Изготовление аппаратуры из фторопласта связано со значительными трудностями, так как фторош1аст-4 плохо сваривается и при нагрузках, превышающих при данной температуре определенную величину, дает остаточные деформации, связанные с рекристаллизацией.
Особенно сложна задача создания из фторопласта-4 теплообменной аппаратуры, необходимость которой очень велика, ввиду того, что большинство технологических процессов сопровождается теплообменом.
Фторопласт-4 имеет низкую теплопроводQ,1lKKaA ч f
ность - (л -). Однако при теплоМ- час град
обмене через тонкую фторопластовую стенку (0,5-1 мм) можно получить коэффициент теплопередачи порядка 150-250.Высом-час-град
кая теплостойкость фторопласта-4 дает возможность применять теплоносители, обеспечивающие значительные разности температур, и, если применять конструкцию теплообменников с хорошо развитой поверхностью теплообмена, то можно получить достаточно эффективные теплообменные устройства. К тому же инертность и неполярносгь фторопласта препятствуют образованию на поверхности осадков и накипи, резко снижающих, как это имеет место в металлических теплообменниках, коэффициент теплопередачи.
Известен способ изготовления трубчатых теплообменников из пластмассы путем установки трубок в отверстия трубной решетки с последующей приваркой каждой трубки но ее
наружному периметру к торцовой плоскости трубной решетки.
Предлагаемый способ позволяет уменьшить энергоемкость процесса при использовании в качестве конструкционного материала теплообменника фторопласта-4.
Описываемый способ характеризуется одновременной совместной приваркой к трубной решетке всех трубок, количество которых может достигать более тысячи штук. Приварку
трубок осуществляют путем введения в концы трубок металлических опорных пальцев, заключения решетки с вставленными в нее трубками в металлическую стяжную обойму, нагревания всего комплекта до 375-390°С, охлаждения изделия и извлечения пальцев из трубок.
При этом требуемое для сварки давление создается не при помощи прижимных устройств или прессов, а в результате большого
коэффициента теплового расширения фторопласта-4.
Наибольшей относительной поверхностью теплообмена и эффективностью обладают теплообменники, имеющие большое количество
0,5-1,5 мм. При диаметре решеток 200- 250 мм (без фланцев; размеры выпускаемых фторопластовых заготовок ограничены) количество трубок может достигать 1500 и более.
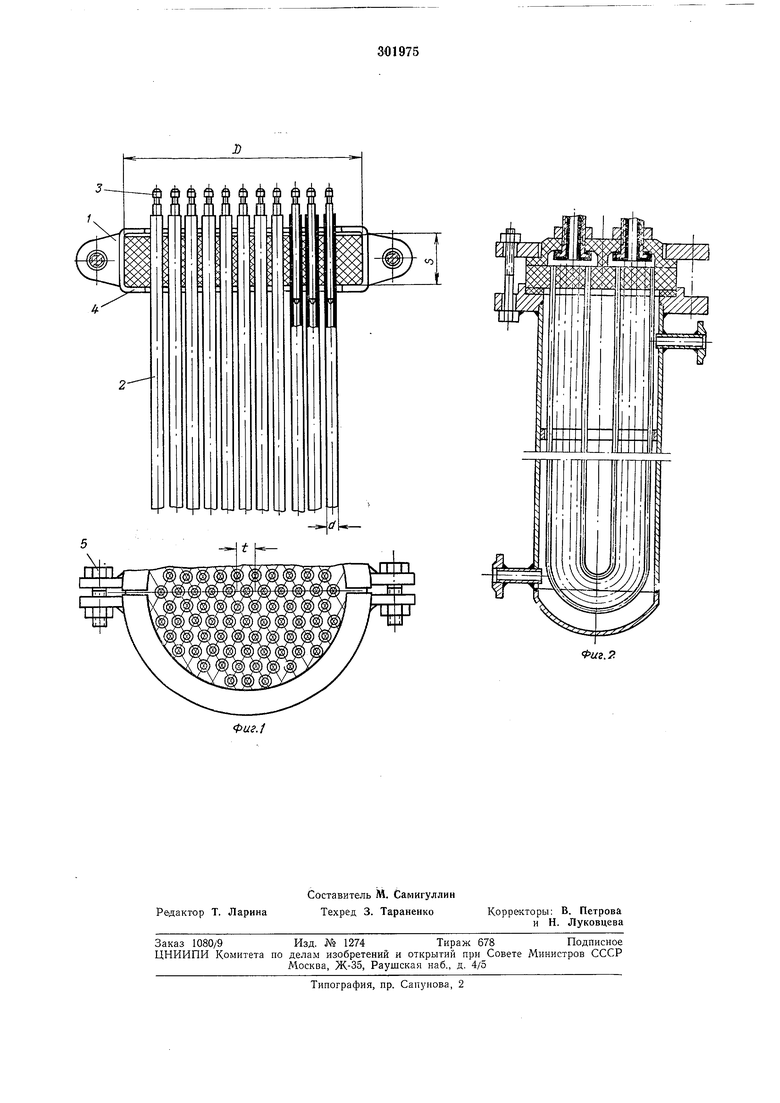
На фиг. 1 показан трубчатый элемент теплообменника; на фиг. 2 - пример установки в теплообменнике U-образного трубного пучка.
Трубную решетку } изготавливают из фторопласта-4 с соотношением диаметра к толщине . В трубных решетках сверлятся
отверстия, нмеюш;ие диаметр, равный внешнему диаметру трубок d (ходовая посадка) с шагом 1,3. Трубки 2 вставляют в обе решетки /, а затем в каждую трубку с обоих концов вводят пальцы 5 (скользяшая посадка). Пальцы изготовляют из нержавеюшей стали. На решетки надевают разъемные обоймы 4 и стягивают их болтами 5.
Подготовленный в таком виде пучок помещают в печь для спекания фторопластов. При изготовлении пучков длиной более 0,5 м под трубы подкладывается металлический лоток (алюминий) так, чтобы трубы в нагретом состоянии не провисали. Затем включают нагрев и температуру в печи подымают со скоростью 150°С в час до 375-390°С. При этой температуре теплообменник выдерживают в течение часа, после чего нагрев в печи прекращается, и при 200-250°С трубный пучок извлекается из печи.
Во время нагрева фторопласт, обладающий большим коэффициентом теплового расширения (15-21-10 ), не имея возможности из-за обоймы свободно расширяться, оказывает давление на пропущенные в решетку концы трубок, а штифты противодействуют и предотвращают смятие трубок. В результате этого развивается давление, достаточное для приварки трубок к решетке. Сварка опытных образцов показала, что объемное расширение идет за счет увеличения толщины решетки. Происходит одновременная надежная приварка всех трубок.
При помощи особого инструмента или плоскогубцев штифты удаляются из трубок, а обоймы с решеток снимаются. Далее срезают лишние куски трубок, выходящие из решеток, зачищают решетки, после чего пучок готов к
установке в корпусе теплообменника или в каком-либо аппарате.
Предмет изобретения
Способ изготовления трубчатого теплообменника из пластмассы путем установки трубок в отверстия трубной решетки с последующей приваркой каждой трубки по ее наружному периметру к торцовой плоскости трубной решетки, отличающийся тем, что, с целью уменьшения энергоемкости процесса при использовании в качестве конструкционного материала теплообменника фторопласта-4, приварку трубок к решетке осуществляют путем введения в концы трубок металлических опорных пальцев, заключения рещетки с вставленными в нее трубками в металлическую стяжную обойму, нагревания всего комплекта до
375-390°С, охлаждения изделия и извлечения пальцев из трубок.
Фиг. 2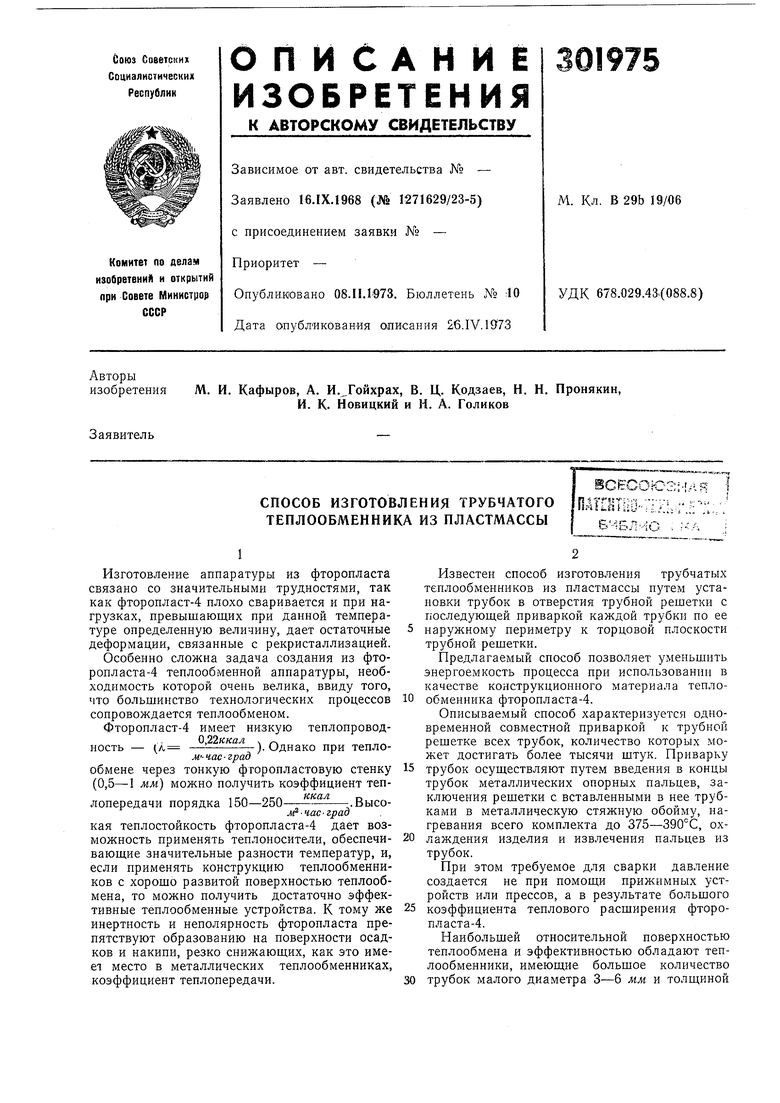
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНОГО ПУЧКА ТЕПЛООБМЕННИКА ИЗ ТЕРМОПЛАСТОВ | 1969 |
|
SU243184A1 |
| ПАРОГЕНЕРАТОР | 2014 |
|
RU2540207C1 |
| СПОСОБ СБОРКИ ТРУБЧАТОГО ТЕПЛООБМЕННИКА | 2014 |
|
RU2568224C1 |
| ТЕПЛООБМЕННИК С U-ОБРАЗНЫМИ ТРУБКАМИ, СПОСОБ ТЕПЛООБМЕНА МЕЖДУ ТЕПЛОНОСИТЕЛЕМ И ХЛАДАГЕНТОМ И ПРИМЕНЕНИЕ ТЕПЛООБМЕННИКА С U-ОБРАЗНЫМИ ТРУБКАМИ | 2012 |
|
RU2599889C2 |
| Способ изготовления трубчатого теплообменника | 1976 |
|
SU648309A1 |
| Вертикальный трубчатый теплообменник с псевдоожиженным слоем сферических частиц | 2020 |
|
RU2740376C1 |
| КОЖУХОТРУБНЫЙ ТЕПЛООБМЕННИК | 1971 |
|
SU321669A1 |
| Кожухотрубный теплообменник | 1983 |
|
SU1141292A1 |
| КОЖУХОТРУБНЫЙ ТЕПЛООБМЕННИК (ВАРИАНТЫ) | 2002 |
|
RU2215961C1 |
| СПОСОБ СБОРКИ ТРУБЧАТОГО ТЕПЛООБМЕННИКА (ВАРИАНТЫ) | 2014 |
|
RU2574532C1 |