Известен способ обработки деталей швейных изделий, например низка рукава, состоящий в том, что на деталь укладывают прокладку, клеящее вещество и деталь подгибают, а затем подвергают влажно-тепловой обработке. При этом способе указанные операции проводятся последовательно и раздельно, на что затрачивается значительный промежуток времени, снижающий производительность.
Для повыщения производительности предлагается накладывать на деталь прокладку, клеящее вещество и подгибать деталь одновременно, причем прокладку и клеящее вещество, например пленку, подают с рулонов с последующим отрезанием.
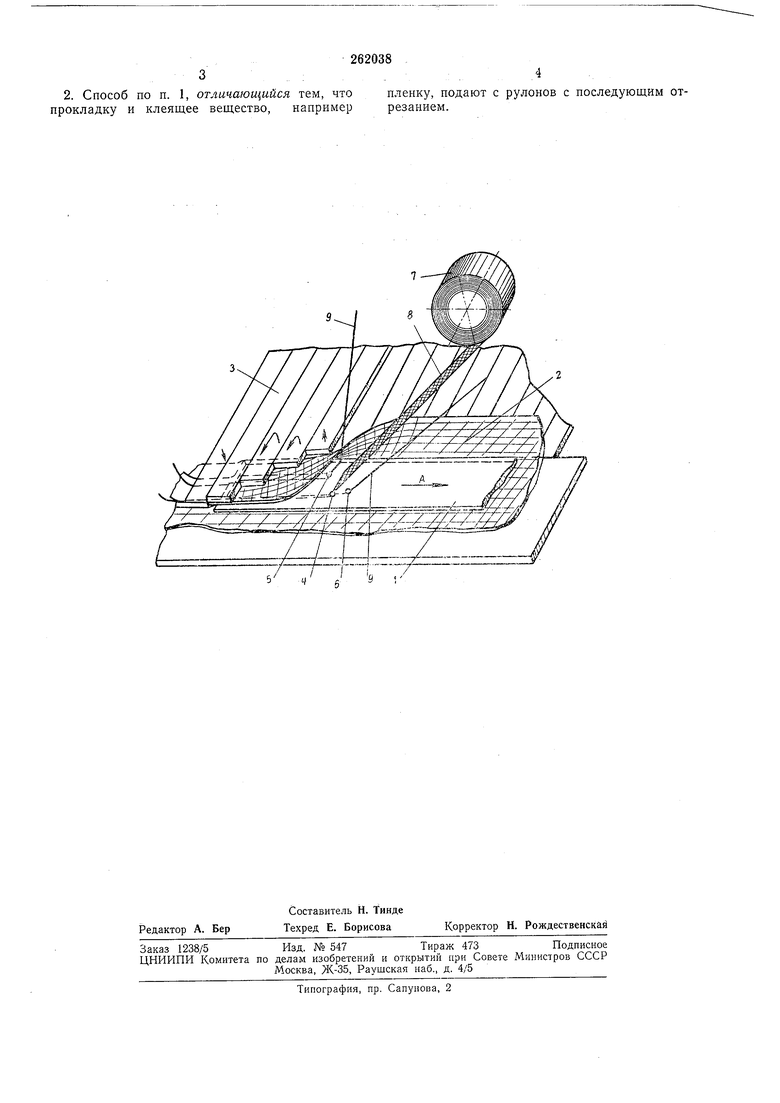
Предлагаемый способ поясняется чертежом.
Внутренний щаблон /, на котором загибаются края изделия 2, двигается параллельно сгибу вдоль него.
Внешний шаблон выполнен в виде клавиш 3, которые последовательно надвигаются на внутренний щаблон /, загибая на нем край изделия во время выдвигания из сгиба внутреннего шаблона.
Шаблон } имеет прорезь 4 и отверстия 5 и 6, через которые сверху под этот шаблон проходят с рулонов 7 прокладка 8 и клей в виде пленки или ниток 9. Если изделие требует еще какой-либо прокладки, то в нужном месте во внутреннем шаблоне прорезается дополнительное отверстие и через него пропускается и эта прокладка.
Когда шаблон / заводится на изделие, то прокладки и пленка оказываются между ним и тканью, и при рабочем движении шаблона (на чертеже по стрелке А) все прокладки остаются на ткани в сгибе, проходя через прорези и сматываясь с рулонов, а клавиши внешнего шаблона загибают изделие на движущемся внутреннем шаблоне.
По окончании подгибания изделия, когда щаблон / выйдет из сгиба полностью, прокладки отрезаются от рулонов между изделием и концом шаблона. После этого деталь подвергают влал но-тепловой обработке, прессуя ее горячей гладильной подушкой через клавиши.
Предмет изобретения
1. Способ обработки деталей швейных изделий, например низка рукава, состоящий в том, что на деталь укладывают прокладку, клеящее вещество и деталь подгибают, а затем подвергают влалсно-тепловой обработке, отличающийся тем, что, с целью повышения производительности, наложение на деталь прокладки, клеяшего вещества и подгиб детали осуществляют одновременно.
2. Способ по п. 1, отличающийся тем, что прокладку и клеящее вещество, например
пленку, подают с рулонов с последующим отрезанием.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СКЛЕИВАНИЯ ДЕТАЛЕЙ ОДЕЖДЬ[ | 1971 |
|
SU293587A1 |
| Способ обработки и сборки деталей одежды и пресс для его осуществления | 1954 |
|
SU108761A1 |
| Способ фальцевания деталей швейных изделий | 1981 |
|
SU971238A1 |
| УСТРОЙСТВО для ФАЛЬЦЕВАНИЯ КРАЕВ ВЕРХА | 1967 |
|
SU204312A1 |
| Способ обработки бортов швейных изделий | 1980 |
|
SU902714A1 |
| Способ изготовления цельновыкроенного воротника для верхней одежды | 1987 |
|
SU1595435A1 |
| УСТРОЙСТВО ДЛЯ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023095C1 |
| Способ загибки краев деталей борта пиджака и пальто с применением нити и устройство для осуществления этого способа | 1959 |
|
SU130770A1 |
| СПОСОБ УПАКОВКИ ИЗДЕЛИЙ | 2004 |
|
RU2345893C2 |
| Приспособление для подгибки края детали на швейной машине | 1976 |
|
SU614139A1 |