Изобретение относится к обработке материалов давлением и может быть использовано для изготовления сепараторов подшипников из пластмассы в машиностроении.
Цель изобретения - повышение качества сепараторов путем предотвращения искажения профиля гнезд под шарики в сепараторе.
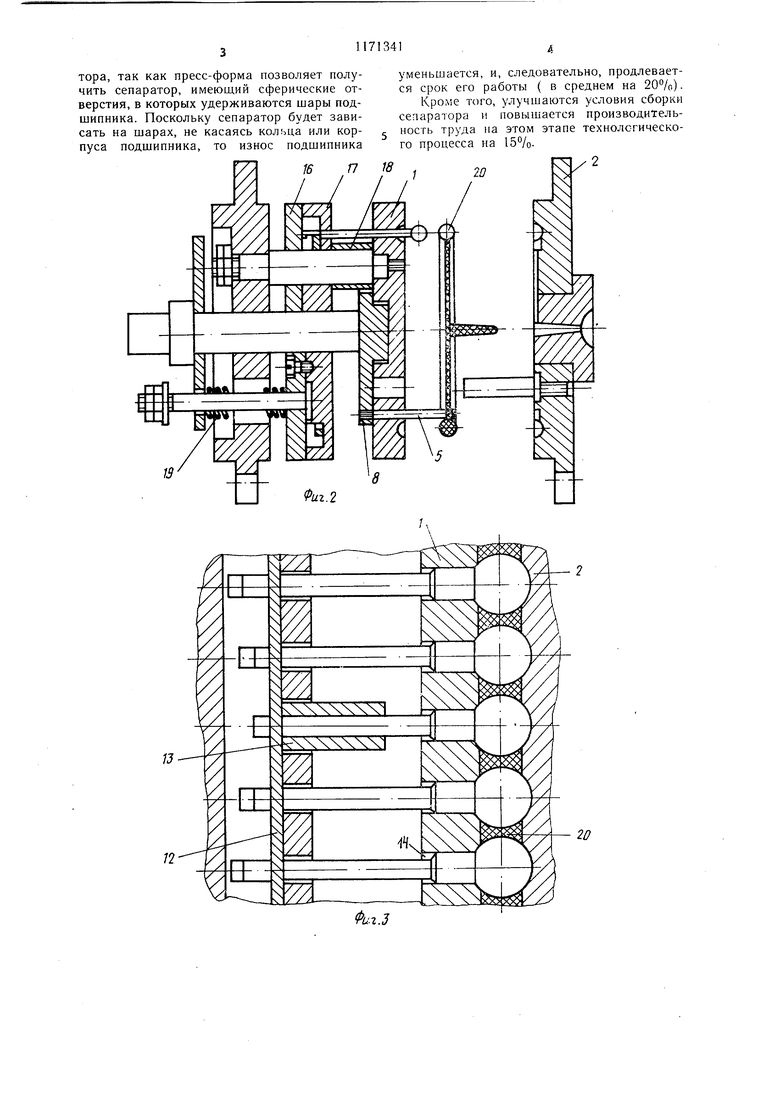
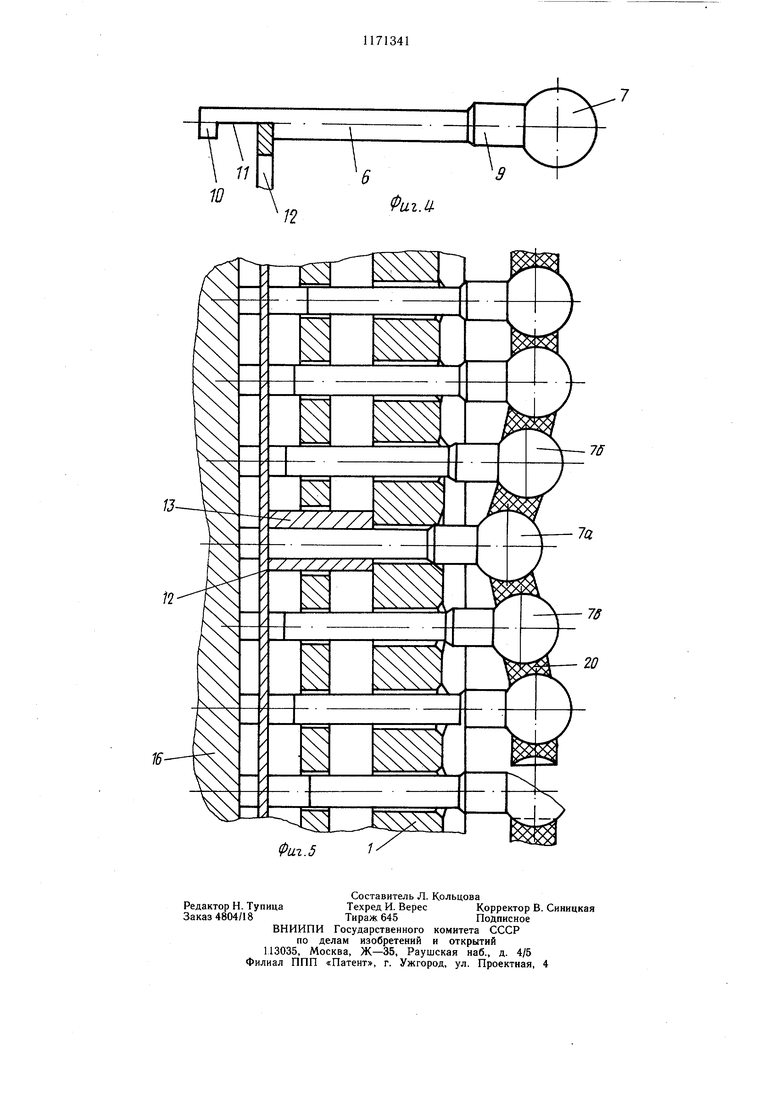
На фиг. 1 изображена пресс-форма, обш,ий вид; на фиг. 2 - то же, в разомкнутом положении; на фиг. 3 - развертка по оформляющим знакам; на фиг. 4 - оформляющий знак, общий вид; на фиг. 5 - развертка по оформляющим знакам в момент наибольшего изгиба сепаратора.
Пресс-форма для литья пластмассовых сепараторов содержит подвижную часть 1 и неподвижную часть 2, образующие формующую полость 3, литниковые каналы 4, выталкиватели 5 и оформляющие знаки 6 в виде стержней с головками 7 в форме тела качения.
Выталкиватели 5 смонтированы на плите 8 толкания. Стержни оформляющих знаков 6 выполнены различной длины и снабжены центрирующими поясками 9 и хвостовиками 10, причем центрирующие пояски 9 соединены с головками 7 и имеют диаметры, большие диаметров стержней оформляющих знаков 6. В хвостовиках 10 стержней оформляющих знаков 6 выполнены пазы 11 различной длины под стопорное кольцо 12, смонтированное с возможностью взаимодействия с втулками 13, которыми снабжены прессформа, при этом в подвижной части I прессформы выполнены отверстия 14 под центрирующие пояски 9. Выталкиватели 5 и втулки 13 расположены в зоне оформляющих знаков 6 с укороченными стержнями. Прессформа содержит также упор 15, плиты 16 и 17, втулки 18 и пружину 19.
Пресс-форма для литья пластмассовых сепараторов работает следующим образом.
Через литниковые каналы 4 заполняется профильная формующая полость 3 прессформы. При этом оформляющие знаки 6 плотно сжаты в профильной выточке частей прессформы.
После того, как произошло формование сепаратора 20, начинается процесс раскрытия пресс-формы. Приводится в движение п одвижная часть 1 пресс-формы. Когда упор 15 достигает ограничителя хода литьевой машины (не показан), останавливаются плиты 16 и 17, а подвижная часть 1 прессформы продолжает еще свое движение, увлекая за собой оформляющие знаки 6 и сформованный сепаратор 20.
В тот момент, когда оформляющие знаки 6, имеющие стержни наибольшей длины, соприкасаются с плитой 16, они останавливаются, а подвижная часть продолжает еще .движение и постепенно освобождает центрирующие пояски 9 оформляюихих знаков
длинными стержнями. Хвостовики 10 и стержни оформляющих знаков 6 имеют меньщий диаметр по сравнению с центрирующими поясками 9. Поэтому после того, как
центрирующие пояски 9 самых длинных оформляющих знаков 6 освобождаются, последние приобретают некоторую свободу относительно оси пресс-формы. По мере продвижения подвижной части 1 влево поочередно освобождаются остальные центрирующие пояски 9 оформляющих знаков 6.
Когда подвижная часть 1 пресс-формы доходит до втулки 13, все оформляющие знаки 6 находятся уже в свободном состоянии (т.е. выходят из зацепления с частями прессформы). При этом подвижная часть 1 прессформы надавливает на втулку 13, которая, в свою очередь, воздействует на стопорное кольцо 12, и, захватывая поочередно в пределах паза 11 оформляюш;ие знаки 6, поджимает их к плите 16. Таким образом, создается изгиб сепаратора 20 в местах расположения втулок 13. В этот момент сепаратор 20 раскрывается в области укороченных оформляющих знаков 6 и головки 7 этих оформляющих знаков 6 выходят из
зацепления.
Сепаратор 20 сжимается в том месте, где находилась головка 7а оформляющего знака 6, а на формовочных участках 76 и 7в оформляющих знаков 6 раскрывается, и эти оформляющие знаки 6 также выходят 0 из зацепления с сепаратором 20.
Одновременно, продвигаясь влево, подвижная часть 1 через втулки 18 воздействует на плиты 16 и 17 и сжимает пружину 19. При этом плита 8 толкания вместе с выталкивателями 5, расположенными в зоне укороченных оформляющих знаков 6, начинает двигаться вправо (относительно подвижной части 1) и выталкиватели 5 окончательно снимают готовый сепаратор 20 с оформляющих знаков 6 (фиг. 2).
После съема готового отлитого сепаратора 20 подвижная часть начинает двигаться вправо на смыкание. При этом разжимаются пружины 19 и вправо движутся плиты 16, 17 и 8 с выталкивателями 5 и оформляющими знаками 6. После того, как пружины 19 разожмутся, дальнейшее движение вправо подвижной части 1 пресс-формы происходит совместно с плитами 16, 17 и 8, выталкивателями 5 и оформляющими знаками 6.
8этот момент, когда остановится плита 8 0 с выталкивателями 5, центрирующие пояски
9оформляющих знаков 6 войдут в посадочные отверстия подвижной части 1. Головки 7 оформляющих знаков 6, имеющие форму тела качения, выравниваются и занимают исходное положение для отливки следующего сепаратора.
Использование изобретения будет способствовать повышению качества сепаратора, так как пресс-форма позволяет получить сепаратор, имеющий сферические отверстия, в которых удерживаются шары подшипника. Поскольку сепаратор будет зависать на шарах, не касаясь кольца или корпуса подшипника, то износ подшипника уменьшается, и, следовательно, продлевается срок его работы ( в среднем на 20%). Кроме того, улучшаются условия сборки сепаратора и повышается производительность труда на этом этапе технолсгического процесса на 15%.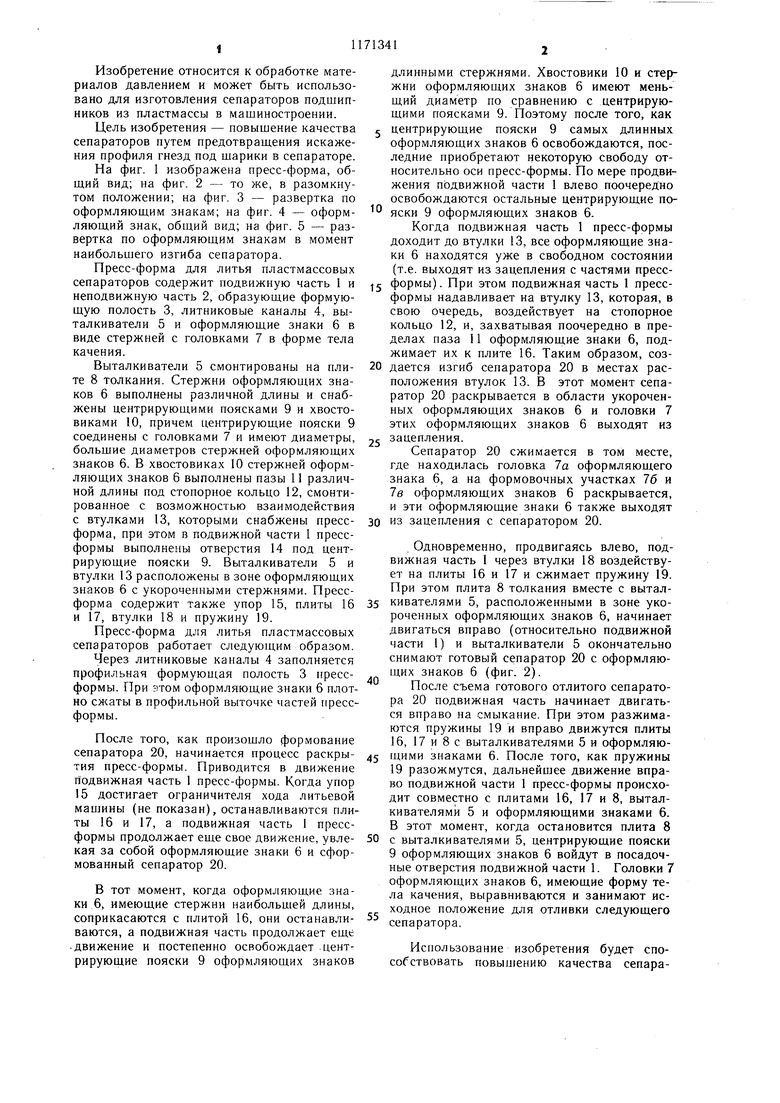
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1985 |
|
SU1328220A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1650467A1 |
| Блок литьевого прессования дляпОлиМЕРНыХ издЕлий | 1979 |
|
SU835772A1 |
| Литьевая форма с двухступенчатой системой выталкивания | 1980 |
|
SU897542A1 |
| Литьевая пресс-форма | 1980 |
|
SU897539A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1159718A2 |
| Прессформа для изготовления из полимерных материалов изделий с боковыми отверстиями | 1980 |
|
SU952624A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2026142C1 |
| Пресформа для отливки полых равностенных тел вращения | 1970 |
|
SU442887A1 |
ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПЛАСТМАССОВЫХ СЕПАРАТОРОВ, содержащая подвижную и неподвижную части с формующей полостью и литниковыми каналами, выталкиватели, смонтированные на плите толкания, и оформляющие знаки в виде стержней с головками в форме тела качения и с хвостовиками, отличающаяся тем, что, с целью повыщения качества сепараторов, оформляющие знаки смонтированы с возможностью перемещения относительно подвижной части и снабжены стопорным кольцом, а стержни оформляющих знаков выполнены различной длины и снабжены центрирующими поясками, соединенными с головками и имеющими диаметры, больщие диаметров стержней, причем в подвижной части пресс-формы выполнены отверстия под центрирующие пояски, а в хвостовиках стержней выполнены пазы различной длины под стопорное кольцо, смонтированное с возможностью взаимодействия с втулками, которыми снабжена пресс-форма, при этом выталкиватели расположены в зоне оформляющих знаков с укороченными стержнями.
| Пресс-форма для литья под давлением | 1961 |
|
SU147742A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| СТЕКЛО | 2016 |
|
RU2616019C1 |
| Солесос | 1922 |
|
SU29A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
