1
(61) 1252103
(21)4473212/25-27
(22)11.08.88
(46) 30.06.90. Бюл. № 24
(71)Производственное объединение Воро- шиловградский тепловозостроительный завод им. Октябрьской революции и Воро- шиловградский машиностроительный институт
(72)В.И.Богданов, Ю.А.Куликов, А.П.Скородумов, А.В.Щеглов и А.П Своеволии (53)621.791.3(088.8)
(56)Авторское свидетельство СССР
№ 1252103, кл. В 23 К 31/02, 1/20. 1984.
(54) СПОСОБ ПАЙКИ ТРУБНОЙ РЕШЕТКИ С ТРУБКАМИ
(57)Изобретение относится к пайке, в частности к способам пайки трубных решеток с трубками, и может быть использовано в различных отраслях машиностроения при изготовлении теплообменной аппаратуры, Цель изобретения - повышение качества пайки и прочности паяного шва между трубной решеткой и трубками путем равномерного нанесения слоя припоя на поверхность трубной решетки. Трубную решетку с отверстиями под трубки погружают в ванну с расплавленным припоем, выдерживают до равномерного прогрева, закрывают отверстия вставками из несмачиваемого припоем материала, вынимают трубную решетку вместе со вставками и слоем припоя из расплавленного припоя, кристаллизуют слой припоя и извлекают из отверстий вставки. Далее трубную решетку собирают с трубка- ми,производят нагрев до температуры пайки и охлаждение. Нанесение припоя погружением в расплав с перекрытием отверстий вставками в погруженном положении улучшает качество последующей пайки и увеличивает срок службы вставок. 5 ил.
сл
с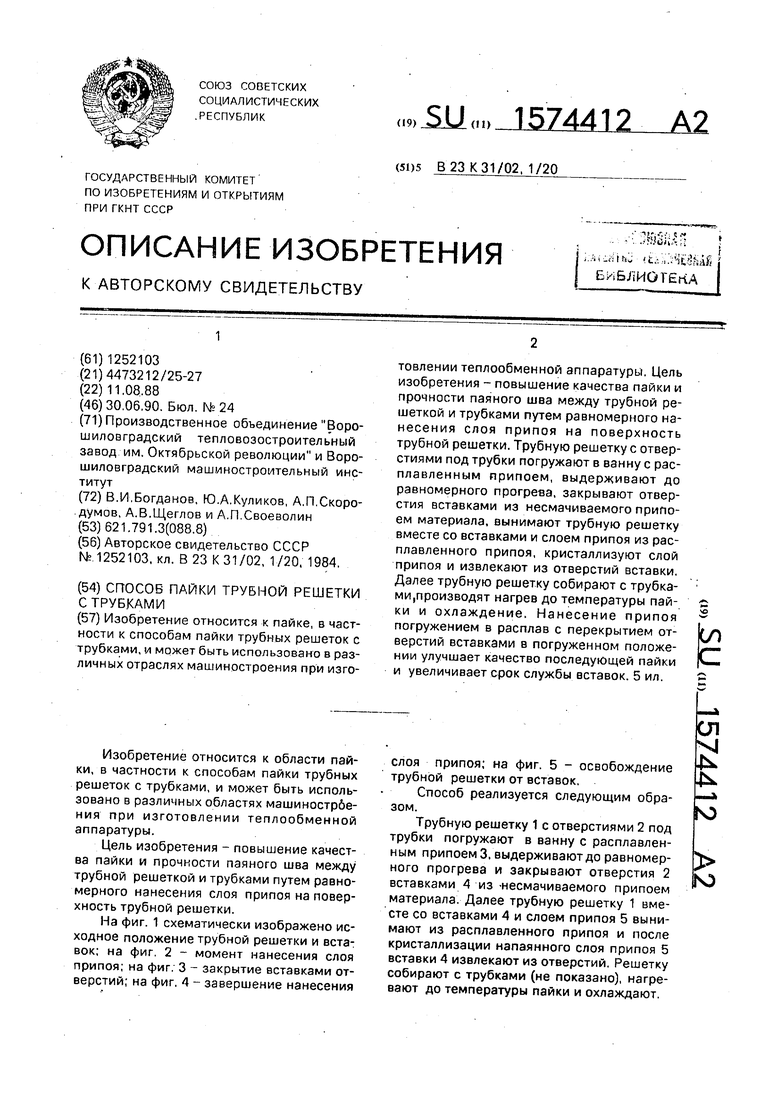
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки трубной решетки с трубками | 1984 |
|
SU1252103A1 |
| Способ пайки сотовых металлических конструкций | 1989 |
|
SU1682066A1 |
| СПОСОБ КАПИЛЛЯРНОЙ ПАЙКИ ДЕТАЛЕЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ В ВИДЕ ШТУЦЕРА И ЦИЛИНДРИЧЕСКОЙ ВТУЛКИ | 2006 |
|
RU2375160C2 |
| СПОСОБ АРМИРОВАНИЯ БУРОВОЙ КОРОНКИ ТВЕРДОСПЛАВНЫМИ ЦИЛИНДРИЧЕСКИМИ ВСТАВКАМИ | 1997 |
|
RU2122101C1 |
| Способ изготовления горячего спая термопары | 1986 |
|
SU1362954A1 |
| Способ изготовления берд с пропайкой зубьев | 1978 |
|
SU724291A1 |
| Устройство для пайки | 1988 |
|
SU1558591A1 |
| СПОСОБ МОНТАЖА КРИСТАЛЛОВ VCSEL НА КРИСТАЛЛОДЕРЖАТЕЛЕ | 2012 |
|
RU2610339C2 |
| СПОСОБ ПАЙКИ ПЛАСТИН С ОТВЕРСТИЕМ К ДЕТАЛЯМ ТРУБЧАТОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2796904C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК | 2003 |
|
RU2252846C1 |
Изобретение относится к пайке, в частности к способам пайки трубных решеток с трубками, и может быть использовано в различных отраслях машиностроения при изготовлении теплообменной аппаратуры. Цель изобретения - повышение качества пайки и прочности паяного шва между трубной решеткой и трубками путем равномерного нанесения слоя припоя на поверхность трубной решетки. Трубную решетку с отверстиями под трубки погружают в ванну с расплавленным припоем, выдерживают до равномерного прогрева, закрывают отверстия вставками из несмачиваемого припоем материала, вынимают трубную решетку вместе со вставками и слоем припоя из расплавленного припоя, кристаллизуют слой припоя и извлекают из отверстий вставки. Далее трубную решетку собирают с трубками, производят нагрев до температуры пайки и охлаждение. Нанесение припоя погружением в расплав с перекрытием отверстий вставками в погруженном положении улучшает качество последующей пайки и увеличивает срок службы вставок. 5 ил.
Изобретение относится к области пайки, в частности к способам пайки трубных решеток с трубками, и может быть использовано в различных областях машинострбе- ния при изготовлении теплообменной аппаратуры.
Цель изобретения - повышение качества пайки и прочности паяного шва между трубной решеткой и трубками путем равномерного нанесения слоя припоя на поверхность трубной решетки.
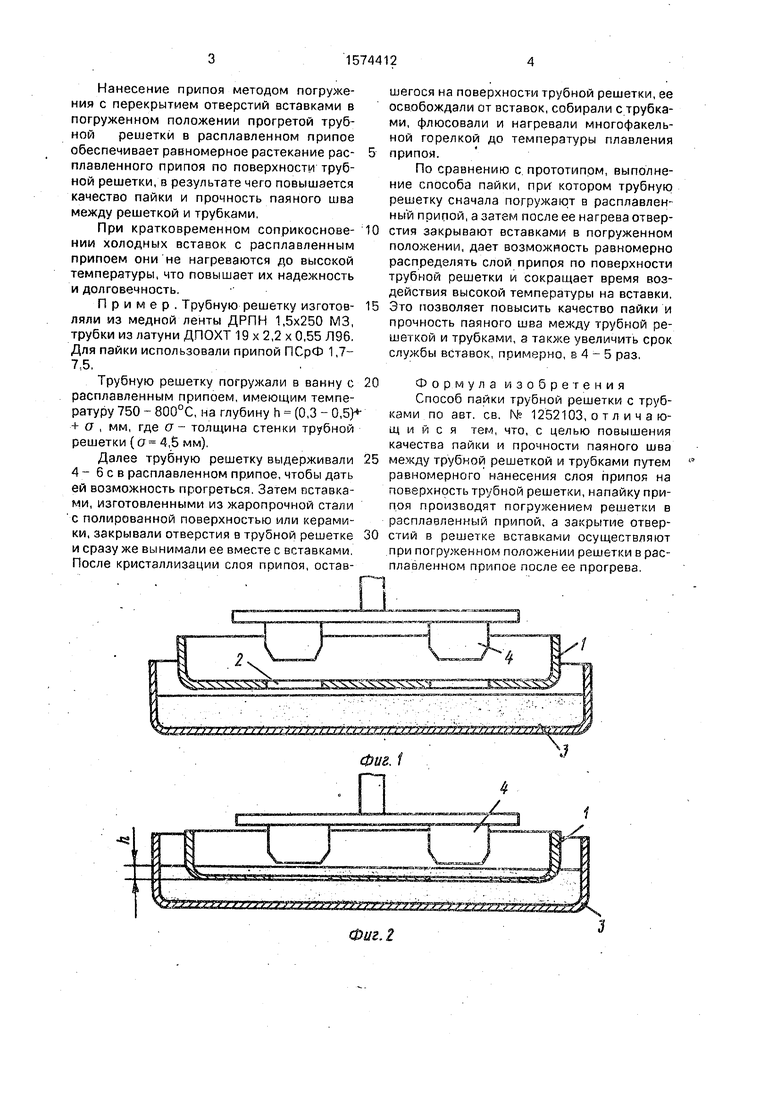
На фиг. 1 схематически изображено исходное положение трубной решетки и вставок; на фиг. 2 - момент нанесения слоя припоя; на фиг. 3 - закрытие вставками отверстий; на фиг. 4 - завершение нанесения
слоя припоя; на фиг. 5 - освобождение трубной решетки от вставок.
Способ реализуется следующим образом.
Трубную решетку 1 с отверстиями 2 под трубки погружают в ванну с расплавленным припоем 3, выдерживают до равномерного прогрева и закрывают отверстия 2 вставками 4 из -несмачиваемого припоем материала. Далее трубную решетку 1 вместе со вставками 4 и слоем припоя 5 вынимают из расплавленного припоя и после кристаллизации напаянного слоя припоя 5 вставки 4 извлекают из отверстий. Решетку собирают с трубками (не показано), нагревают до температуры пайки и охлаждают.
Нанесение припоя методом погружения с перекрытием отверстий вставками в погруженном положении прогретой трубной решетки в расплавленном припое обеспечивает равномерное растекание рас- плавленного припоя по поверхности трубной решетки, в результате чего повышается качество пайки и прочность паяного шва между решеткой и трубками,
При кратковременном соприкоснове- нии холодных вставок с расплавленным припоем они не нагреваются до высокой температуры, что повышает их надежность и долговечность.
Пример. Трубную решетку изготов- ляли из медной ленты ДРПН 1,5x250 МЗ, трубки из латуни ДПОХТ 19 х 2,2 х 0,55 Л96. Для пайки использовали припой ПСрФ 1,7- 75.
Трубную решетку погружали в ванну с расплавленным припоем, имеющим температуру 750 - 800°С, на глубину h (0,3 - 0,5)+ + о , мм, где о- толщина стенки трубной решетки (а 4,5 мм).
Далее трубную решетку выдерживали 4 - 6 с в расплавленном припое, чтобы дать ей возможность прогреться. Затем вставками, изготовленными из жаропрочной стали с полированной поверхностью или керамики, закрывали отверстия в трубной решетке и сразу же вынимали ее вместе с вставками После кристаллизации слоя припоя, остав Ј
..ц.||«.|.1и,|10.11.101.|.п«|Г.ги:
f v 77I yi/ Z7 yT iT yivfi y
Фиг. 2
шегося на поверхности трубной решетки, ее освобождали от вставок, собирали с трубками, флюсовали и нагревали многофакельной горелкой до температуры плавления припоя.
По сравнению с прототипом, выполнение способа пайки, при котором трубную решетку сначала погружают в расплавлен- ны й припой, а затем после ее нагрева отверстия закрывают вставками в погруженном положении, дает возможность равномерно распределять слой припоя по поверхности трубной решетки и сокращает время воздействия высокой температуры на вставки. Это позволяет повысить качество пайки и прочность паяного шва между трубной решеткой и трубками, а также увеличить срок службы вставок, примерно, в 4 - 5 раз.
Формула изобретения Способ пайки трубной решетки с трубками по авт. св. № 1252103, о т л и ч а ю- щ и и с я тем, что, с целью повышения качества пайки и прочности паяного шва между трубкой решеткой и трубками путем равномерного нанесения слоя припоя на поверхность трубной решетки, напайку припоя производят погружением решетки в расплавленный припой, а закрытие отверстий в решетке вставками осуществляют при погруженном положении решетки в расплавленном припое после ее прогрева.
Фив.
J
Фиг.З
Фиг Л
