Изобретение касается сверлильных станков для обработки из проволоки цевочных шестерен, в которых операции, как-то: сверления цевочных шестерен, подача сверла, резка цевок, набор цевок в шестерни и завальцовка шестерни, производятся автоматически. Для подачи заготовки шестерни к инструментам, в целях последовательного производства указанных операций, в предлагаемом станке ; использована поворотная револьверная головка, а для поворота шпинделя на необходимый угол для сверления применены по своему прямому назначению извест- ныв ранее мальтийские кресты. Набор цевок производится в автомате при помощи наборного шпинделя, в который отрезан- . ная ножом цевка подается рычагом. На- борный шпиндель снабжен иглой, которая при работе попадает в торец отрезной цевки и продвигает ее в высверленное отверстие. Нож и рычаг цевочно-наборного механизма приводятся в действие эксцентриковым валом. Завальцовка шестерни посредством ролика и подача револьверной головки для последовательных операций производятся при помощи ; эксцентрика и барабана с криволинейньши пазами.
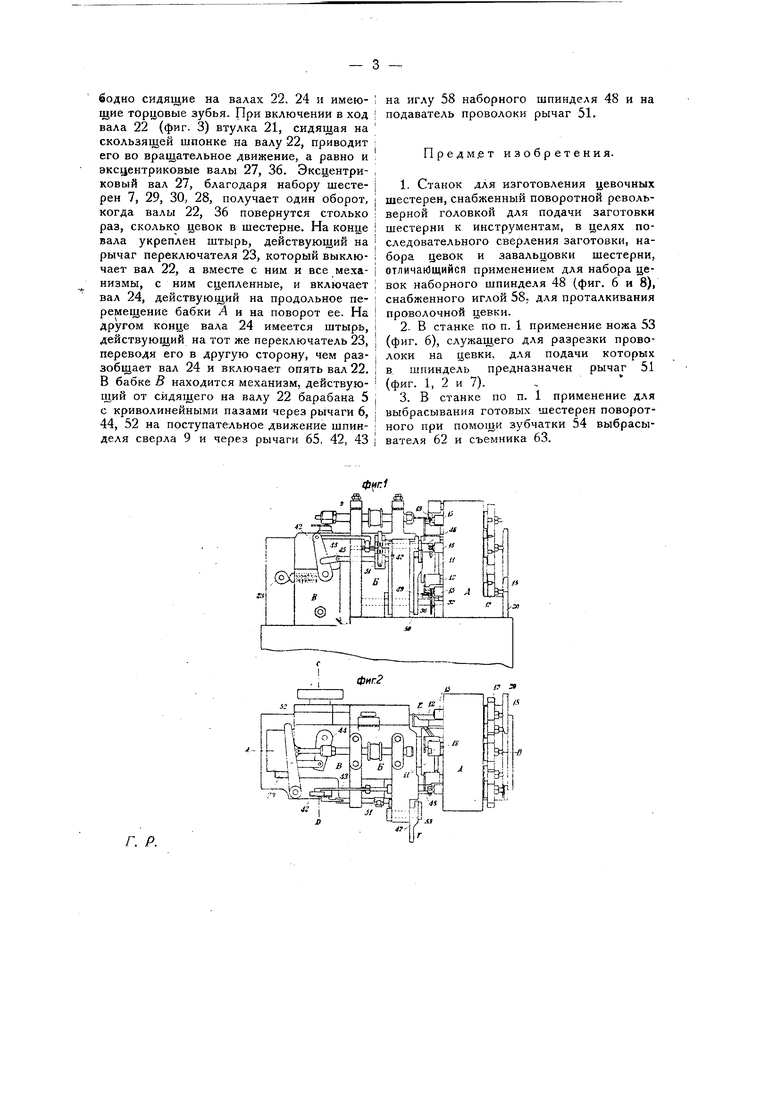
Фиг. 1 представляет изображение схе- матического чертежа, именно вид сбоку
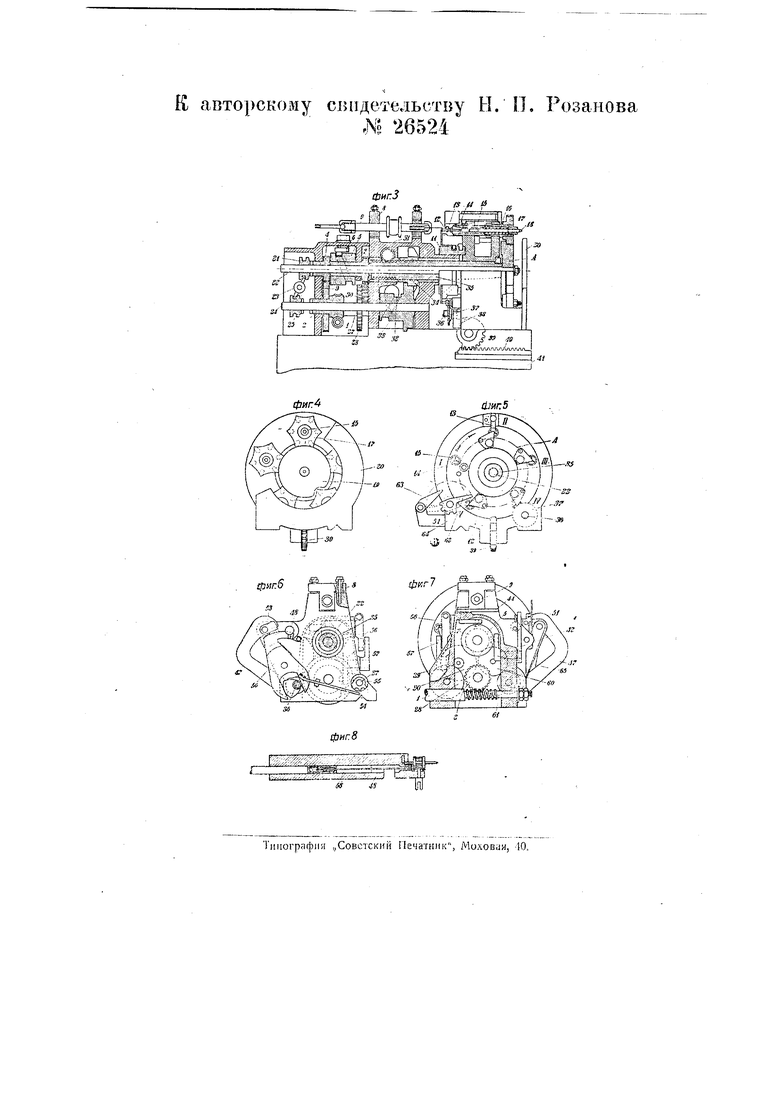
станка для изготовления цевочных шестерен; фнг. 2 - вид его сверху; фиг. 3- разрез его по линии АВ на фиг. 2; фиг. 4 - вид сбоку многошпиндельной поворотной револьверной головки; фиг. 5-вид ее же со стороны разъема на фиг. 2; фиг. б- вид бабки со стороны разъема на фиг. 2; фиг. 7 - разрез по линии СД на фиг. 2; фиг. 8 - вид наборного шпинделя в продольном разрезе.
Заготовка для цевочных шестерен (ось с насаженными на нее шайбами) вкладывается в патрон 14 шпинделя 15 в положении / многошпиндельной револьверной головки А (фиг. 5). При повороте последней на угол, соответствующий числу шпинделей, патрон 14, выходя из зависимости от действующего на другой конец его копира 20, зажимает заготовку при помощи пружины 16. Одновременно придвигается вспомогательный центр 12, скользящий по криволинейному пазу барабана 11 и проходит под кондуктор 13 в положение//(фиг. 5). В этом положении производится сверление дыр. Точное направление сверло получает благодаря кондуктору 13, при чем после каждого прохода сверла шпиндель 15 с зажатой в нем заготовкой поворачивается вокруг своей оси на угол, соответствующий количеству цевок в, шестерне. Это деление к авторскому свидетельству Ы. .NO 26524 П, Розанова
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельная сверлильная головка с изменяемыми расстояниями между шпинделями для работы на револьверном станке | 1940 |
|
SU61356A1 |
| Многошпиндельный сверлильный станок | 1929 |
|
SU23058A1 |
| АВТОМАТИЧЕСКИЙ УНИВЕРСАЛЬНЫЙ | 1967 |
|
SU194517A1 |
| Роторная машина | 1988 |
|
SU1537474A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1931 |
|
SU30533A1 |
| Многошпиндельный станок | 1981 |
|
SU1000169A1 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2005 |
|
RU2385787C2 |
| КОМБИНИРОВАННЫЙ СТАНОК ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ | 1926 |
|
SU6585A1 |
фнгА
.:,..
(W -if
Тииографля ,,СоБСТский Печатник, Моловии, 10.
а а If
Фиг5
pia

