Изобретение относится к способу изготовления панелей и труб переменного сечения, имеющих бобышки и оребрение различной формы, с любым заданным расположением и может быть применено в области обработки металлов давлением.
Из1вестен способ изготовления таких изделий прессоваяием на подвижной оправке.
Недостатками известного способа являются крайне низ-кий коэффициент использования металла (не более 15-20э/о от веса заготовки) и возможность подрезания ребер.
С целью ликвидации указанных недостатков изготовление изделий предлагаемым способом производят последовательно ло участкам, при этом вытесняют объем .металла, .превышающий необходимый для оформления участка изделия, из зоны, примыкающей к оправке, в остальную часть контейнера, а после останова оправки перемещают вытесненный металл для оформления последующего участка изделия.
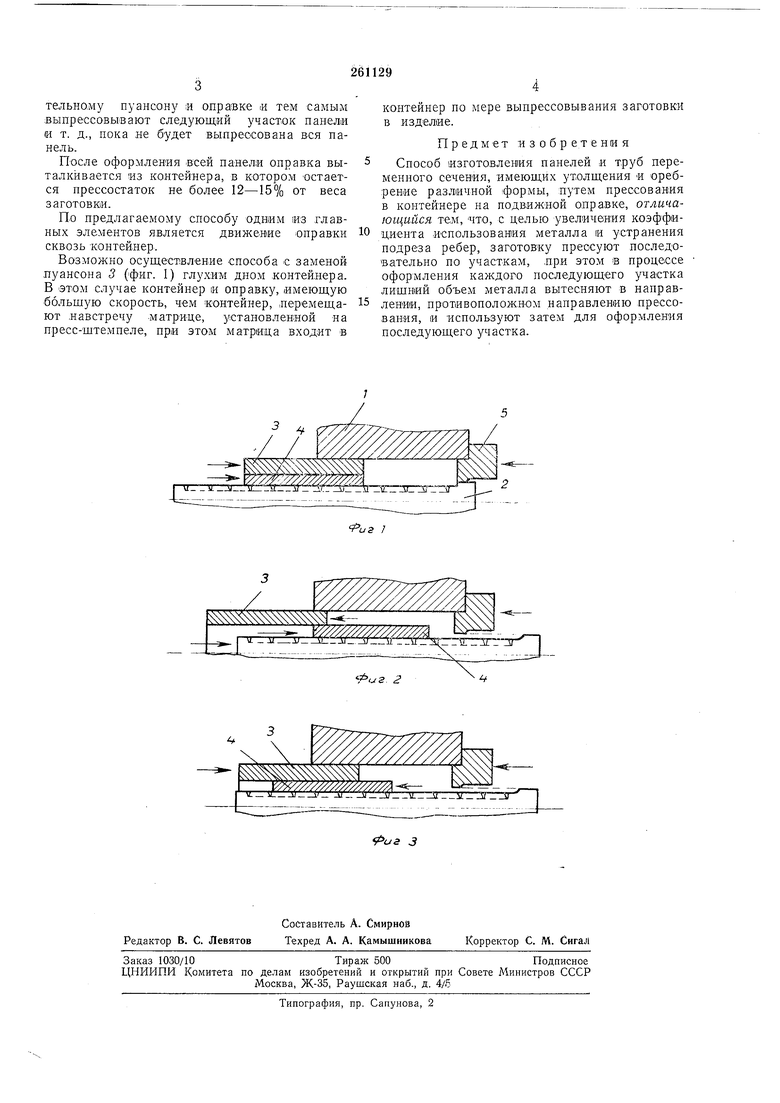
На фиг. 1-) показана последовательность осуществления описываемого способа.
В контейнер / вводят оправку 2 (см. фиг. 1), прикладывают усилие одновременно к основному пуансону 3 и вспомогательному пуансону 4. В результате, заготовка, находящаяся в контейнере, распрессовывается и металл затекает на участок олравки, находящийся в данный момент в контейнере, при этом оформляются ребра и бобышки панели (трубы). Затем приводят в движение оправку вместе с вспомогательным пуансоном, и происходит оформление полотна панели при прохождении оправки сквозь матрицу 5. Поскольку поперечное сечение вспомогательного пуансона значительно превосходит сечение металла, .проходящего в зазор между матр.ицей
и оправкой, объем металла, превышающий необходимый для оформления данного участка панели, вытесняется из зоны между матрицей и вспомогательным пуансоном и выталкивает основной пуансон из контейнера
(с.м. фиг. 2). В момент приближения вспомогательного пуансона к матрице усилие с него и с оправки снимают и прикладывают к основному пуансону.
Вытесненный металл под действием основного пуансона возвращают обратно в зону между .матрицей и вспомогательным пуансоном, выталкивая последний из контейнера (см. фиг. 3), благодаря чему открывается следующий участок оправки, И происходит оформление ребер и бобышек следующего участка панели.
тельно.му пуансону я оправке « тем самым выпрессовывают следующий участок панели и т. д., пока не будет выпрессована вся панель.
После оформления всей панели оправка выталкивается из контейнера, в котором -остается прессостаток не более 12-15% от веса заготовки.
По предлагаемому способу одним из главных элементов является ionpaBKH сквозь контейнер.
Возможно осуществление способа ic заменой пуансона 3 (фиг. 1) глухим дном .контейнера. В этом случае контейнер и оправку, имеющую большую скорость, чем контейнер, перемещают навстречу матрице, установленной на пресс-штемпеле, при этом матрица входит в
контейнер по мере выпрессовывания заготовки в изделие.
Предмет изобретения
Способ изготовлен1ия панелей и труб переменного сечения, имеющих утолщения и оребрение различной формы, путем прессования в контейнере на подвижной оправке, отличающийся тем, что, с целью увеличения коэффициента использован1ия металла и устранения подреза ребер, заготовку прессуют последовательно по участкам, при этом в процессе оформления каждого последующего участка лишний объем металла вытесняют в направлении, противоположном направлению прессования, и используют затем для оформления последующего участка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ВНУТРЕННИМ ВИНТООБРАЗНЫМ ОРЕБРЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2582842C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2094148C1 |
| Способ прессования труб с внутренними ребрами и утолщениями | 1959 |
|
SU126725A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВНУТРЕННИМ ВИНТООБРАЗНЫМ ОРЕБРЕНИЕМ | 2014 |
|
RU2554261C1 |
| Способ изготовления ребристых панелей | 1959 |
|
SU119505A1 |
| Способ жидкой штамповки | 1987 |
|
SU1577916A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1561331A1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью | 1988 |
|
SU1570831A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
А./г. 2
аг 3
