Изобретение относится к области сварки, а именно к сварочному оборудованию для сварки кольцевых швов.
Известны многошпиндельные сварочные позиционеры, содержащие корпус, поворотную относительно корпуса обойму с установленными но окружности шпинделями, смо}1тированпый на корпусе привод вращения шпинделя, находящегося па позиции «сварка, и фрикционную муфту с кулачками, перемещаемую вдоль оси ведущего вала.
Эти позиционеры обеспечивают автоматическую фиксацию и вращение шпинделя на позиции «сварка.
Однако кинематическая схема этих позиционеров сложна.
Цель предлагаемого изобретения заключается в упрощении конструкции позиционера, его кинематической схемы. Цель достигается тем, что на ведущем валу привода свободно посал ено зубчатое колесо, сцеплепное с обоймой, при этом зубчатое колесо снабжено кулачками, расположенными на его торцовой поверхности и взаимодействующими с ответными кулачками фрикционной муфты, связанной при помощи качающегося рычага с сердечником электромагнита, установленного на корпусе позиционера.
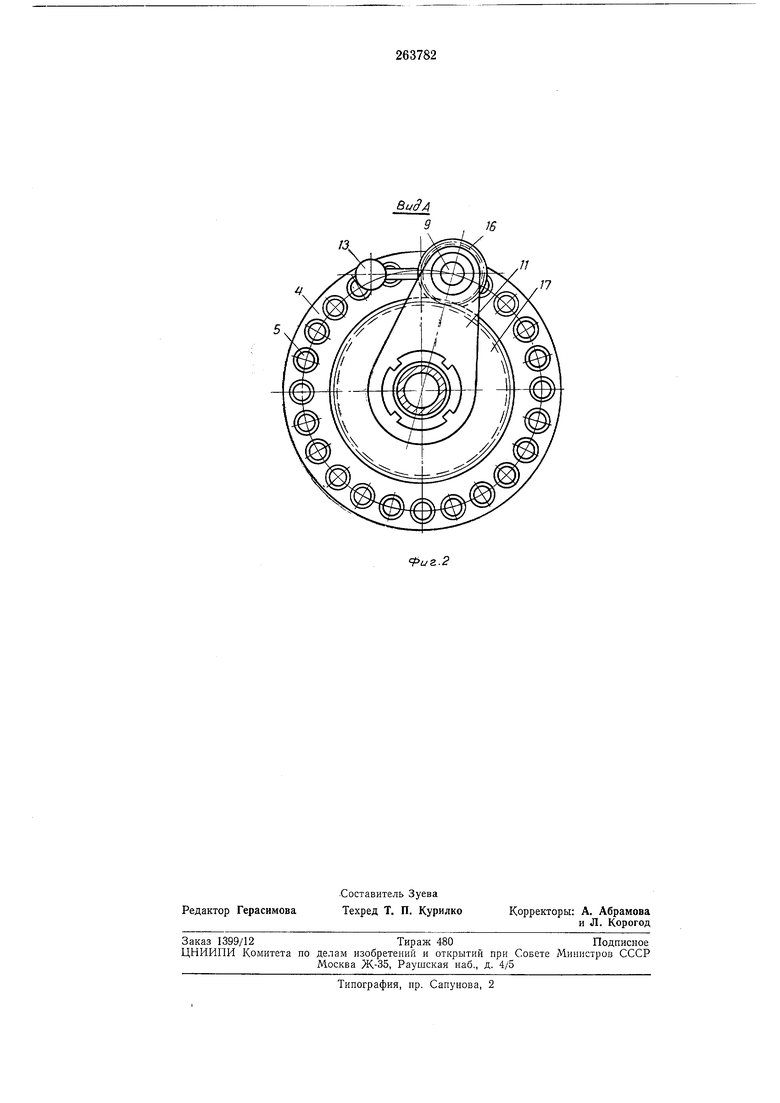
ционера; на фиг. 2 - вид по стрелке А па фиг. 1.
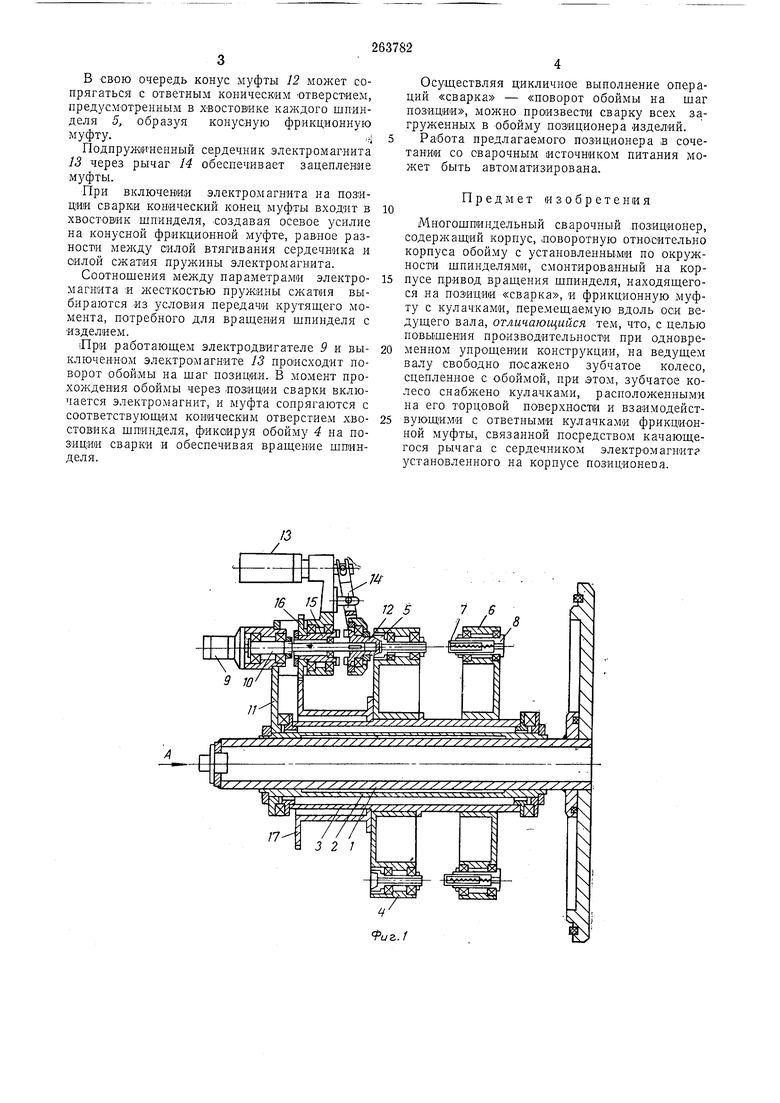
Представлен позиционер на 24 изделия, выполненный применительно к установке для электроннолучевой сварки. Ось вращения изделий, загружаемых в позиционер, горизо)тальная.
Иа валу / корпуса позиционера может перемещаться стакан 2, в радиально-упорных подшипниках которого установлен стакан 3 с обоймой 4.
Шпиндели 5, в которые устанавливаются изделия, размещены равномерно по диаметру обоймы 4. Подншмная обойма 6 с подпружиненными упорами 7 шпинделей 8 может перемещаться по стакану в зависимости от длины изделия.
Регулируемый электродвигатель 9, враи;ающий ведущий вал 10, размещен на кроиптсйпе 11.
Фрикционная муфта 12 перемещается вдоль ведуи1его вала W электромагнитом 13 через рычаг 14.
Фрикционная муфта 12 выполнена в виде втулки, один торец которой имеет кулачки, другой - конический хвостовик.
Кулачки муфты могут сопрягаться с кулачками вала 15, на котором сидит жестко связанная с ним шестерня 16, передающая вращение обойме 4 через шестерню 17.
В свою очередь конус муфты 12 может сопрягаться с ответным коническим отверсгием, предусмотренным в хвостовике каждого шпинделя 5, образуя конусную фрикционную муфту.
Подпруж1Иненный сердечник электромагнита 13 через рычаг 14 обеспечивает зацепление муфты.
При включения электромагнита на позиции сварки конический конец муфты входит в хвостовик шпинделя, .создавая осевое усилие на конусной фрикционной муфте, равное разносж меледу силой втягивания сердечника и силой сжатия пружины электромагнита.
Соотношения между параметрами электромагнита и жесткостью пружины сжатия выбираются из условия передачи крутяш;его момента, потребного для шпинделя с изделием.
|При работаюшем электродвигателе 9 и выключенном электромагните 13 происходит поворот обоймы на шаг позиции. В момент прохождения обоймы через лозиции сварки включается электромагнит, и муфта сопрягаются с соответствуюш,«м коническим отверстием хвостовика шпинделя, фиксируя обойму 4 па позиции сварки и обеспечивая врашение шпинделя.
Осуществляя цикличное выполнение операций «сварка - «поворот обоймы на шаг позиции, произвести сварку всех загруженных в обойму позиционера изделий.
Работа предлагаемого позиционера ,в сочетании со сварочным источником питания может быть автоматизирована.
Предмет изобретения
Мпогошпиндельный сварочный позиционер, содержащий корпус, ловоротную относительно корпуса обойму с установленными по окружнос-ш шпинделями, смонтированный на корпусе привод вращения шпинделя, находящегося на позиции «сварка, и фрикционную муфту с кулачками, перемещаемую вдоль оси ведущего вала, отличающийся тем, что, с целью повышения производительности при одновременпом упрощении конструкции, на ведущем валу свободно по.сажено зубчатое колесо, сцепленное с О|боймой, при этом, зубчатое колесо снабжено кулачками, расположенными на его торцовой поверхност1И и взаимодействующими с ответными кулачками фрикционной муфты, связанной посредством качающегося рычага с сердечником электромагнит установленного на корпусе позиционеоа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный сварочный позиционер | 1975 |
|
SU592552A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Токарный автомат | 1980 |
|
SU884897A2 |
| Револьверная головка | 1989 |
|
SU1764848A1 |
| Многошпиндельный токарный авто-MAT | 1979 |
|
SU852448A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2005 |
|
RU2305616C1 |
| Многопозиционный манипулятор | 1985 |
|
SU1263484A1 |
| ГАЙКОВЕРТ | 1991 |
|
RU2025268C1 |
| Автомат для сварки кольцевых швов в среде защитных газов | 1974 |
|
SU519294A1 |
| Машина для сварки трением | 1987 |
|
SU1579688A1 |
IB
/7
иг.2
