Изобретение относится к оборудованию для сварки, а именно для сварки стержневых конструкций, например столовых ножей, состоящих из полой ручки и клинка. Известен многошпиндельный сварочный позиционер, содержащий корпус, поворотную относительно корпуса обойму с установленными по окружности шпинделями, смонтированный на корпусе привод вращения шпинделя, находящегося на позиции Сварка, и фрикционную муфту с ку- лачками, перемещаемую вдоль оси ведущего вала на ведущём валу свободно посажено зубчатое колесо, сцепленное с обоймой и снабженное кулачками, расположенными на его торцовой поверхности и взаимодействующими с ответными кулачками фрикционной муфты, связанной посредством качающегося рычага с сердечником электромагнита, установленного на корпусе позиционера.
Однако данный позиционер не может быть применен для изготовления стержневых конструкций.
Известен и многошпиндельный сварочный манипулятор, содержащий смонтированные на основании поворотную планшайбу со шпинделями на каждой позиции, привод поворота планшайбы и вращения шпинделей и устройство для отключения вращения шпинделя на позиции загрузки, на выходном валу привода по оси поворота планшайбы и на шпинделях смонтированы шкивы с охватывающими соответственно каждый шкив шпинделя и шкив планшайбы ремнями, а устройство для отключения вращения шпинделя на позиции загрузки выполнено в виде закрепленного на основании по оси поворота планшайбы кулачка с вогнутой поверхностью со стороны загрузки и шарнирно смонтированных на планшайбе соответственно каждой позиции подпружиненных двуплечих рычагов для натяжения ремней, одно из плеч каждого из которых установлено с возможностью взаимодействия с кулачками, а другое - с соответствующим ему ремнем,
Указанный многошпиндельный сварочный манипулятор так же не может быть применен для сварки плоскостных стержневых деталей.,
Известно устройство для сборки и сварки изделий, содержащее основание, на котором смонтирована поворотная планшайба с расположенными на ее окружности технологическими позициями загрузки, закрепления, сварки, раскрепления на планшайбе сборочные приспособления, имеющие прижимы, и механизмы управления прижимами, причем прижимы выполнены винтовыми, а механизмы управления
ими установлены на основании стационарно в зоне позиций закрепления и раскрепления свариваемого изделия и каждый из них выполнен в виде установленной на направляющих в корпусе обоймы с гайковертом, соединенной со штоком цилиндра, и снабженной фланками, взаимодействующими с бесконтактными выключателями на корпусе.
Однако устройство не обеспечивают ориентацию и центрирование заготовок, а также их сборку и вращение обеих заготовок при сварке.
Известны пороторный станок-автомат
для сборки и сварки под флюсом опорных катков трактора С-100, состоящих из двух половинок. Станок-автомат состоит из станины, ротора, оборудованного четырехместной планшайбой с четырьмя устройствами для
сборки, закрепления катка вокруг своей оси. Сварочные вращатели имеют горизонтальную ось вращения и представляют собой комплекты из двух бабок, приводной и хвостовой, которые одновременно выполняют
и функции зажимного сборочного устройства.
Над каждым из этих устройств (роторных гнезд) на роторе закреплена сварочная головка с катушкой электродной проволоки
и флюсоподающей ссыпной трубой. Планшайба с зажимными устройствами и сварочными вращателями, кольцевая обойма со сварочными головками смонтированы на общем вертикальном шпинделе, образуя
ротор. В верхней части ротора смонтировано токораспределительное устройства для подвода электрического тока к сварочным головкам и вращателям.
Вращение ротора и изделия производится раздельными приводами. Этот станок сложен конструктивно и не может быть применен для изготовления стержневых деталей,
Известен и сварочный станок-автомат для сварки круговых швов. Станок-автомат содержит ротор с несколькими гнездами с цанговыми или иными патронами для установки, центрирования и закрепления в них
свариваемых изделий. Каждое гнездо снабжено механизмом для вращения изделия во время сварки кругового шва. Привод для всех этих механизмов может быть общим, централизованным. На вращающейся части
ротора, против каждого гнезда, закреплена сварочная головка. Токоподвод ко всем сварочным головкам и подвижным электроприводам осуществляется при помощи кольцевых токосъемников, расположенных на главном валу ротора.
Однако этот станок сложен конструктивно м не может быть применен для сварки стержневых конструкций с негарантированной сборкой свариваемых изделий.
Наиболее близким является сварочный станок-полуавтомат для сварки круговых швов, который содержит станину, многопозиционную, планшайбу стола с мальтийским механизмом постоянно вращающихся шпиндельных устройств, размещенных в вертикально подвижном корпусе привода движения механизмов с непрерывно вращающимся электродвигателем муфты с электромагнитом и кулачковой муфты, кулачка подъема корпуса, привода вращения шпинделей. Сьем готового изделия производится вертикальным движением штока, пружинящих захватов и сбрасывателя.
Однако этот станок сложен конструктивно и не может быть применен для сварки стержневых конструкций и негарантированной сборкой свариваемых изделий.
Целью изобретения является расширение технологических возможностей путем обеспечения сборки ручки столового ножа с лезвием.
Указанная цель достигается тем, что установка для сварки, содержащая смонтированные на станине приводной поворотный ротор с многопозиционным столом, вращающиеся шпиндели и сварочную головку, оснащена смонтированными на роторе по обе стороны от стола многопозиционными планшайбами, шпиндели установлены на каждой позиции одной из планшайб и оснащены подвижными держателями для ручек столовых ножей, установленными на соответствующих позициях второй планшайбы, дополнительными шпинделями с держателями лезвий столовых ножей, на станине закреплены копиры и неподвижные шестерни, каждый основной и дополнительный шпиндель оснащен вращающейся шестерней, установленной с возможностью взаимодействия с неподвижной шестерней, установленными соосно вращающейся шестерне подпружиненными одна относительно другой крышками с радиальными зубцами на обращенных одна к другой торцовых поверхностях крышек и закрепленной на крышке с соответствующим копиром-опорой на станине смонтирован подпружиненный поворотный кронштейн для сварочной головки, а на каждой позиции стола закреплен токо- подводящий элемент и регулируемые водила для упора поворотного кронштейна.
Кроме того, поворотный кронштейн сварочной головки установлен на оси,смещен- ной от оси ротора в сторону второй половины шага поворота ротора.
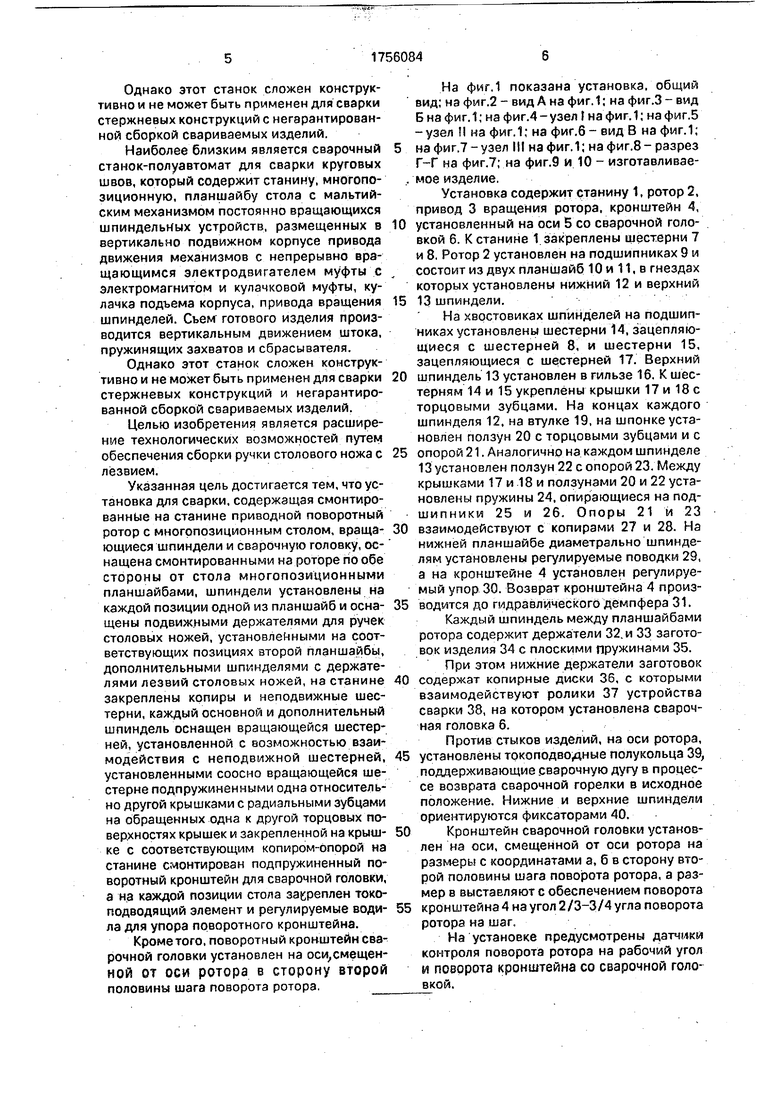
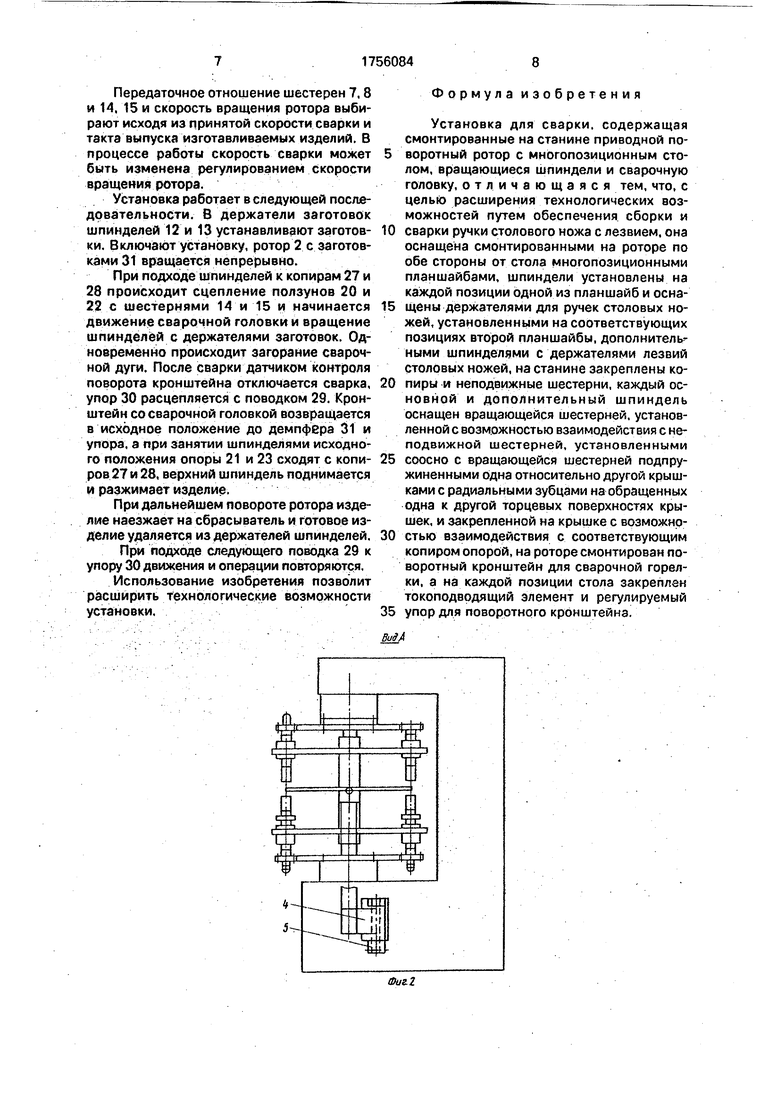
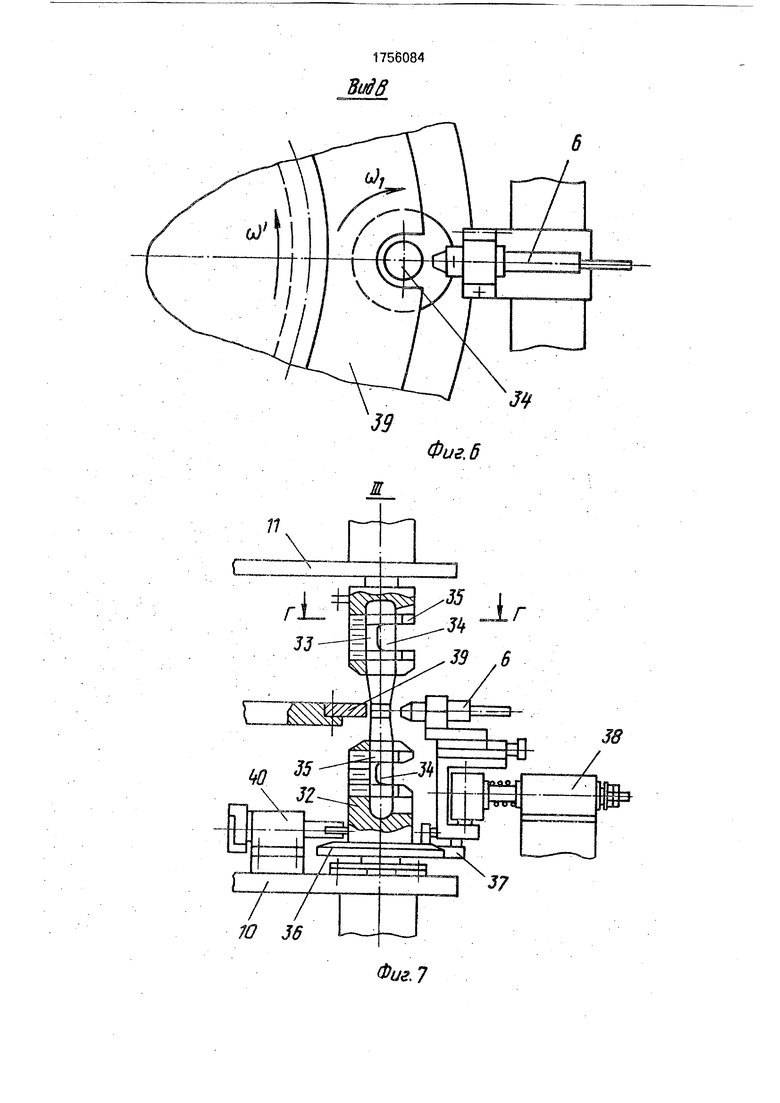
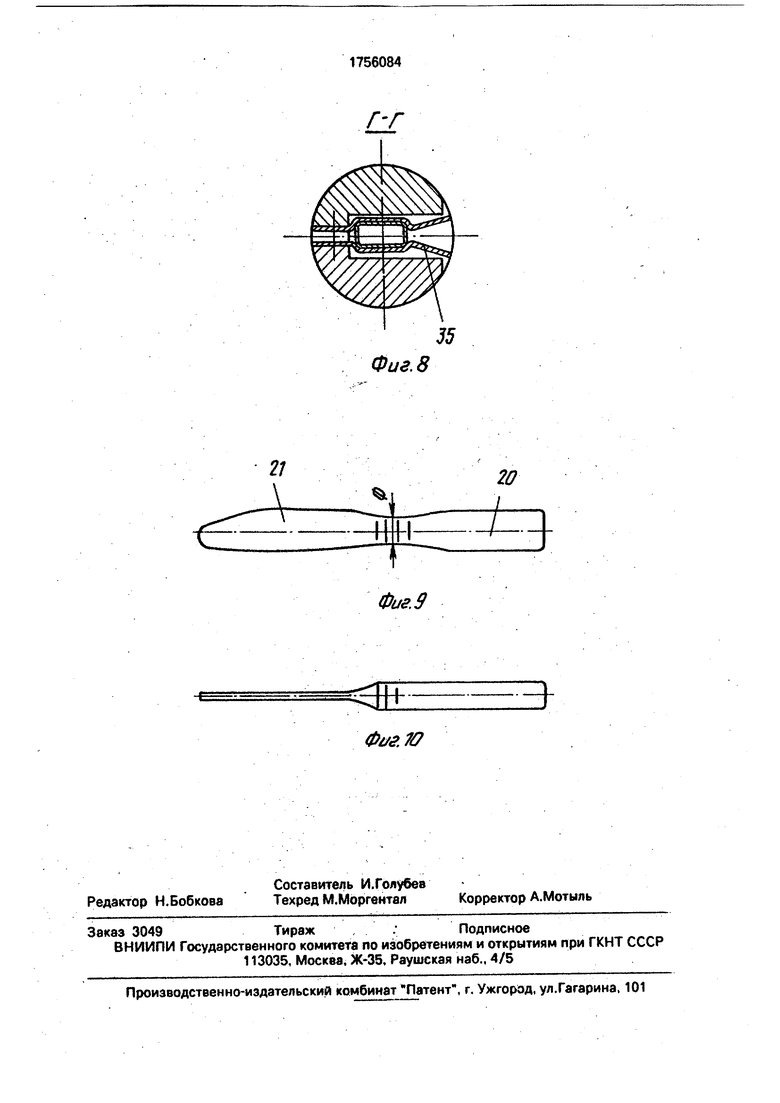
На фиг.1 показана установка, общий вид; на фмг.2 - вид А на фиг. 1; на фиг.З - вид Б на фиг. 1; на фиг.4 - узел I на фиг. 1; на фиг.5 -узел II на фиг.1; на фиг.6 - вид В на фиг.1;
нафиг.7-узел III на фиг.1; на фиг.8-разрез Г-Г на фиг.7; на фиг.9 и 10 - изготавливае- . мое изделие.
Установка содержит станину 1, ротор 2, привод 3 вращения ротора, кронштейн 4,
0 установленный на оси 5 со сварочной головкой 6. К станине 1 закреплены шестерни 7 и 8. Ротор 2 установлен на подшипниках 9 и состоит из двух планшайб 10 и 11, в гнездах которых установлены нижний 12 и верхний
5 13 шпиндели.
На хвостовиках шпинделей на подшипниках установлены шестерни 14, зацепляющиеся с шестерней 8, и шестерни 15, зацепляющиеся с шестерней 17. Верхний
0 шпиндель 13 установлен в гильзе 16. К шестерням 14 и 15 укреплены крышки 17 и 18с торцовыми зубцами. На концах каждого шпинделя 12, на втулке 19, на шпонке установлен ползун 20 с торцовыми зубцами и с
5 опорой 21. Аналогично на каждом шпинделе 13 установлен ползун 22 с опорой 23. Между крышками 17 и 18 и ползунами 20 и 22 установлены пружины 24, опирающиеся на под- шипники 25 и 26. Опоры 21 и 23
0 взаимодействуют с копирами 27 и 28. На нижней планшайбе диаметрально шпинделям установлены регулируемые поводки 29, а на кронштейне 4 установлен регулируемый упор 30. Возврат кронштейна 4 произ5 водится до гидравлического демпфера 31.
Каждый шпиндель между планшайбами ротора содержит держатели 32. и 33 заготовок изделия 34 с плоскими пружинами 35. При этом нижние держатели заготовок
0 содержат копирные диски 36, с которыми взаимодействуют ролики 37 устройства сварки 38, на котором установлена сварочная головка 6.
Против стыков изделий, на оси ротора,
5 установлены токоподводные полукольца 39, поддерживающие сварочную дугу в процессе возврата сварочной горелки в исходное положение. Нижние и верхние шпиндели ориентируются фиксаторами 40.
0 Кронштейн сварочной головки установлен на оси, смещенной от оси ротора на размеры с координатами а, б в сторону второй половины шага поворота ротора, а размер в выставляют с обеспечением поворота
5 кронштейна 4 на угол 2/3-3/4 угла поворота ротора на шаг,
На установке предусмотрены датчики контроля поворота ротора на рабочий угол и поеорота кронштейна со сварочной головкой.
Передаточное отношение шестерен 7.8 и 14, 15 и скорость вращения ротора выбирают исходя из принятой скорости сварки и такта выпуска изготавливаемых изделий. В процессе работы скорость сварки может быть изменена регулированием скорости вращения ротора.
Установка работает в следующей последовательности. В держатели заготовок шпинделей 12 и 13 устанавливают заготов- ки. Включают установку, ротор 2 с заготовками 31 вращается непрерывно.
При подходе шпинделей к копирам 27 и 28 происходит сцепление ползунов 20 и 22 с шестернями 14 и 15 и начинается движение сварочной головки и вращение шпинделей с держателями заготовок. Одновременно происходит загорание сварочной дуги. После сварки датчиком контроля поворота кронштейна отключается сварка, упор 30 расцепляется с поводком 29. Кронштейн со сварочной головкой возвращается в исходное положение до демпфера 31 и упора, а при занятии шпинделями исходного положения опоры 21 и 23 сходят с копи- ров 27 и 28, верхний шпиндель поднимается и разжимает изделие.
При дальнейшем повороте ротора изделие наезжает на сбрасыватель и готовое изделие удаляется из держателей шпинделей.
При подходе следующего поводка 29 к упору 30 движения и операции повторяются.
Использование изобретения позволит расширить технологические возможности установки.
Формула изобретения
Установка для сварки, содержащая смонтированные на станине приводной поворотный ротор с многопозиционным столом, вращающиеся шпиндели и сварочную головку, отличающаяся тем, что, с целью расширения технологических возможностей путем обеспечения сборки и сварки ручки столового ножа с лезвием, она оснащена смонтированными на роторе по обе стороны от стола многопозиционными планшайбами, шпиндели установлены на каждой позиции одной из планшайб и оснащены держателями для ручек столовых ножей, установленными на соответствующих позициях второй планшайбы, дополнительными шпинделями с держателями лезвий столовых ножей, на станине закреплены копиры и неподвижные шестерни, каждый основной и дополнительный шпиндель оснащен вращающейся шестерней, установленной с возможностью взаимодействия с неподвижной шестерней, установленными соосно с вращающейся шестерней подпружиненными одна относительно другой крышками с радиальными зубцами на обращенных одна к другой торцевых поверхностях крышек, и закрепленной на крышке с возможностью взаимодействия с соответствующим копиром опорой, на роторе смонтирован поворотный кронштейн для сварочной горелки, а на каждой позиции стола закреплен токоподводящий элемент и регулируемый упор для поворотного кронштейна.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки | 1990 |
|
SU1812036A1 |
| Установка для сборки и сварки изделий | 1991 |
|
SU1803295A1 |
| Заточной станок | 1989 |
|
SU1776540A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Устройство для сборки и сварки кронштейнов ленточных конвейеров | 1977 |
|
SU716758A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Установка для сварки | 1989 |
|
SU1669680A1 |
| УСТАНОВКА Для СБОРКИ И СВАРКИ | 1969 |
|
SU252520A1 |
| Устройство для сборки и сварки | 1981 |
|
SU979061A1 |
| Станок для сборки узлов | 1979 |
|
SU941158A1 |
Использование изобретения: для сборки и сварки лезвия и ручки столового ножа. Сущность изобретений: роторная установка содержит смонтированные на станите 1 ротор 2 с многопозиционным столом. На роторе установлены планшайбы 10 и 11. На каждой позиции планшайб 10 и 11 установлены основные 13 и дополнительные 12 шпиндели. Шпиндели 12 и 13 оснащены опорами 21 и 23 соответственно. На станине закреплены копиры 28 и 27. Опоры 21 и 23 установлены с возможностью взаимодействия с копирами 28 и 27. 10 ил. -ч ел о о 00 N Фиг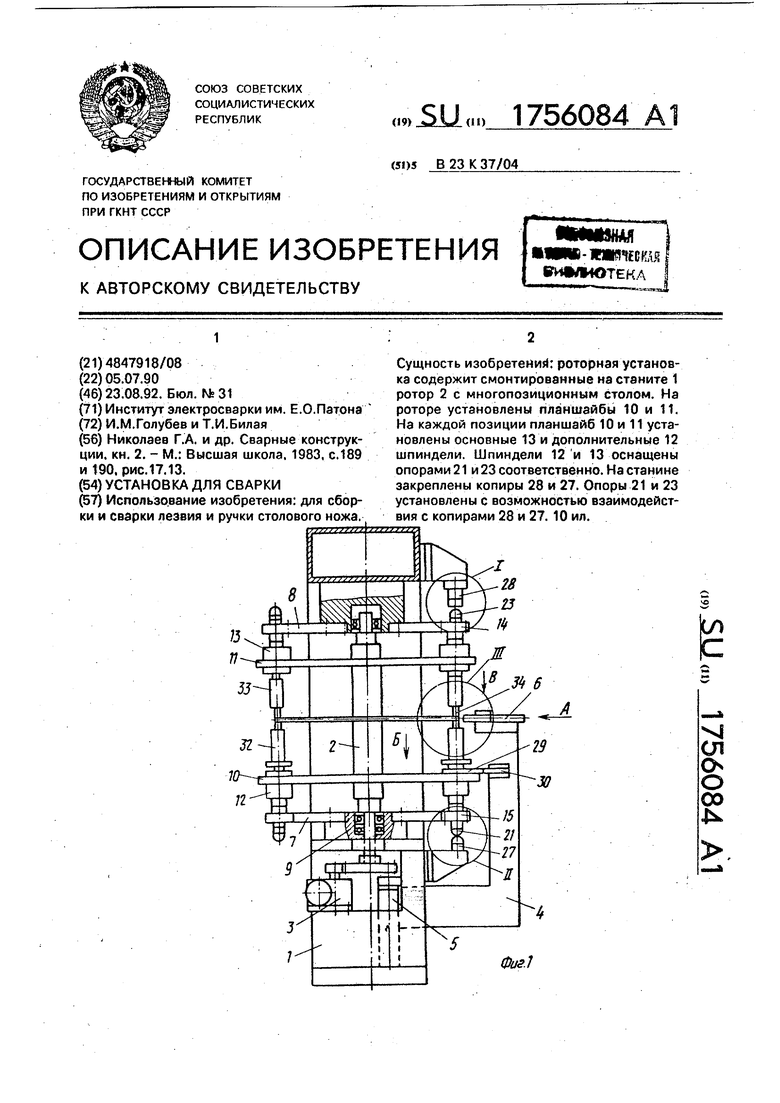
16
Фиг А
2930
J7
25
Фиг. 5
1756084
Ш8
3f
Фиг. 6
Фиг. 7
Фие.8
Фиг. 9
Фиг 70
| Николаев Г.А | |||
| и др | |||
| Сварные конструкции, кн | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: Высшая школа | |||
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Питательный кран для вагонных резервуаров воздушных тормозов | 1921 |
|
SU189A1 |
