В предлагаемом станке для массового производства деревянных катушек поступающая из магазина заготовка цилиндрической формы попадает в выемки венца вращающегося барабана и, удерживаемая от собственного вращения бесконечной цепью с зазубренными звеньями, просверливается путем надвигания на сверло, под действием кулачного кольца, причем сверло так же, как и заготовка, помещено во вращающемся барабане. В дальнейшем заготовка с просверленным осевым отверстием подвергается обработке фрезами, придающими ей требуемую форму, после чего клиновидным упором готовая катушка сбрасывается в специальный желоб.
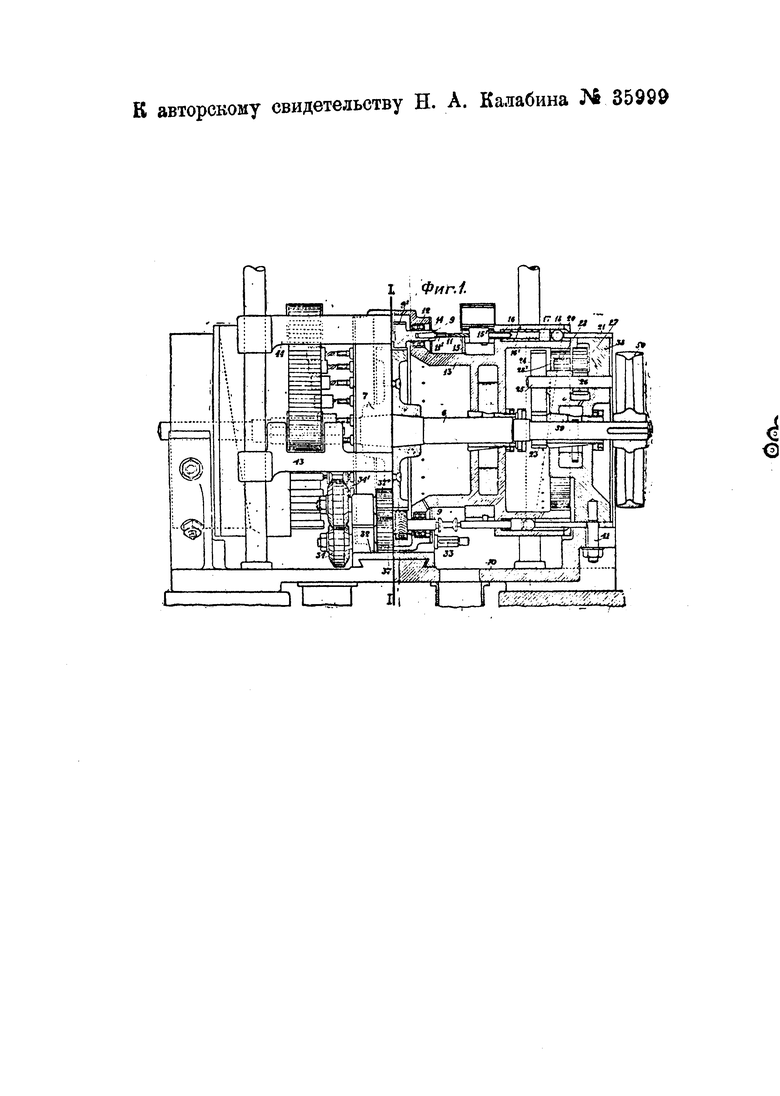
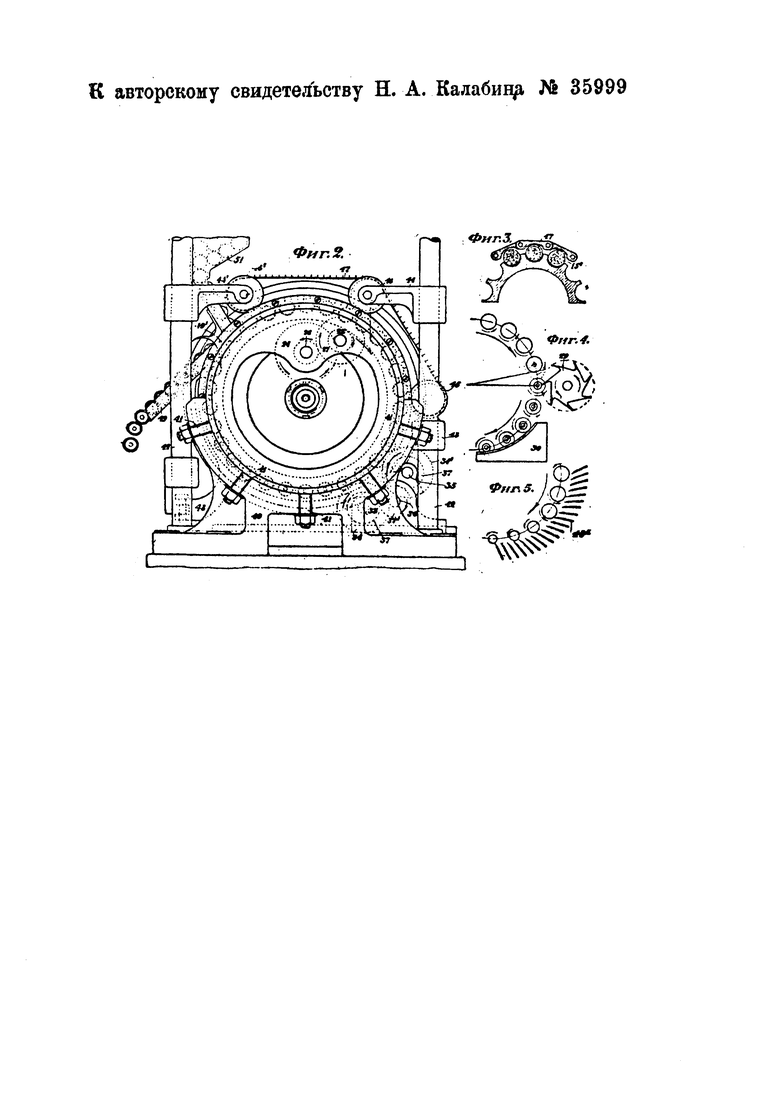
На чертеже фиг. 1 изображает вид станка спереди с частичным разрезом; фиг. 2 - вид станка сбоку; фиг. 3 - разрез мост желобчатого венца; фиг. 4-5 - вид сбоку режущих инструментов.
Предлагаемый станок состоит из двух аналогично работающих частей, симметрично расположенных относительно плоскости I-I.
На главном валу 6 (фиг. 1) станка на коническом утолщении его насажено колесо 7, составленное из двух половин. Вокруг колеса 7 расположены шпиндели 9 с двойными зубчатыми шестернями 9′. Шпиндели 9 несут сверла 11 и вращаются на шариковых подшипниках 12, укрепленных в соответствующих выемках главного барабана 13, который свободно насажен на валу 6 и состоит из двух половин, скрепленных болтами. Выемки с подшипниками закрываются крышками 14, чтобы не допускать масла на обрабатываемую катушку и предохранить механизм от засорения древесной пылью. К барабану 13 привинчиваются желобчатые венцы 15 так, что ось каждого желобка совпадает с осью сверла 11. Против каждого сверла по общей с ним оси с противоположной стороны барабана просверлены каналы 16′, в которые вставлены спиральные пружины 16, толкачи 17 и шарики 18. Предохранитель 20 не позволяет толкачам и шарикам под действием пружин выскакивать из канала 16′ и, плотно прилегая к кулачному кольцу 21, не пропускает древесной пыли к толкачам.
Главный вал 6 станка вращается в подшипниках 39, расположенных в корпусе 38. Корпус 38 снабжен надетыми на него кулачными кольцами 21 и опирается на полукруглые гнезда станины 40 (фиг. 2), на которой он крепится болтами 41. На станине 40 устанавливаются вертикально четыре стержня 42, на двух из которых крепятся опоры 43, 44, несущие шкивы 45, 46, служащие для регулирования натяжения цепи 47 с зазубренными звеньями, огибающей шкивы 45, 46, 46′. На двух других стержнях 42 крепятся клиновидный упор 49′ и жолоб 49, которыми направляются готовые катушки, а также неподвижный клиновидный кулак 48. В верхней части стержни 42 крепятся своими концами к одной общей плите, на которой расположен магазин 51.
Механизм, осуществляющий вращение барабана 13, берет начальное движение от вала 6 через закрепленную на нем шестерню 23 (фиг. 1, 2) и через зубчатую передачу, осуществляемую шестерней 24, валиком 25 и другой закрепленной на нем малой шестерней 26, соединенной с большой шестерней 27 (фиг. 2), вращающейся вместе с малой шестерней 28, сцепленной с зубчатым венцом 28′ на внутренней поверхности барабана 13 и передающей последнему нужное число оборотов.
В нижней части станок снабжен направляющими, по которым ходят наподобие супортных салазок токарного станка салазки 32 с соответствующими приливами, в которых вращаются оси 33 с закрепленными на концах фрезерами 34 и оси 35, несущие фрезеры 34′, Фрезеры 34′ (фиг. 1, 2), кроме поступательного движения по направляющим и вращения вокруг своей оси, могут иметь качательное перемещение около оси 36. Ось 36 получает вращение от электромотора и через передачу 37′-37′′ сообщает вращение фрезеру 34′, а через передачу 37-37′ передает вращение оси 33, несущей фрезеры 34.
Фрезеры 34′ нагрубо обтачивают заготовки; фрезеры же 34 имеют своим назначением дать катушке нужную точность профиля и требуемую чистоту отделки.
На фиг. 5 изображено видоизмененное устройство для обработки заготовок, состоящее из неподвижно укрепленных резцов 40′, мимо которых проходят непрерывным потоком вращающиеся заготовки. Резцы 40′ установлены соответственным образом для достижения последовательности обработки и постепенно обтачивают заготовки, причем стружки удаляются струей воздуха, продуваемой вентилятором между резцами.
В другом видоизмененном устройстве, изображенном на фиг. 4, для чернового оформления заготовок первоначальная грубая обработка производится фрезерами 29, а окончательная отделка осуществляется серией ножей, соответственно очерченных и установленных на пути движения заготовок.
Работа станка происходит следующим образом. Через шкив 50 (фиг. 1, 2) главный вал 6 получает вращение по часовой стрелке (фиг. 2) от электромотора или трансмиссионного вала и через колесо 7 передает вращение шпинделям 9. Одновременно через шестерню 23 и зубчатую передачу 24, 26, 27, 28, 28′ получает вращение тоже по часовой стрелке барабан 13. При больших скоростях вращения шпинделей 9 их подшипники и зубчатая к ним передача от колеса 7 требуют непрерывной смазки. Последняя достигается тем, что в полости барабана 13 налито масло и шестерни 9′ шпинделей 9, касаясь его, переносят масло на колесо 7 и подшипники. При вращении барабана 13 заготовки 15′ непрерывным потоком из магазина 51 поступают в желобки венца 15 барабана 13, причем заготовки 15′ прижимаются бесконечной цепью 47 так, что зубцы цепи 47 впиваются в каждую заготовку (фиг. 3) и удерживают ее от вращения при сверлении в ней отверстия совместно с зазубренными частями 11′ сверл 11. Сверление происходит в течение всего времени, пока заготовка вместе с барабаном перемещается от магазина 51 до шкива 45 (фиг. 2), так как в этом промежутке заготовки надвигаются помощью кулачного кольца 21, шариков 18 и толкачей 17 на вращающиеся от колеса 7 сверла 9. После сверления заготовки подвергаются обработке фрезерами 29, 34, 34′ ( фиг. 2, 4) или ножами 40′ (фиг. 5), причем одновременно торцевые части катушек обрабатываются ножом 30 (фиг. 4) с криволинейным специально очерченным лезвием.
При дальнейшем продвижении барабаном 13 (фиг. 1, 2) готовых катушек после полного их оформления на них воздействует клиновидный упор 48, который снимает катушки с частей 11′ сверл 11. Далее на катушки действует клиновидный упор 49′, который их сбрасывает в жолоб 49, отводящий готовые катушки в приемник готовых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для автоматической подачи заготовки в горизонтально-сверлильных станках | 1940 |
|
SU86115A2 |
| Автомат для фрезерования секториальных канавок в несколько проходов | 1929 |
|
SU16976A1 |
| Многошпиндельный станок для сверления пуговиц | 1930 |
|
SU21438A1 |
| Станок для массового изготовления деревянных катушек | 1925 |
|
SU5818A1 |
| Станок для обточки деревянных шпуль | 1930 |
|
SU21416A1 |
| СТАНОК ДЛЯ МАССОВОГО ИЗГОТОВЛЕНИЯ ИЗ ДЕРЕВА ИЗДЕЛИЙ В ФОРМЕ ТЕЛА ВРАЩЕНИЯ | 1925 |
|
SU6324A1 |
| Станок для изготовления катушек | 1929 |
|
SU15152A1 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| Станок для изготовления деревянных конических, снабженных центральным каналом пробок | 1933 |
|
SU36000A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ЛОЖЕК | 1933 |
|
SU36632A1 |
1. Станок для массового изготовления деревянных катушек из сплошных цилиндрических заготовок, отличающийся применением барабана 13 (фиг. 1, 2), составленного из двух симметрично расположенных относительно плоскости I-I частей, свободно сидящего на валу 6, получающего через этот вал от привода вращение при посредстве зубчатых колес 23, 24, 26, 27, 28 и 28′ и снабженного по периферии в средней своей части рядом несущих сверла 11 шпинделей 9 с двойными зубчатыми шестернями 9′ на них, получающими вращение от насаженного накрепко на вал 6 свертного из двух половин колеса 7, и по концам - венцами 15 с желобчатыми для заготовок 15′ выемками (фиг. 3) и цилиндрическими, расположенными против сверл 11 и заготовок 15′, по общей с ними оси, каналами 16′ для помещения в них толкачей 17, находящихся с одной стороны под влиянием пружин 16, а с другой, через шарики 18, под воздействием неподвижных кулачных колец 21, каковой барабан 13 предназначен: 1) для принятия в желобки на венцах 15 заготовок из магазина 51 (фиг. 2), 2) просверливания в этих заготовках осевых отверстий путем надвигания на сверла 11 толкачами 17, под действием кулачных колец 21, заготовок, для удерживания которых от вращения при сверлении служат бесконечные цепи 47 с зазубренными звеньями (фиг. 2, 3), огибающими шкивы 45, 46, 46′, опоры 43, 44, 44′, у осей которых, в целях установки и натяжения цепей, сделаны переставными на неподвижных, связанных со станиною станка стержнях 42, 3) для проведения каждой из просверленных заготовок мимо одного фрезера 29 (фиг. 4) или последовательно мимо нескольких фрезеров, в целях обработки заготовки в форму катушки, 4) для снятия готовых катушек с зазубренных, предназначенных для удержания заготовки при обработке ее фрезером, частей 11′ на сверлах 11 путем воздействия на катушки неподвижным клиновидным кулаком 48 (фиг. 2) и 5) для сбрасывания готовых катушек в жолоб 49 под действием клиновидного упора 49′ (фиг. 2).
2. В станке по п. 1 применение ножа 30 (фиг. 4) с криволинейным специально очерченным лезвием для последовательной обработки торцевых частей катушек после оформления боковой их поверхности фрезером или фрезерами.
3. В станке по п. 1 применение для оформления заготовок фрезеров 34 и 34′ (фиг. 1 и 2), получающих вращение от мотора через ось 36 и зубчатую передачу 37, 37′, 37′′ и устанавливаемых перемещением поддерживающих их оси 33 и 35 салазок 32, в каковом устройстве ось 35 фрезера 34′ может получать для его установки качательные перемещения около оси 36.
4. В станке по п. 1 применение для оформления заготовок, вместо фрезеров, неподвижных, установленных соответственным образом для достижения последовательной обработки каждой из заготовок-резцов 40′ (фиг. 5), через промежутки между которыми продувается вентилятором воздух в целях удаления образующихся при обработке стружек.
5. В станке по п. 1 совместное применение для оформления заготовок сначала фрезера для грубой обработки, а затем неподвижных ножей для окончательной отделки.
