. 1
Известна оправка для формования трубчатых изделий, состоящая из взаимно зафиксированных на центральном стержне разъемных элементов, наружные поверхности которых образуют внешний контур оправки.
Предлагаемая оправка отличается тем, что, с целью облегчения ее сборки на направляющем стержне и извлечения ее частей из сформованного изделия, разъемные элементы, стянутые общим пружинным кольцом, надеты на центрирующую втулку с конической наружной поверхностью, состоящую из двух разъемных в осевой плоскости половинок, связанных замковым соединением с частями оправки.
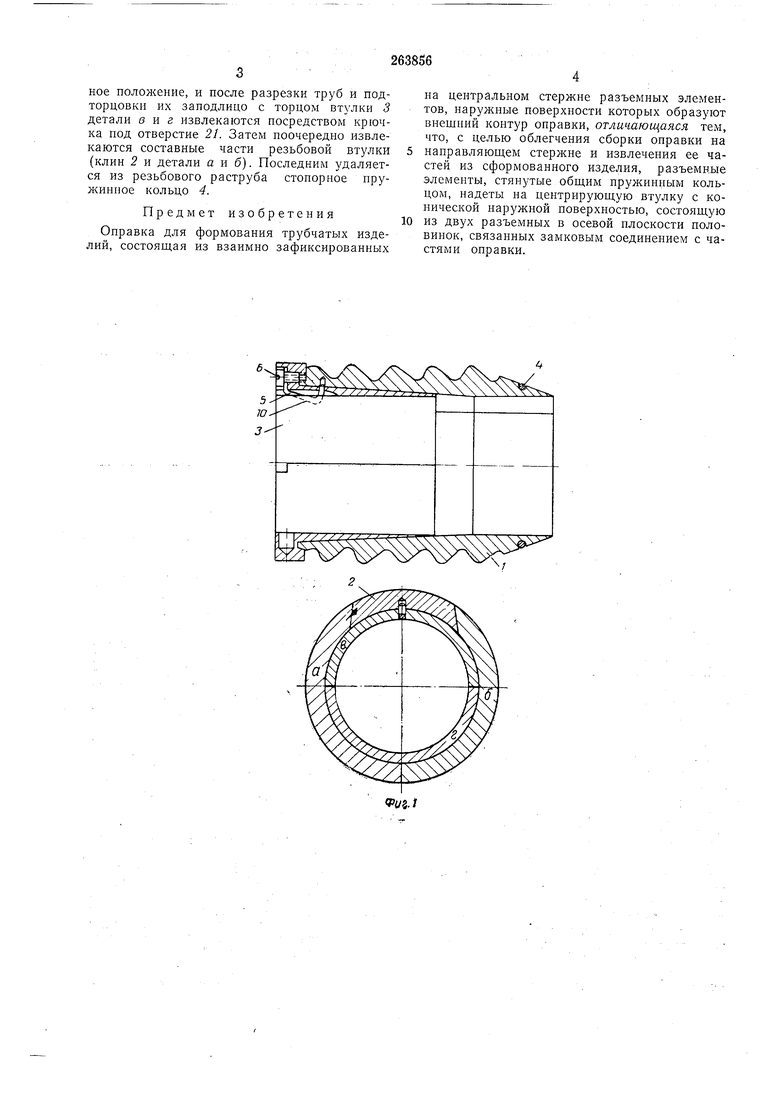
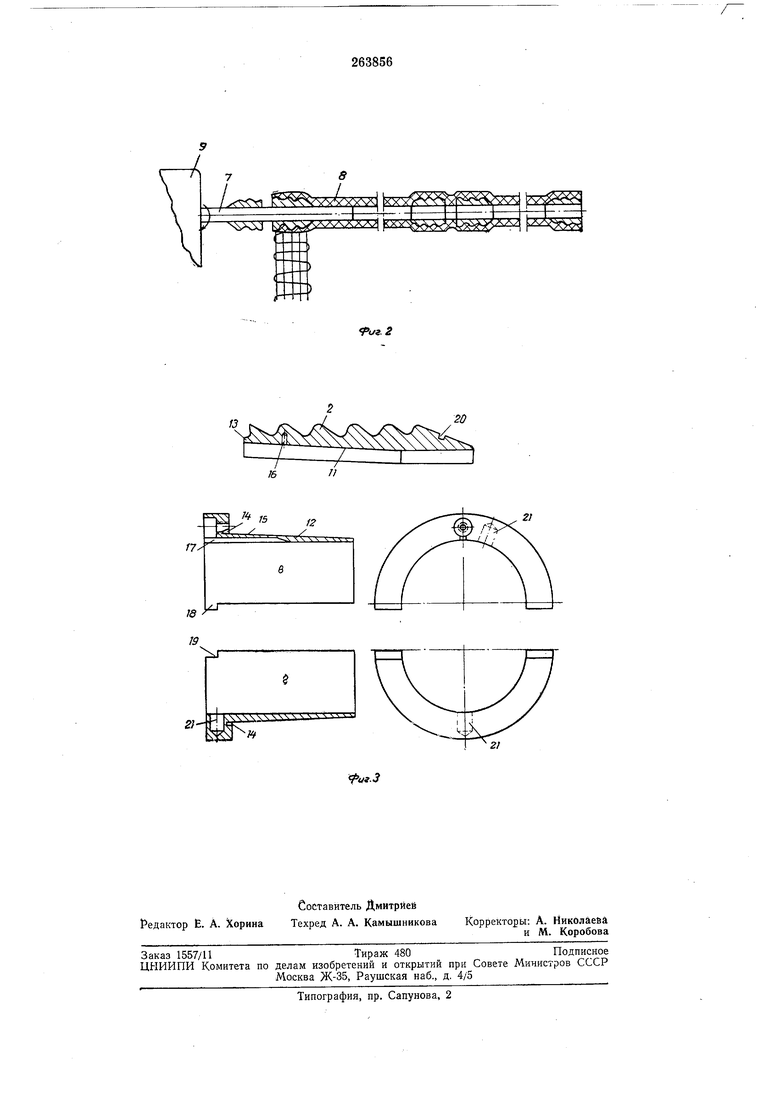
На фиг. I изображена прессформа в сборе; на фиг. 2 дана схема формования резьбы на трубах любой длины нри непрерывном способе их производства; на фиг. 3 - элементы конструкции резьбовой и конусной втулок.
Прессформа (см. фиг. 1) состоит из разъемной резьбовой втулки / с клиновым вырезом 2 и разрезанной вдоль оси пополам центрирующей конусной втулки 3, стопорного пружинного кольца 4 и пружинки 5, закрепленной винтом 6.
Так как для установки оправки (см. фиг. 2) на направляющий стержень 7 нет доступа к нему с торцов (с одной стороны сформованная труба 5, с другой привод 9), то сборка ее производится следующим образом. Деталь в
конусной втулки 3 (см. фиг. 3) накладывается сверху на стержень 7, при этом пружинка 5 прил имается к нему выступом 10, в исходном положении пружинка находится в отогнутом положении, как показано на фиг. 1 пунктиром. Клин 2 накладывается поверхностью /У на поверхность 12 детали в конусной втулки 3 так, чтобы выступ 13 клина вошел в выточку 14, а пружинка 5 через отверстие
15 вощла в отверстие 16 и паз 17. С обратной стороны стержня 7 накладывается деталь 2 конусной втулки, совместив шип 18 детали в конусной втулки с выемкой 19 детали г, и поочередно устанавливаются части а и брезьбовой втулки так, чтобы выступ 13 вошел в выточку 14 конусной втулки 3. После чего стопорное пружинное кольцо 4 вводится в кольцевую канавку 20 разборной резьбовой втулки /.
Стопорное кольцо 4 и выстун 13 удерживают прессформу от распадения и обеспечивают совмещение профиля резьбы всех составных частей резьбовой втулки. Пружинка 5 удерживает деталь в от осевого смещения, а
последняя удерживает деталь г конусной втулки за счет щипа /5 и выемки 19. Таким образом оправка составляет узел со строгой фиксацией всех ее деталей.
ное положение, и после разрезки труб и подторцовки их заподлицо с торцом втулки 3 детали е и г извлекаются посредством крючка под отверстие 21. Затем поочередпо извлекаются составные части резьбовой втулки (клин 2 и детали а и б). Последним удаляется из резьбового раструба стопорное пружиипое кольцо 4.
Предмет изобретения
Оправка для формования трубчатых изделий, состоящая из взаимно зафиксированных
на центральном стержне разъемных элементов, наружные поверхности которых образуют внешний контур оправки, отличающаяся тем, что, с целью облегчения сборки оправки па
направляющем стержне и извлечепия ее частей из сформованного изделия, разъемные элементы, стянутые общим пружиппым кольцом, надеты на центрирующую втулку с конической наружной поверхностью, состоящую
из двух разъемных в осевой плоскости половинок, связанных замковым соединением с частями оправки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья пластмассовых сепараторов | 1983 |
|
SU1171341A1 |
| Оправка для формования изделий с отверстиями | 1982 |
|
SU1090575A1 |
| Устройство для относительного ориентирования при сборке деталей типа вал-втулка | 1976 |
|
SU618243A1 |
| Соединение деталей | 1986 |
|
SU1413310A1 |
| РАЗЪЕМНОЕ СОЕДИНЕНИЕ ДЛЯ ВЫСОКОНАПОРНЫХ ТРУБОПРОВОДОВ | 2004 |
|
RU2313718C2 |
| ОПРАВКА ДЛЯ НАМОТКИ ТЙ^Б ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1979 |
|
SU825322A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОБИРАЕМОЙ ИЗ ОТДЕЛЬНЫХ ЧАСТЕЙ ДЕТАЛИ С КАНАЛОМ | 2007 |
|
RU2480319C1 |
| АВТОМАТ ДЛЯ ИЗМЕРЕНИЯ И СОРТИРОВКИ ДЕТАЛЕЙ | 1938 |
|
SU57760A1 |
| Устройство для сборки запрессовкой | 1986 |
|
SU1355436A1 |
17
21
