Известны способы автоматической подналадки исполнительного органа станка в условиях активного контроля регулируемого параметра.
Описываемый способ позволяет уменьшить Поле рассеяния фактических размеров изделий, для чего в качестве регулирующего параметра принимают нормальную составляюгцую усилия резания, которую определяют по измерениям первой партии обработанных при заданном размере изделий в количестве 40-50 штук, с этим значением сравнивают фактическое усилие резания при обработке всех последующих изделий и по величине рассогласования регулируют подачу исполнительного органа станка.
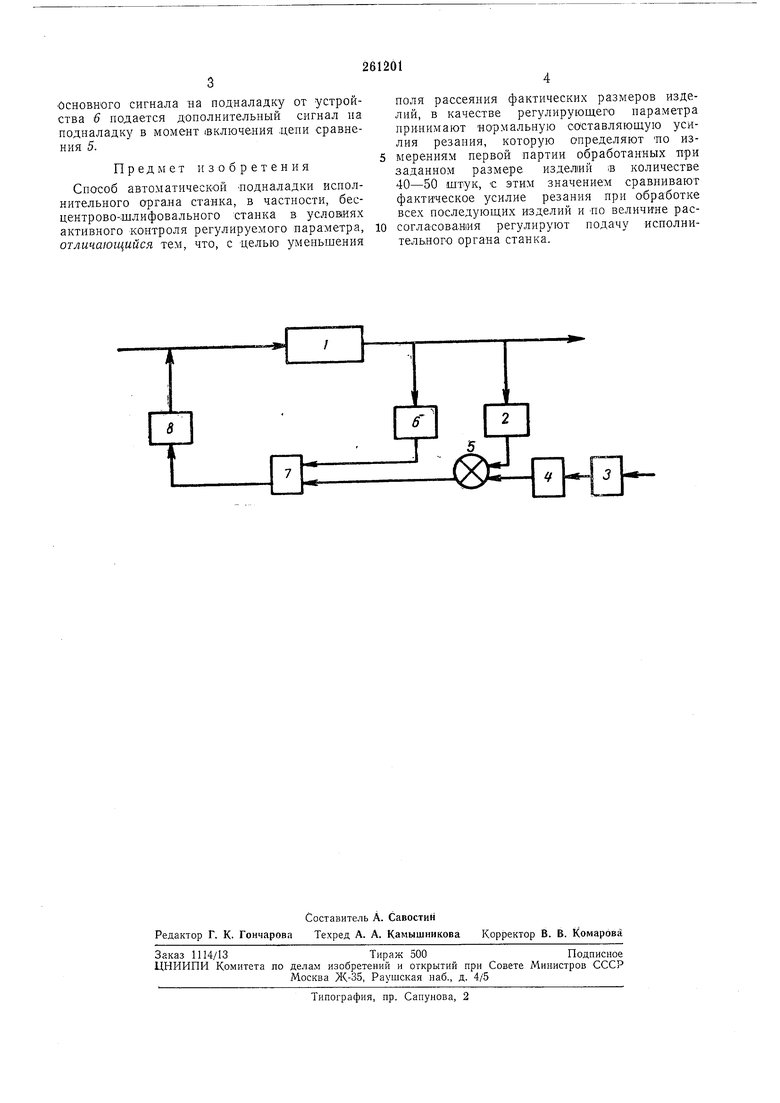
Способ поясняется чертежом.
Регулирование объекта / осуществляется устройством, состоящим из сглаживающего фильтра 2, задающего элемента 3, реле времени 4, цепи сравнения 5, устройства -6, измеряющего величину затраченной работы, релейного элемента 7 и подналадочяого устройства 8.
При ведении обработки с подналадкой Описываемым способом, например при шлифовании на бесцентрово--щлифовальном станке, размер изделия контролируется постоянной составляющей усилия резания, определяемой для данных условий резания непосредственно
в процессе обработки. Постоянная составляющая является параметром управления замкнутого цикла регулирования, который учитывает все действующие факторы при данных услоВИЯХ обработки и управляет працессом IB целом.
Выведение инструмента на обработку заданного размера осуществляется обычным способом. В это время контур регулирования
разомкнут, сигнал от устройства 6 проходит через релейный элемент 7, подналадка осуществляется оператором по разомкнутому циклу регулирования. После обработки определенного количества изделий (40-50 штук),
определяемого ностоянной сглаживающего фильтра 2, выделяется постоянная составляющая усилия резания обработанных деталей и пропорциональное ей напряжение устанавливается на задающем элементе 3 как заданный
параметр регулирования. Затем (включается замкнутый контур регулирования, т. е. заданное значение постоянной составляющей усилия резания через определенное время сравнивается со значением, существующим в этот
момент. Если мгновенное значение составляющей больше заданного, сигнал от устройства 6 не проходит через релейный элемент 7, если значения равны, через релейный элемент 7 Проходит сигнал на подналадку, если мгноОсновного сигнала на подналадку от устройства 6 подается дополнительный сигнал на подналадку в момент включения цепи сравнения 5.
Предмет и зобретения
Способ автоматической -подналадки исполнительного органа станка, в частности, бесцентрово-шлифовального станка в условиях активного контроля регулируемого параметра, отличающийся тем, что, с целью уменьшения
поля рассеяния фактических размеров изделий, в качестве регулирующего параметра принимают нормальную составляющую усилия резания, которую определяют по измерениям первой партии обработанных при заданном размере изделий ;в количестве 40-50 штук, с этим значением сравнивают фактическое усилие резания при обработке всех последующих изделий и -по величние рассогласовалия регулируют подачу исполнительного органа станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА СТАТИЧЕСКОГО УПРАВЛЕИИЯ РАЗМЕРОМ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ ''''*^ - | 1970 |
|
SU272416A1 |
| Система для автоматического управления металлорежущим станком | 1977 |
|
SU738832A1 |
| Система с переменной структурой для управления металлорежущим станком | 1981 |
|
SU972473A1 |
| Устройство для автоматической подналадки многорезцовых станков | 1979 |
|
SU876313A1 |
| Система автоматического управления токарным станком | 1975 |
|
SU650782A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ПОДНАЛАДКИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА | 1971 |
|
SU305342A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК НА СТАНКАХ С ЧПУ | 2013 |
|
RU2544713C1 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353501C2 |
| Способ управления точностью обработки | 1985 |
|
SU1240560A1 |
