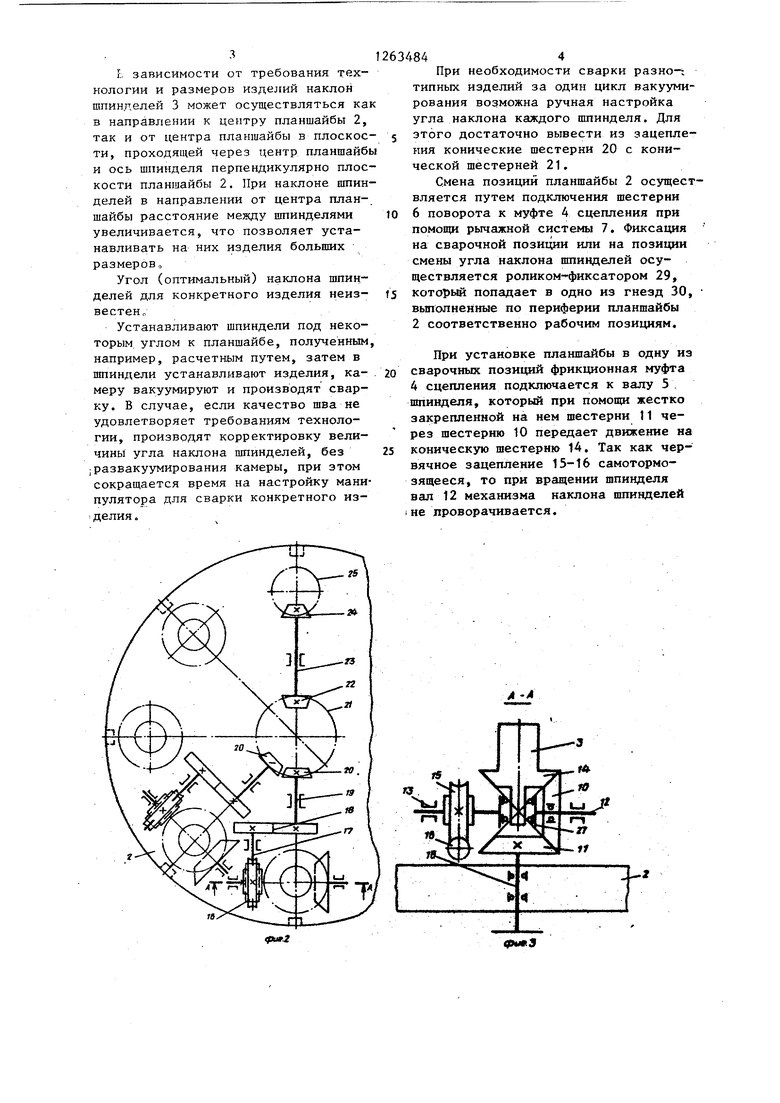
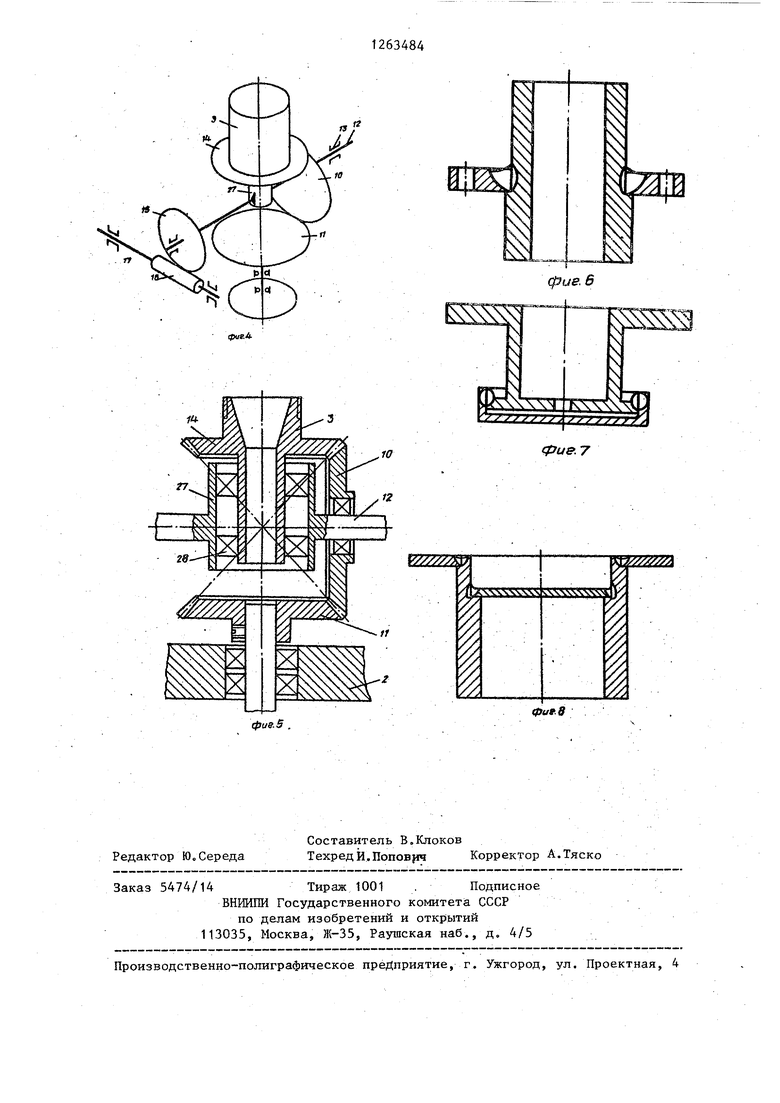
Изобретение относится к устройствам для электронно-лучевой сварки преимущественно в вакуумной камере кольцевых поворотных швов. Целью изобретения является повышение производительности и снижение энергозатрат путем уменьшения -объема вакуумной камеры На фиг. 1 изображена кинематическая схема предлагаемого манипулятоipa; на фиг. 2 - манипулятор, вид сверху; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - кинематическая схема основного узла механизма накло на шпинделя; на фиг. 5 - то лГе, аксо нометрия; на фиг. 6-8 - образцы свар ных соединений на изделиях, которые можно выполнять с помощью манипулятора. Многопозиционный манипулятор содержит стол 1 и размещенные в вакуум ной камере планшайбу 2, оснащенную шпинделями 3 по числу рабочих пози,ций, механизм вращения шпинделей 3, включающий муфту 4 сцепления, поочередно взаимодействующую с валами 5 шпинделей и шестерней 6 поворота планшайбы 2, рычажный механизм 7 переключения, а также смонтированный на другой стороне стола 1 привод 8 манипулятора, вал 9 которого ч,вязан с фрикционной муфтой 4 сцепления через вакуумный ввод. Каждая рабочая позиция содержит пару конических шестерен 10 и 11, одна из которых (10) установлена через опоры качени на валу 12, который установлен в опорах 13 скольжения на планшайбе 2 параллельно и перпендикулярно плос кости, проходящей через центр планшайбы и ось шпинделя. Коническая шестерня 10 взаимодействует с конической шестерней 14, установленной на шпинделе 3. Манипулятор снабжен механизмом наклона шпинделей, вьтол ненным в виде размещенного на валу 12 червячного колеса 15, взаимодейс вующего с-червяком 16, установленны на валу 17, который перпендикулярен валу 12 и сопряжен пЬсредством зубчатой цилиндрической пары 18 с параллельным ему валом 19. На другом конце вала 19 установлена коническа шестерня 20. Конические шестерни 20 каждой позиции составляют конически пары с центральной шестерней 21, у тановленной на опорах качения соосно с планшайбой 2. Кроме того, шестерня 21 взаимодействует с конической шестерней 22, которая установлена на валу 23, параллельном плоскости планшайбы 2. На другом конце вала 23 установлена коническая шестерня 24, образующая коническую пару с конической шестерней 25, установленной на валу 26 дополнительной холостой позиции, сопрягаемой при необходимости с приводом 8 манипулятора через фрикционную муфту 4. Вал 12 снабжен соосным со шпинделем стаканом 27, в котором через опоры 28 качения установлен шпиндель 3. Механизм 7 переключения содержит ролик-фиксатор 29, который поочередно входит в гнезда 30, выполненные по периферии планшайбы. Манипулятор работает следующим образом. Смена позиций планшайбы 2, наклон шпинделей 3 относительно планшайбы 2 и вращение шпинделей 3 осуществляется одним приводом 8, который поочередно при помощи рычажной системы 7, на которую воздействует оператор, подключается к валу планшайбы 2, к валу 26 механизма наклона шпинделай и к валам 5 механизма вращения шпинделей. Причем переключение может осуществляться в любой последовательности как до вакуумирования камеры, так и после. Установка шпинделей с изделиями в положение, удобное для сварки, угол наклона шпинделей для конкретного изделия известен. Устанавливают планшайбу 2 в положение, при котором вал 26 механизма наклона шпинделей сопрягается через муфту 4 сцепления с валом привода 8. При этом вал 26 через коническую пару 25-24, через вал 23, коничес-, кую шестерню 22, центральную шестерню 21, конические шестерни 20, валы, 19 и зубчатые цилиндрические пары 18 передает крутящий момент на валы 17 червяков 16. Червяки 16, сопряженные с червячными колесами 15, обеспечивают поворот валов 12, при этом наклоняются стаканы 27, в которых установлены шпиндели. Промежу.точные шестерни 10 не препятствуют свободному повороту валов 12, так как установлены на опорах качения. Наклон всех шпинделей относительно планшайбы 2 осуществляется одновременно.
Ь зависимости от требования технологии и размеров изделий наклон шпинделей 3 может осуществляться как в направлении к центру планшайбы 2, так и от центра планшайбы в плоскости, проходящей через центр планшайбы и ось шпинделя перпендикулярно плоскости планшайбы 2. При наклоне шпинделей в направлении от центра план-, шайбы расстояние между шпинделями увеличивается, что позволяет устанавливать на них изделия больших размеров.
Угол (оптимальный) наклона шпинделей для конкретного изделия неизвестен „
Устанавливают шпиндели под некоторым углом к планшайбе, полученным, например, расчетным путем, затем в шпиндели устанавливают изделия, камеру вакуумируют и производят свар- ку, В случае, если качество шва не удовлетворяет требованиям технологии, производят корректировку величины угла наклона шпинделей, без ;развакуумирования камеры, при этом сокращается время на настройку манипулятора для сварки конкретного изi делия.
При необходимости сварки разно-; типных изделий за один цикл вакуумирования возможна ручная настройка угла наклона каждого шпинделя. Для этого достаточно вывести из зацепления конические шестерни 20 с конической шестерней 21.
Смена позиций планшайбы 2 осуществляется путем подключения шестерни
6 поворота к муфте 4 сцепления при помощи рычажной системы 7. Фиксация на сварочной позиции или на позиции смены угла наклона шпинделей осуществляется роликом-фиксатором 29,
который попадает в одно из гнезд 30, вьтолненные по периферии планшайбы 2 соответственно рабочим позициям.
При установке планшайбы в одну из сварочных позиций фрикционная муфта 4 сцепления подключается к валу 5 , шпинделя, который при помощи жестко закрепленной на нем шестерни 11 через шестерню 10 передает движение на коническую шестерню 14. Так как червячное зацепление 15-16 самотормозящееся, то при вращении шпинделя вал 12 механизма наклона шпинделей iне проворачивается.
Cpu8. 6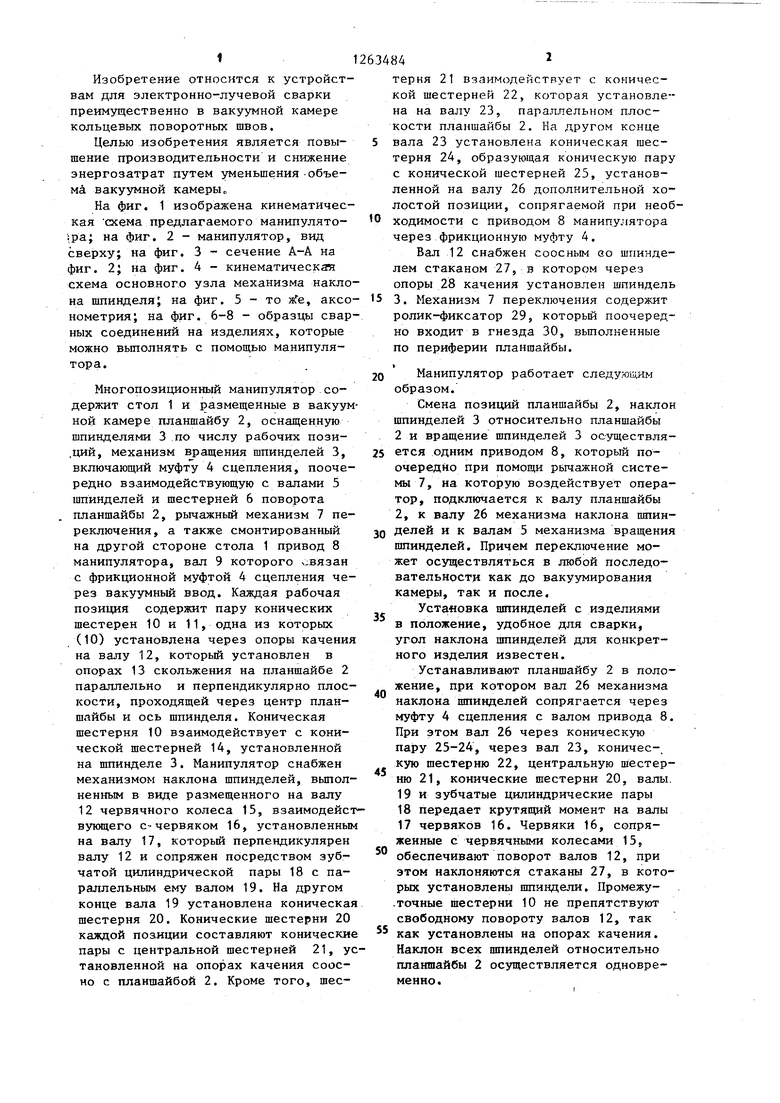
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный манипулятор | 1975 |
|
SU556017A1 |
| Многопозиционный манипулятор | 1985 |
|
SU1315207A1 |
| Установка для электронно-лучевой сварки | 1987 |
|
SU1426728A1 |
| Манипулятор | 1980 |
|
SU872149A1 |
| Многопозиционный манипулятор дляСВАРКи издЕлий C пАТРубКАМи,РАСпОлОжЕННыМи пОд углОМ K ОСииздЕлия | 1979 |
|
SU841882A1 |
| Манипулятор для установки и вращения изделия в процессе сварки | 1986 |
|
SU1391851A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Манипулятор | 1976 |
|
SU597540A1 |
| Сварочный манипулятор | 1981 |
|
SU996156A1 |
| Манипулятор | 1987 |
|
SU1473932A1 |
МНОГОПОЗИЦИОНКЫЙ МАНИПУЛЯТОР, преимущественно для сварки в вакуумной камере, содержащий стол и установленную на нем планшайбу со шпинделями, размещенными на каждой рабочей позиции по окружности, привод с муфтой сцепления для поочередного вращения шпинделей на позициях сварки и планшайбы, отличающийся тем, что, с целью повьшения производительности и снижения энергозатрат путем уменьшения объема вакуумной камеры, каждая рабочая позиция оснащена стаканом и парой конических шестерен, а каждый шпиндель смонтирован в указанном стакане и снабжен конической шестерней, взаимодействующей с одной из конических шестерен указанной пары, манипулятор снабжен механизмом наклона шпинделей относительно планшайбы, выполненным в виде расположенной на планшайбе дополнительной холостой позиции со смонтированной на ней конической шестерней, вал которой установлен с возможностью взаимодействия с муфтой сцепления, установленной соосно планшайбе центральной конической шестерни и смонтированной на каждой рабочей позиции червячной пары, колесо которой жестко соединено со стаканом, при этом коническая шестерня дополнительной холостой позиции смонтирована с возможностью взаимодействия с центральной конической шестерней, а центральная коническая шестерня смонтирована с возможностью взаимодействия с червяком каждой рабочей
Ittфив.5,
фие.7
фиГ.в
| Многопозиционный манипулятор | 1975 |
|
SU556017A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Многошпиндельный сварочный позиционер | 1975 |
|
SU592552A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
