параллелепипеда, из которой .выступают клапаны 34 и 35.
По окончании формовки нож 36, установленный в створке 3, отрезает пакет, а створки и ползуны возвращаются в исходное положение, как показано на фиг. 5. В результате получается пакет с нижним подогнутым ребром 32, верхним ребром 37 и треугольными клапанами 34 и 35. Верхнее ребро и клапаны могуг быть прижаты .соответственно к верхней торцовой поверхности и к боковым стенкам.
При такой формовке стенки трубы не растягиваются, так как упаковываемый материал создает внутреннюю опору. Опорное давление упаковываемого материала может быть динам.ическим, возникающим при деформации .отрезка ирубы, или статическим.
Пакетам можно придавать любую другуо форму при соответствующем подборе прессующих устройств.
Выше описан пример упаковки жидкого продукта, заполняющего трубу по всему сечению и отделяемого вместе с участком трубы по уплотнительным зонам. При упаковке продукта в форме гранул или порощка можно подавать тродукт внутрь трубы таким образом, чтобы отрезок трубы во время по крайней мере
части операции формования целиком не зйполнялся. В этом случае необходимо в начальной стадии прессо.вания заполнять внутреннюю полость пакета газом под соответствующим статическим давлением. Газ самостоятельно или вместе с заполняющим продуктом должен действовать как необходимая внутренняя опора. В случае упаковки твердого продукта вместо газа можно применять жидкость.
Способ может быть осуществлен с помощью устройства непрерыв.ного действия, которое содержит две иди более .пары совместно действующих зажимов 38 и 39 для поперечного сплющивания и подогрева трубы /, соверщающих вместе с трубой движение вниз и затем возвращающихся вверх (см. фиг. 6-9). Каждый из этих зажимов имеет грани 40 и 41, а также поверхности 42 и 43.
С зажимами шаряирно соединены формуюЩие элементы 44 и 45, имеющие U-образную внутреннюю поверхность и снабженные фланцами 46 И 47. В закрытом положении формующие элементы вместе с соответствующими сторонами и соответственно с их фланцами 46
и 47 образуют из трубы плоскую поверхность. На фиг. 6 зажимы 38 и 39 находятся в замкнутом /положении. В этом положении зажимы 38 и 39 переместили соответствующие элементы 44 и 45 по направлению к трубе. Как только элементы соприкоснутся .с трубой, последняя начинает .деформироваться. При этом деформации между зажимами и нижними сторонами фланцев 47 образуются двухслойные треугольные клапаны 48.
Па фиг. 7 показано, как последующая пара зажимов 35 и 39 сомкнулась вокруг трубы и уплотнила ее в поперечном направлении над элементами 44 и 45. Под давлением верхних зажимов 38 и 39 отрезок трубы, заключенный
между элементами 44 и 45, сплющивается нижними поверхностями 49, в результате чего образуются два треугольных двухслойных клапана 50, подобные клапанам 48. В данном случае материал, заполняющий пакет, также
действует в качестве .внутренней опоры во время деформации трубы.
Поскольку верхняя пара зажимов 38 и 39 не закрыла трубу полностью, 1статическое давление заполняющего материала, который расположен поверх поперечного уплотнения, будет способствовать деформации трубы. Когда зажимы 38 и 39, их элементы 44 и 45 и верхние зажимы 38 .и 39 находятся в замкнутом положении, то из участка трубы образуется
параллелепипед, имеющий два ребра, выступающие под прямыми углами в средней плос.кости симметрии (по одному ребру с каждой торцовой стороны). В связи с движением зажимов 38 и 39 элементы 44 и 45 начинают
деформацию следующего участка трубы.
В каждой паре один из зажимов 39 и 39 имеет нож 51, 51 для отделения пакетов от трубы. На фи1Г. 7 изображен момент, когда нож нижней пары зажимов 38 и 39 отделяет пакет (Продолжает висеть, пока зажимы 38 и 55 сомкнуты. В следующей фазе, показанной на фиг. 8, зажимы 38 и 39, а также элементы 44 и 45 раздвигаются, освобождая трубу. В результате этого запечатанный и отделенный пакет, висящий -под зажимами, освобождается. На фиг. 9 изображен момент, когда пара зажимов 55 и 39, которая ранее была верхней, стала -нижней, и их элементы занимают .положение элементов 44 и 45. Пара зажимов 38 и 39 со своими элементами 44 и 45 заняла верхнее положение. Устройство может работать и с тремя зажимами. В момент сплющивания верхней части трубы / движение ее ускоряется. Поскольку такое периодическое ускорение движения трубы при помощи зажимов создать трудно, рекомендуется, чтобы упаковочная мащина работала с самостоятельной подачей трубы. Деформируемый участок трубы для больщей прочности может быть снабжен ребрами. В этом случае |формующие поверхности оснащаются соответствующими приспособлениями для образования ребер. Если упаковываются жидкие продукты, дополнительную внутреннюю опору можно создавать с помощью газа. При упаковке же твердых продуктов ,в качестве внутренней опоры можно использовать жидкость, создающую статический или динамический эффект, газ
)
25
31 или то и другое совместно. Внутреннюю опору усилить, применив дополнительно механическое или пневматическое давление. При соответствующем подборе прессующих устройств пакета можно придавать форму тетраэдра. Предмет изобретения Способ изготовления заполненных продуктом и герметически закрытых пакетов из достаточно л :есткого и пластического материала, имеющего форму трубы, например из бумаги, покрытой пластмассой, нутем формовки с помощью элементов, выполненных по конфигурации изготовляемых пакетов, .в присутствии подлежащего упаковке продукта, оказывающего противодавление элементам, герметического запечатывания и отделения от трубы, отличающийся тем, что, с целью регулирования противодавления и перемещения трубы в полости элементов во время формовки и предотвращения таким путем образования складок и разрыва пакетов, формовку осуществляют в две стадии, причем в первой стадии одновременно или последовательно формуют дно и боковые стенки при частично или полностью открытой верхней части образуемого пакета, а во второй стадии формуют верхнюю часть пакета одновременно с его запечатыванием.