Известен способ изготовления полупустотелых и пустотелых заклепок из проволоки высадкой.
Описываемый способ изготовления полупустотелых и пустотелых заклепок из проволоки отличается от известных применением регулируемой эксцентриковой вырубпой матрицы. Это обеспечивает получение фаски при образовании сквозного отверстия.
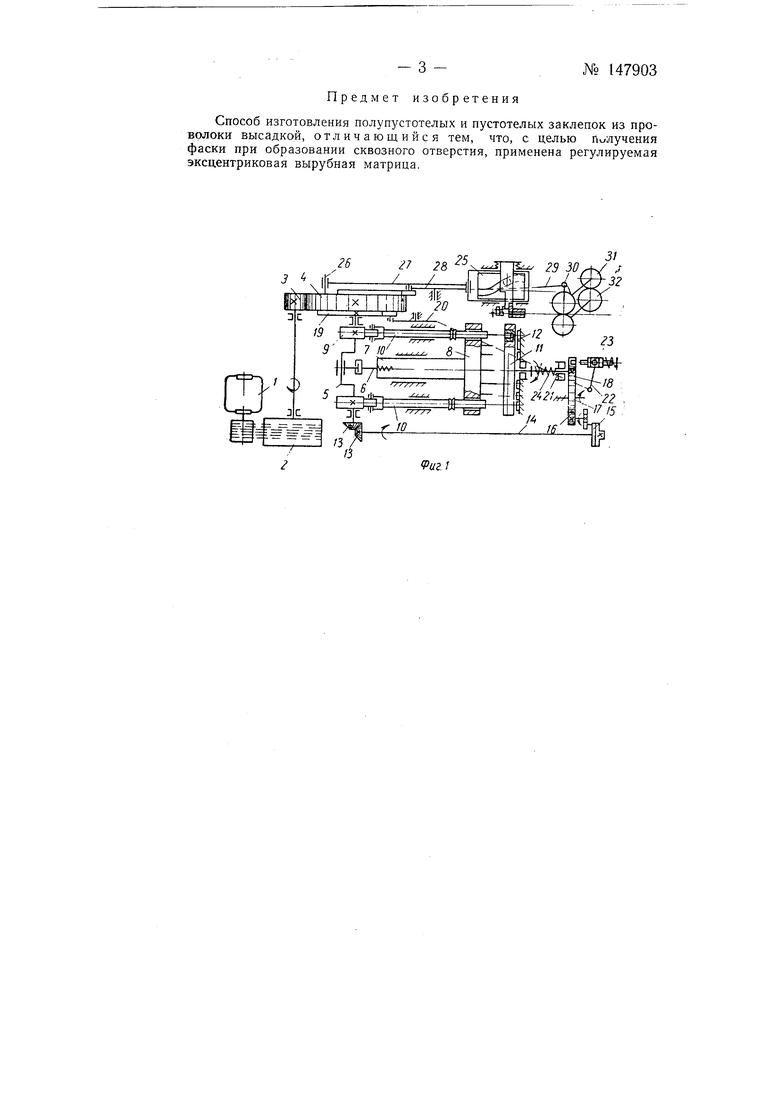
На фиг. 1 изображена кинематическая схема автомата для изготовления полупустотелых и пустотелых заклепок по предлагаемому способу; на фиг. 2 - технологическая схема изготовления пустотелых заклепок; на фиг. 3 - схема прошивки отверстия в заклепке; на фиг. 4 - схема образования фаски.
От электродвигателя / через клиноременную передачу J, движение передается через зубчатые шестерни 3 и 4 коленчатому валу 5. От коленчатого вала 5, через шатуны 6 получает возвратно-поступательное движение ползун 7, несущий блок 8 пуансонов. От высадочных кулаков 9, сидяш,их на коленчатом валу 5, получают возвратно-поступательное движение толкатели 10, осуществляющие высадку головки заклепки и прижим матричного блока // к блоку упоров 12. Матричный блок получает прерывисто-вращательное движение от коленчатого вала 5 че1рез коническую передачу 13, продольный вал 14, шестипазовый мальтийский механизм /5, шестерню 16, паразитную шестерню 17 и шестерню 18, сидяшую на одно.м валу с матричным блоком. Фиксация матричного блока 11 осуществляется через шестерню 18 от кулака привода фиксатора 19, сидящего на коленчатом валу 5, через рычаг 20, тягу 21, рычаг 22 и тягу 23. Матричный блок // в процессе работы имеет незначительное возвратно-поступательное движение, осуществляемое толкателями 10 и пружиной 24. Ползун 25 механизма реза получает возвратно-поступательное движение от кривошипного пальца 26, сидящего в диске, который прикреплен к шестерне 4, и шатуна 27. Привод меха№ 147903- 2
низма подачи проволоки осуществляется от кулачкового сектора, укрепленного на диске привода механизма реза, рычага 28, тяги 29. храпового механизма 30 и шестерен 31 и 32.
Изготовление заклепок на автомате осуществляется следующим ооразом.
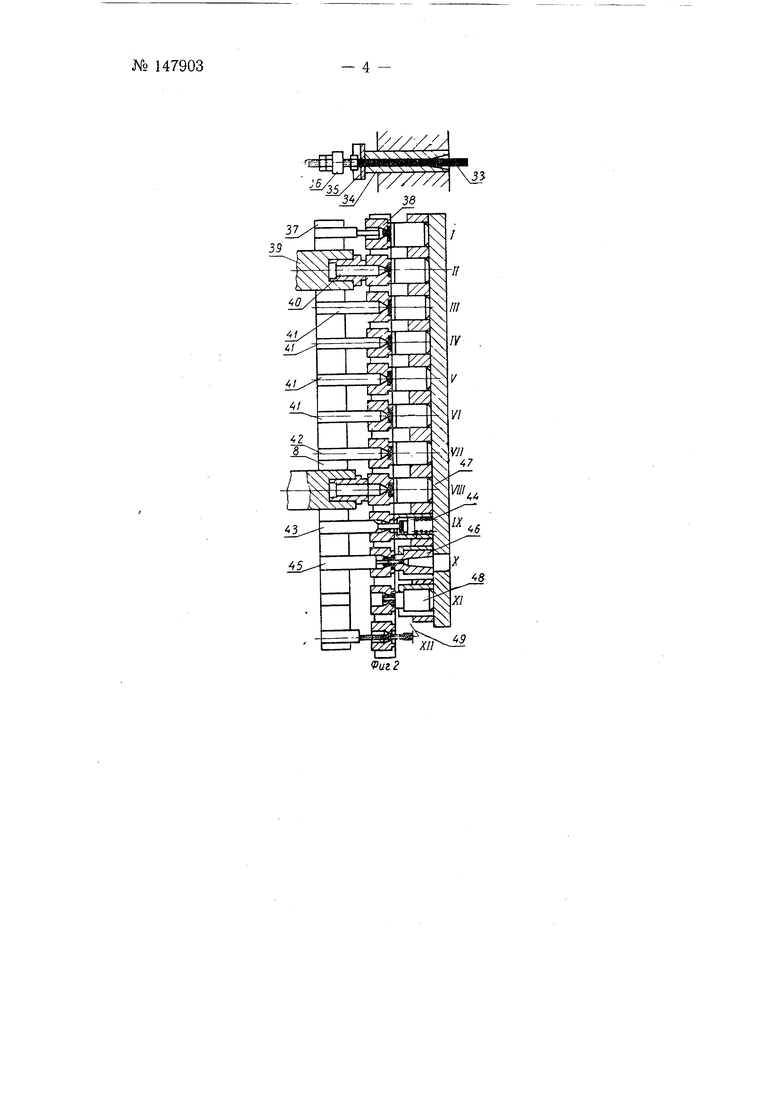
Калиброванная проволока 33 (см. фиг. 2) подается роликами механизма подачи через проводящую труОку, отрезную матрицу 34 и очковый нож 35 до поворотного упора 36. Ходом ножа 35 вперед происходит отрезка заготовки и перенос ее на линию заталкивания (поз. /). К этому времени толкатели 10 находятся в своем переднем положении и прижимают матричный блок /У к упорам 12. Ползун 7, несущий блок 8 пуансонов, приходит в крайнее переднее положение, при этом заталкиватель 37 проталкивает заготовку от ножа 35 в коническую матрицу 38. После этого блок 8 пуансонов, щтанги 39 и нож 35 приходят в крайнее заднее положение и происходит поворот матричного блока на следующую позицию. В дальнейшем цикл повторяется. На позиции // высадочный пуансон 40 продвигает заготовку до упора 12 и начинает двигаться вместе с матрицей 38 (матричным блоком 11), высаживая головку заклепки и развальцовывая верхнюю ее часть.
На позициях ///-VI происходит выдавливание металла в воронку коническими пуансонами 4 с углом конуса при верщине меньшим угла конуса матрицы. Угол конуса при вершине пуансонов 41 уменьшается в порядке последовательности позиций, и металл течет в расширяющийся зазор.
Для облегчения на позиции IX протягивания воронки в трубку на позиции V// происходит калибровка нижней части воронки в цилиндрическое отверстие пуансоном 42.
Позиция VIII свободна от пуансона и служит для симметричного прижима матричного блока // к упорам 12. На позиции IX воронка с утолщенными стенками, образующаяся в результате прошивки на предыдущих позициях, протягивается в трубку пуансоном 43. Возврат заклепки в матрицу 38 осуществляется за счет заклинивания трубки на пуансоне 43 с обратным конусом и под действием пружины 44.
Позиция X служит для сквозной прошивки отверстия в заклепке пуансоном 45 в комплексе с вырубной матрицей 46. Вырубаемый металл выпадает из матрицы 46 через прорезь в подушке блока упоров 47 в бункер для отходов.
На позиции XI происходит формование фаски со стороны головки заклепки регулируемым упором 48. Выталкивание заклепки из конической матрицы 38 производится на позиции XII. Касаясь пластмассовой пластинки 49, заклепка падает в бункер для готовых деталей.
При изготовлении пустотелых заклепок на позициях X и XI инструмент не ставится.
Регулируемая эксцентриковая вырубная, матрица (см. фиг. 3) состоит из разрезной втулки 50 и собственно матрицы 46. В разрезной втулке 50 расточено отверстие со смещением е и при вращении втулки в гнезде, центр этого отверстия описывает окружность 2е.
В вырубной матрице 46 расточено отверстие тоже со смещением е и при ее вращении в разрезной втулке 50 расточенное отверстие описывает тоже окружность диаметром 2е. Сочетание этих двух движений позволяет получить зону перемещения отверстия вырубной матри,ы в пределах 4е.
При работе регулируемой матрицы имеет место элемент самоустанавливания ее под действием вырубаемого металла. Разрезная втулка 50 служит для зажима вырубной матрицы 46 винтом 51.
Предмет изобретения
Способ изготовления полупустотелых и пустотелых заклепок из проволоки высадкой, отличающийся тем, что, с целью Получения фаски при образовании сквозного отверстия, применена регулируемая эксцентриковая вырубная матрица.
№ 147903
о 
| название | год | авторы | номер документа |
|---|---|---|---|
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| Устройство для изготовления полупустотелых заклепок | 1991 |
|
SU1819184A3 |
| Холодновысадочный автомат для изготовления полупустотелых заклепок | 1989 |
|
SU1632599A1 |
| Холодновысадочный автомат | 1980 |
|
SU860934A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ ЗАКЛЕПОК | 1997 |
|
RU2133167C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ ЗАКЛЕПОК | 1996 |
|
RU2107574C1 |
| Автоматический штамп для изготовления пустотелых заклепок из проволоки | 1957 |
|
SU113850A1 |
| ХОЛОДНОВЫСАДОЧНЫЙ АВТОМАТ | 1973 |
|
SU384592A1 |
| Автомат для запрессовки заклепок в голосовые планки гармоний | 1961 |
|
SU147445A1 |

26
ifc
iPuzl
38
Риг
PU 3
