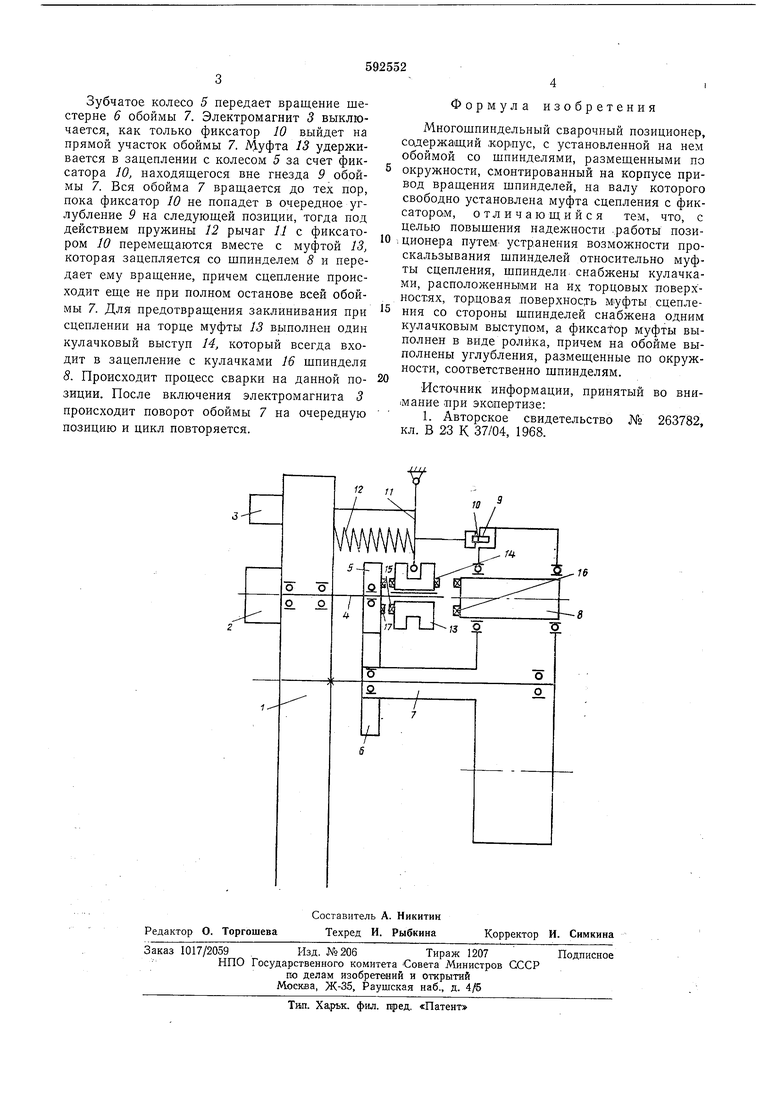
Изобретение относится к устройствам для сварки, преимущественно кольцевых поворотных швов, электронным лучом. Известен многоплпиндельный сварочный позиционер, содержащий корпус, с установленной на нем обоймой со шпинделями, размещенными по окружности, смонтированный на корпусе привод вращения шпинделей, на валу которого свободно установлена муфта сцепления с фиксатором 1. Недостатком известного устройства является невысокая надежность работы позиционера из-за возможности проскальзывания шпинделей относительно муфты сцепления. С целью повышения надежности работы шпиндели предлагаемого позиционера снабжены кулачками, расположенными на их торцовых поверхностях, торцовая поверхность муфты сцепления со стороны шпинделей снабжена одним кулачковым выступом, а фиксатор муфты выполнен в виде ролика, причем на обойме выполнены углубления, размещенные по окружности, соответственно шпинделям. На чертеже изображена схема предлагаемого многошпиндельного сварочного позиционера. На корпусе ;/ установлен цривод 2 и электромагнит 3. На ведущем валу 4 привода 2 свободно установлено зубчатое колесо 5, сцепленное с шестерней 6. Шестерня 6 жестко связана с обоймой 7. На обойме 7 равномерно распределены шпиндели 8, на каждой позиции обоймы 7 имеются углубления 9 для фиксатора 10. Фиксатор 10 установлен на рычаге 11, который контактирует с пружиной 12. Муфта 13 установлена на ведущем валу 4 с возможностью осевого перемещения посредством рычага 11 и связана с электромагнитом 3. Муфта 13 снабжена кулачковым выстуном 14 и кулачками 15, а шпиндель 8 - кулачками 16. Зубчатое колесо 5 снабжено кулачками 17. Устройство работает следующим образом. От привода 2 вращается ведущий вал 4, на котором свободно посажено зубчатое колесо 5, находящееся в зацеплении с -шестерней 6 обоймы 7. Муфта 13 своим кулачковым выступом 14 сцеплена с кулачками 16 шпинделя 8 и передает врашение шпинделю 8 от привода 2. Фиксатор 10, установленный на рычаге 11, контактируюший с пружиной 12, размешен в гнезде 9 обоймы 7 и удерживает муфту 13 в сцепленном состоянии со шпинделем 8. После выполнения сварки изделия, установленного в шпинделе 8, включается электромагнит 3, перемещается рычаг //, фиксатор 10 выходит из углубления обоймы 7, освобождая ее. Муфта 13 перемещается по валу 4 и входит в зацепление.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОШПИНДЕЛЬНЫЙ СВАРОЧНЫЙ ПОЗИЦИОНЕР | 1970 |
|
SU263782A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Устройство для соединения монтажныхпРОВОдОВ CO шТыРЕВыМи ВыВОдАМи | 1979 |
|
SU845202A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Резьбонарезная головка | 1988 |
|
SU1690979A1 |
| СИНХРОНИЗАТОР КОРОБКИ ПЕРЕДАЧ | 2004 |
|
RU2272945C2 |
| Автомат для сварки кольцевых швов в среде защитных газов | 1974 |
|
SU519294A1 |
| СВЕРЛИЛЬНАЯ ГОЛОВКА | 1991 |
|
RU2024365C1 |
| ЭЛЕКТРОМОТОРНЫЙ ПРИВОД С РУЧНЫМ ДУБЛЕРОМ | 1996 |
|
RU2103582C1 |
| Многошпиндельный токарный авто-MAT | 1979 |
|
SU852448A1 |
