Изобретение относится к области металлообработки, конкретно к устройствам для обработки ступенчатых отверстий на сверлильных станках.
Известны устройства, содержащие патрон с закрепленной в нем посредством соединительного штифта резцовой головкой, с верхней плавающей опорой и направляющей втулкой для центрирования.
Недостатком таких устройств является недостаточно высокая точность обработки, так как в процессе ориентирования шнинделя станка относительно отверстия изделия грудно обеспечить безударный заход направляющей втулки в базовое отверстие изделия.
Предлагаемое устройство отличается от известных тем, что, с целью повышения точности обработки, патрон снабжен механизмом зажима хвостовика резцовой головки на время ее центрирования.
Кроме ТОГО, механизм зажима выполнен цанговым, зажимные элементы которого расположены в вертикальных пазах корпуса патрона, воспринимая распорное воздействие закладных пружинных колец и взаимодействуя с наружной, подпружиненной в направлении зажатия гильзой.
правлении относительно нее установлен опорный фланец, взаимодействующий с регулируемыми по высоте жесткими упорами.
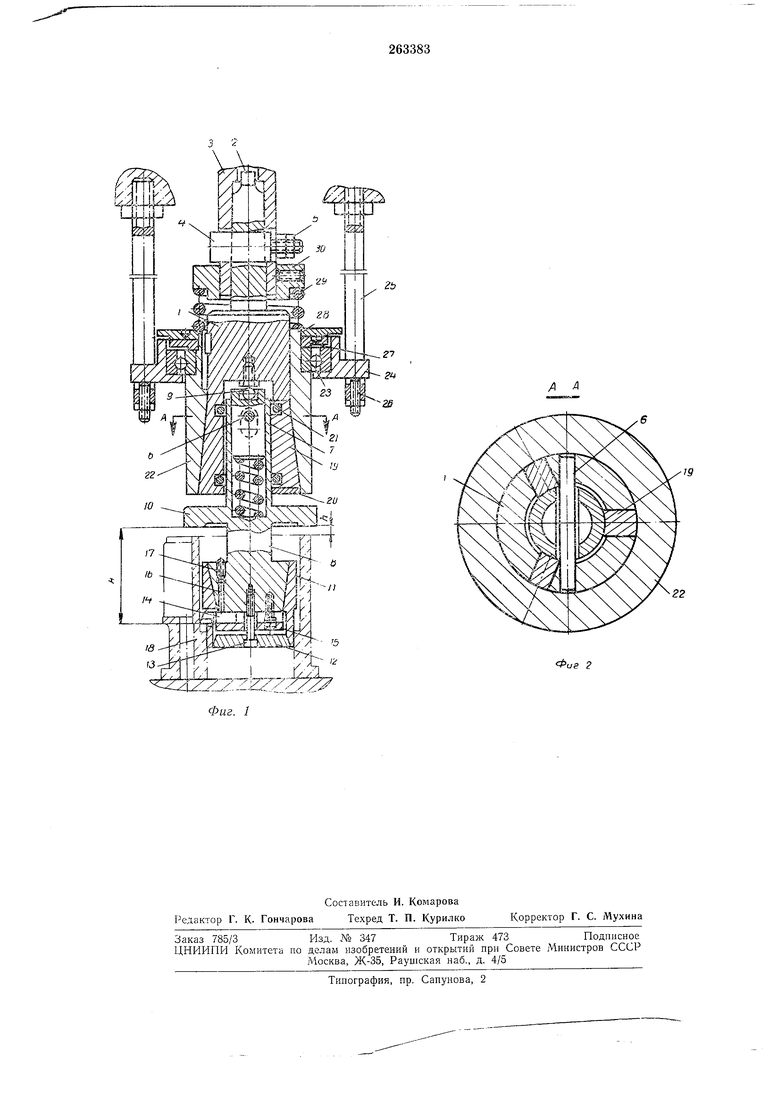
На фиг. 1 изображена конструкция описываемого устройства; на фнг. 2 - сечение по А-А на фиг. 1.
Устройство содержит патрон 1, хвостовик 2 которого крепится в шпинделе 3 станка с помощью клина 4 и гаек 5. В патроне 1 соеди
нительным штифтом 6 закреплен хвостовик 7 резцовой ГОЛОВКИ 8 с плавающей верхней подпружиненной опорой 9. Головка ( снабжена фланцем 10 и направляющей втулкой //, закрепленной с помощью прижима
2 винтом 13. Резец 14 закреплен в нижней части ГОЛОВКИ 8 в пазу вкладыша 15, посредством вставки 16 и винта 17.
Патрон / снабжен цанговым механизмом для зажима хвостовика 7 головки 8 на время
ее центрирования в отверстии детали 18. Зажимные элементы 19 цангового механизма закреплены в вертикальных пазах корпуса патрона с помощью диска 20 и винтов. На внутреннюю поверхность элементов 19 действуют
пружинные кольца 21. Наружная гильза 22 насажена на корпус патрона /. На гильзу 22 через подшипник качения 23 установлен опорный фланец 24, перемещающийся по направляющим подвескам 25 станка и взаимодейсоте упорами 26. Подшипник 23 закреплен гайками 27 и 28. Гильза 22 подпружинена в направлепии зажатия пружиной 29, уснлие которой регулируется прижимной гайкой 30.
При работе на радиально-сверлильном станке заготовку неподвижно укрепляют на столе станка. Опуская шпиндель 3 станка, направляюш,ую втулку 11 вводят в предварительно обработанное отверстие детали 18. В результате этого происходит центрирование шпииделя в обрабатываемом отверстии.
Центрирование обеспечивается при недоходе фланца 10 до базовой плоскости детали 18 на величину h. После центрирования консоль станка закрепляют и продолжают опускать шпиндель с устройством.
При соприкосновении фланца 24 с упорами 26 происходит разжим цанги, и освобождается плавающий хвостовик 7, после чего происходит обработка.
При работе на вертикально-сверлильных станках центрирование шпинделя относительно отверстия может быть осуществлено также, как на радиально сверлильном станке, либо введением резцовой головки 8 в отверстие незакрепленной на станине заготовки с последующим закреплением ее на столе станка.
Предмет изобретения
1.Устройство для обработки ступенчатых отверстий, например к радиально-сверлильному станку, в патроне которого закреплен посредством соединительного штифта хвостовик резцовой головки с верхней плавающей опорой и направляющей втулкой для центрирования головки по отверстию, отличающееся тем, что, с целью повышения точности обработки, патрон снабжен механизмом зажима хвостовика резцовой головки на время ее центрирования.
2.Устройство по п. 1, отличающееся тем, что механизм зажима выполнен цанговым, зажимные элементы которого расположены в верпикальных пазах корпуса патрона, воспринимая распорное воздействие закладных пружинных колец и взаимодействуя с наружной, подпружиненной в направлении зажатия, гильзой.
3.Устройство по пп. 1 и 2, отличающееся тем, что, с целью цанги по окончании центрирования, на наружной гильзе с возможностью вращения и неподвижно в осевом направлении относительно нее установлен опорный фланец, взаимодействующий с регулируемыми по высоте жесткими упорами.
А А
22
Фив г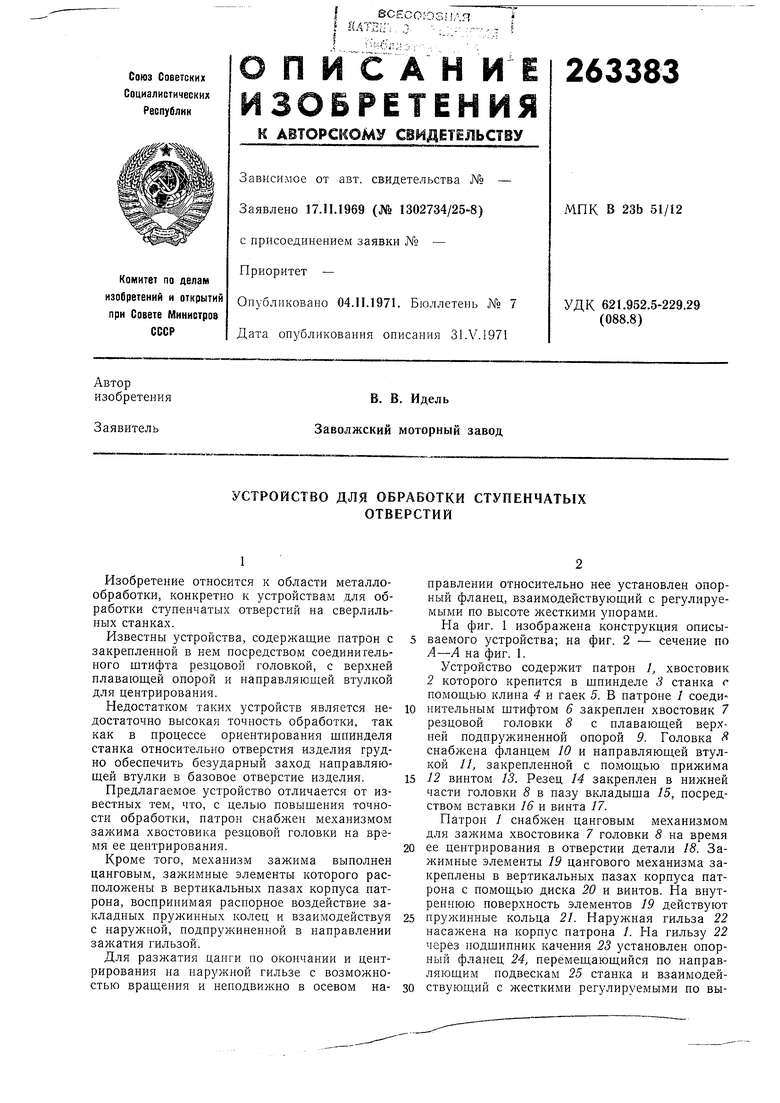
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ РАСТОЧКИ КОРПУСНЫХ ОТВЕРСТИЙ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ КРЕПЛЕНИЯ В ШПИНДЕЛЕ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА | 2013 |
|
RU2553758C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО | 2003 |
|
RU2265500C2 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| ИНТЕРФЕЙС МЕЖДУ ЦАНГОВЫМ ПАТРОНОМ И АДАПТЕРОМ ДЛЯ ИНСТРУМЕНТА | 2018 |
|
RU2765029C2 |
| Пружинно-пневматический патрон | 1978 |
|
SU804222A1 |
| ЦАНГОВЫЙ ПАТРОН ДЛЯ ЗАКРЕПЛЕНИЯ ОСЕВОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2002 |
|
RU2220027C1 |
| Способ обработки деталей и устройство для его осуществления | 1989 |
|
SU1683868A1 |
| Головка для выточки канавок в стенках отверстия | 1982 |
|
SU1122436A1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ ТИПА ВТУЛКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288077C1 |
| ШПИНДЕЛЬНАЯ БАБКА | 1970 |
|
SU263371A1 |