Изобретение относится к станкам с расположенными по окружности поворотного барабана матрицами, передвижные части которых перемещаются при помощи радиальных толкачей от насаженного на основном валу эксцентрика. В предлагаемом станке, предназначаемом для массового изготовления заклепок, болтов и т. п. изделий, к барабанам прикреплены торцрвые шайбы, снабженные кулаками для поступательного перемещения расположещных по окружности барабана штемпелей и толкачей, из которых последние служат для выталкивания изделий из матриц и подвода в последние заготовок.
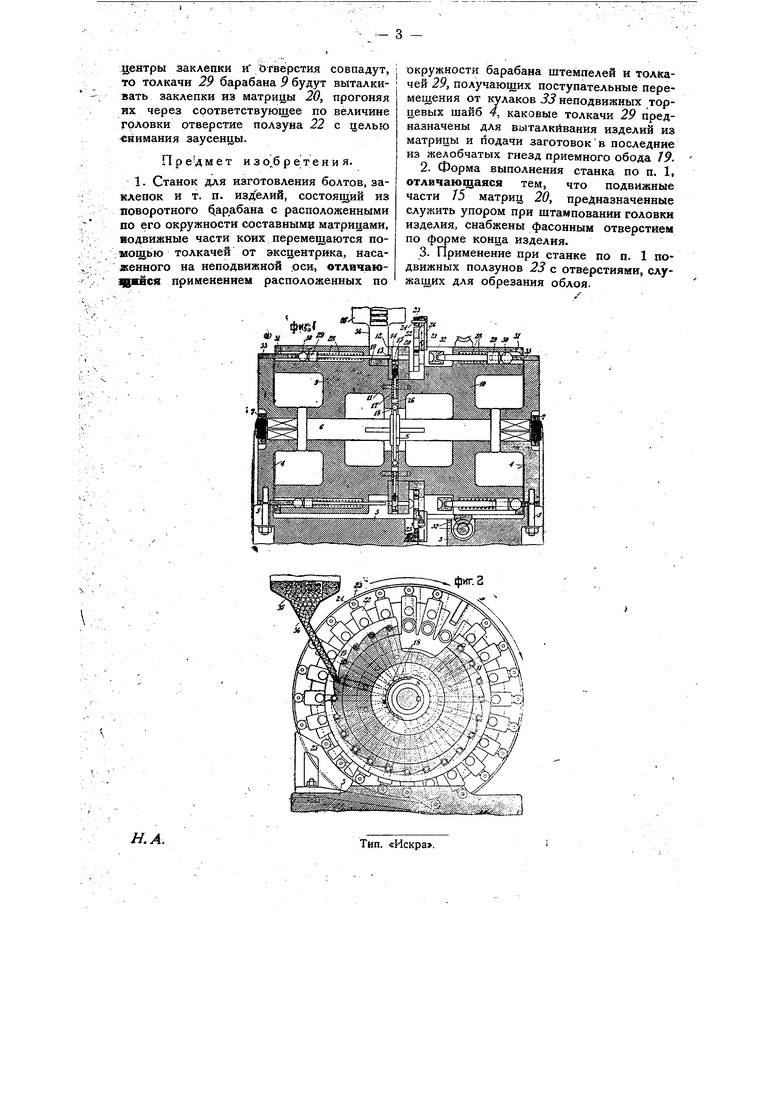
На чертеже фиг. 1 изображен продольный разрез станка для изготовления заклепок и фиг. 2 - тоже в разрезе.
На станину 3 в концы дугообразных приливов (пунктир на фиг. 2) вставляются соответственно обточенные торцевые шайбы 4 и наглухо привинчиваются болтами 5 к станине 3. В центрах шайб имеются квадратные отверстия, в которые вставляется своими квадратными концами вал б, закрепляемый контргайками 1, На валу 6, на шпонках насаживаются различных форм кулачки 8, в данном случае один. Вокруг вала 6 вращается с определенной скоростью барабан, составленный из нескольких, более мелких, в данном частном случае двух-9 и 70, которые скрепляются неподвижно друг с другом, напр., при помощи штифтов 77. Барабаны 9 и }0 несут на себе рг1зличное снаряжение, необходимое для производства нужных операций по изготов1 ению какой-либо детали. При горячем осаживании головок на заклепках диаметром не больше 1 сантиметра возникнут небольшие напряжения, вследствие чего для изготовления заклепок на барабане неподвижно укрепляется кольцо J2 с отверстиями 75 и профрезерованными радиально канавками f4 для подвижных частей 75 матриц 20, ввинченных в них толкачей J6, пружинки 77, шарика 78 и кулачного диска На том же барабане 9 неподвижно укрепляется приемный обод 79, имеющий вид храпового колеса, с профрезерованными параллельно оси вращения барабана полукруглыми желобами, в которые попадают из питателя заготовки. На барабане 70 также неподвижно укрепляются матрицы 20, в которых круглые отверстия своевременно заполняются заготовками и на время высаживания головки с левой стороны прикрываются подвижными частями 15, выдвигаемыми кверху дисковым кулачком 8,
Так же неподвижно укрепляется на барабане W кольцо 21 с профрезёрованными радиально канавками и выбранными снаружи пазами, в котррых перемещаются ползуны 22 с отверстиями, через которые в нужные моменты йроталкиваются готовые заклепки для удаления с них заусеницы (облоя). Каждый из ползунов 22 несет на себе ролик 23, вращающийся на закрепленной в ползуне оси 24, и получающий движение к центру от неподвижного клинообразного кулака 25. В обратное положение ползуны отводятся пружинами 26 (фиг. 1-пунктир) ri упираются в надетую на кольцо 2/ шину, сняв которую можно производить замену ползунов.
По окружности барабанов 9 я 10 ил определенном расстоянии от центра и на одинаковом друг от друга просверливается нужное количество круглых отверстий, через которые протачивается канавка, совпадающая своей осью с осями отверстий и шириной не превышающая их диаметра. В отверстия барабанов вставляются пружины 28, толкачи 29 и шарики 30 после чего надеваются кольца 31, предохраняющие шарики и толкачи от выбрасывания из барабана, а также защищающие толкачи от пыли и мусора. На толкачи барабана 10 насаживаются штемпеля. 32. В канавки барабана входят соответственно своему назначению обрезанные с торца кулаки 33, закрепленные на дисках 4. При вращении барабанов кулаки 33 приводят в движение толкачи 29, которые совместно с ползунами 22 и подвижными частями /5 через посредство взаимодействующих с ними кулаков 8, 25 совершают в последовательном и строго согласованном порядке все операции по изготовлению заклепки, т.-е. делают головку, обрезают заусенцы, обжимают конец стержня заклепки. При изготовлении более сложных деталей применяется большее число кулаков 8, 25 и т. д. Изготовление, например, болтов, потребует только одного дополнительного кулачка навал 6, чтобы обжимать головку с двух сторон, а при изготовлении дЪталей, требующих больших усилий, к в еханически воспроизводимым давлениям, можно присоединить другие пневматические, гидравлнческие и электрические приспособления какой угодно мощности.
При работе станка на некотором возвышении: устанавливается режущий станок с приспособлением для автоматической подачи разрезаемых на заготовки нужной/ длины стержней. Заготовки под действием собственного веса по наклонному лотку поступают в печь 35, при проходе через которую разогреваются до нужной температуры. Когда куски разог{5Ьты, включается электромотор, приводящий во вращение через червячную передачу 37 станок со всем имеющимся на нем снаряжением. При том разогретые заготовки (фиг. 2) по лотку 36 будут скатываться В желобки приемного обода /Р, поочередно проходящие мимо выходного отверстия лотка 36. Такое | стройство обода /Р дает возможность сообщить значительную окружную скорость вращающимся .барабанам и обеспечивает надежности работы питателя. Попавшие в желобки заготовки, вращаясь вместе с барабанами, сразу начинают проталкиваться толкачами 29 сквозь отверстия 7J кольца 72 и отверстия матрицы 20. Когда заготовки будут находиться в матрице 20, то толкач 2Р отходит немного назад. В этот момент от центра выдвигается часть 75 и штемпель 52, .ударяя слегка по заготовке,, отскочит обратно. Конец же заготовки, войдя при STOW в слегка конусное отверстие, обжимается. Затем толкач 2Р слева вытолкнет заготовку в матрицу 20, а сам опять немного отойдет обратно, и в I этот момент часть 75, посредством толкача 76, передвинется от центра и закроет отверстие матрицы 20. Далее, штемпель 32, перемещающийся посредством кулака 33, осадит на раскаленной,. заготовке головку заклепки с образованием небольшой заусенцы, получающейся из допускаемого, на полноту головки материала. Когда головка готова, то штемпель 32 уходит в свое правое краййее положение под действием пружины 28, часть /5 занимает самое близкое положение к центру, открывая слева доступ толкачам 29, подготовленным к выталкиванию заклепки. Ползуиь1-22 в это время своими роликами .23 надвигаются на кулак 25 (фиг. 2; внизу) и перемещаются к центру до совпадения имеющегося у них отверстия с головкой заклепки. Когда
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ МАССОВОГО ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ КАТУШЕК | 1927 |
|
SU35999A1 |
| Глиномялка | 1929 |
|
SU12552A1 |
| Станок для массового изготовления деревянных катушек | 1925 |
|
SU5818A1 |
| Машина для полирования мелких металлических изделий | 1926 |
|
SU19079A1 |
| Способ изготовления полупустотелых и пустотелых заклепок из проволоки | 1961 |
|
SU147903A1 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| Механизм для последовательного подвода заготовок к инструменту и к отводному лотку в станках для обрезки патронных гильз | 1933 |
|
SU36376A1 |
| Станок для изготовления гвоздей из ленточного металла | 1932 |
|
SU33125A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК ИЗ ПРОВОЛОКИ | 1936 |
|
SU52368A1 |
| Машина для изготовления дисковых колес | 1926 |
|
SU10983A1 |

