.(54) МНОГОШПИНДЕЛЬНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОШПИНДЕЛЬНЫЙ СВЕРЛИЛЬНЫЙ СТАНОК | 1973 |
|
SU371033A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК | 2014 |
|
RU2556180C1 |
| ПОРТАЛЬНЫЙ СТАНОК | 2002 |
|
RU2218246C2 |
| Металлорежущий станок | 1975 |
|
SU858550A3 |
| Станок для двухстороннего сверления листового стекла | 1989 |
|
SU1636355A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088381C1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОДНОВРЕМЕННО ЧЕТЫРЕХ ОТВЕРСТИЙ | 2004 |
|
RU2258582C1 |
| ПОРТАЛЬНЫЙ СТАНОК | 1997 |
|
RU2130824C1 |
| Многошпиндельная поворотная головка | 1981 |
|
SU1038104A1 |
| МНОГОЦЕЛЕВОЙ ПОРТАЛЬНЫЙ СТАНОК | 1995 |
|
RU2088384C1 |
Изобретение относится к обработке металлов резанием, в частности касается многошпиндельных станков для .Рсщиального сверления,.
Известен автомат для сверления отверстий вПечатных пластах, снабженный многошпиндельной головкой с независимым приводом подачи каждого шпинделя -И .
Однако с помощью этого устройства не може быть осуществлено радиальное сверление отверстий в цилиндрических поверхностях.
Известен автома1тический станок для перфорации труб по винтовой линии с шахматным расположением отверстий, осуществляемой по конхо к. тору с помощью многсяипиндельной. сверлильной головки, рабочие перемещения которой синхронизированы с циклом работы механизмов зажима и прерывистой винтовой подачи трубы 2j.
Однако наличие кондукторного уэла ограничивает технологические возмопности станка, исключая возможность сверления мелких отверстий на соответственно малых расстояниях между ними.
Известен также многошпиндельный сверлильный станок последовательного действия, содержащий поворотный стол и противоположно размещенные инструментальные головки с кулачковым приводом подач З .
В указанном станке также не может быть осуществлено сверление радиальных отверстий.
Известен многршпиндельный станок, содержащий поворотный делительный
10 стол для закрепления детали и распо-. ложенные вокруг него шпиндельные головки с приводом подачи 4.
Недостатком известного устройства является то, что привод подачи шпин 5 дельных головок снабжен гидроцилиндром, контролируе№1М следйщн.м золотником, что значительно усложняет привод подач. Кроме того i. в указанном устройстве не обеспечивается его
20 автоматическая остановка в случае поломки инструмента.
Цель изобретения - обеспечение автоматической остановки станка в случае поломки инструмента и упроще25ние привода подачи.
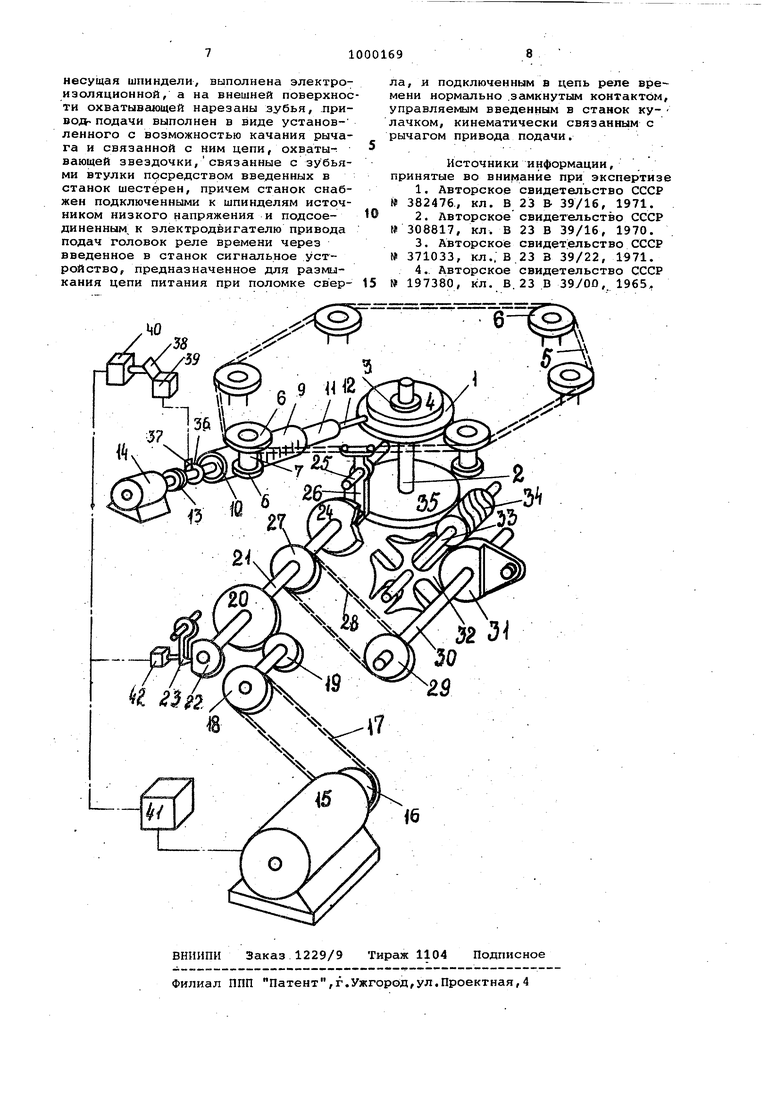
Указанная цель достигается тем., что головки снабжены расположенниню одна в другой втулками,.из котярых охватываемая, несущая шпиндели/ . выполнена электроизрляцибнной.-А на внешней поверхности охватывающей нарезаны зубья, привод подачи выпол нен в виде, установленного с возможновтью качания рычага и связанной с ним цепи, охватывающей звездочки, связанные с зубьями втулки посредством введенных в станок шестерен,, причем станок снабжен подключенными к шпинделям источником низкого напряжения и подсоединенным к электродвигателю привода подач головок реле времени через введенное в станок сигнальное устройство, предназначенное для размыкания цепи питания при поломке сверла, и подключённым в цепь реле времени нормально замкнутым контактом, управляемым введен ным в станок кулачком, кинематически связанным с рычагом привода подач. На чертеже представлена кинематическая схема многошпиндельного станка. На поворотном столе 1 на вертикальном валу 2 зажимом 3 крепится деталь 4 (перфоколесо ). Вокруг стола 1 расположены охватываемые цепью 5-звездочки 6, установленные на валиках 7 с шестернями 8, находящимися в зацеплении с втулками 9, вдоль которых снаружи выполнены зубья. Внутри каждой втулки Э помещена изготовленная из электроизоляционного материала, например текстолита, втулка 10, в которой с возможностью вращения на двух шарикоподшипниках установлен инструментальный шпиндел 11 с сверлом 12 и головкой 13 из электроизоляционного материала .в задней части для соединения с валом индивидуального для каждого шпиндел электромотора 14, в комплексе с ним представляя собой сверлильную голов ку.. Шестнадцать сверлильных головок (изображена только одна такая голов ка ), расположенные вокруг поворотного стола 1, скомпонованы в две ди метрально противоположные группы, в каждой из которых сверлильные головки сдвинуты между собой на задан ный угол и каждая последующая сверлильная головка расположена выше пр дыдущей на величину расстояния межд горизонтальными рядами отверстий на детали 4. В качестве пр ивода станка служит электромотор 15, шкив 16 которого ремнем 17 вращает шкив 18 шестеренчатого редуктора 19, 20, на выступаю щем конце вала 21 которого установлен кулачок 22 нормально замкнутого контакта 23. На противоположном конце вала установлен закрытый дисковый кулачок 24 установленного на оси 25 рычага 26, на верхнем конце которого закреплены конечные звенья цетш 5, На этом же валу 21 установлена звездочка 27, цепочкой 28 передающая движение звездочке 29 на валике 30 с поводком 31 мальтийского креста 32, на валу 33 которого закреплен червяк,34, взаимодействующий с червячным колесом 35 вала 2 поворотного стола 1. Для автоматической остановки станка каждый инструментальный шпиндель 11снабжен контактным кольцом 36, взаимодействующим с прижатым к нему пружинящим контактом 37, подсоединенньом к сигнальному устройству 38, откидная планка 39 которого взаимодействует с микровыключателем 40, подсоединенным к реле 41 времени, которое подсоединено также к микровыключателю 42 нормально замкнутого контакта 23, назначение которого состоит в том, чтобы за каждый цикл работы станка один раз размыкать и затем замыкать указанную электроцепь с тем, чтобы момент размыкания совпадал с моментом, когда сверла 12углубятся примерно на половину толщины сверлимой, стенки перфоколеса. Реле времени в свою очередь взаимодействует с приводным электромотором 15 станка управления его оста|новкой. Сигнальные устройства 38, на откидных планках 39 которых указаны порядковые номера подсоединенных к ним инструментальных шпинделей 11 сверлильных головок, вынесены на табло. Электроцепи системы питаются от понижающего трансформатора (не показан) электротоком напряжением в несколько вольт. Подлежащую обработке деталь 4 зажимом 3 закрепляют на столе 1, установленном на валу 2, и запускают приводной мотор 15, который через передачу 16-18 приводит во вращение шестерни 19, 20 с валом 21, несущим на конце кулачок 22 нормально замкнутого контакта 23 и кулачок 24 рычага 26 на оси 25, который, совершая качательные движения, водит за собой закрепленную на нем своими концами цепь 5. Движение цепи 5, охватывающей звездочки 6, заставляет их совершать чередующиеся.движения в пределах некоторого угла поворота по часовой стрелке, а затем в обратном направлении вместе с валиками 7 и ишстернями 8, которые, взаимодействуя с втулками 9, приводят последние в возвратно-поступательное вдоль оси движение в радиальном относительно детали 4 направлении. Помещенные в электроизоляционных втулках 10 инструментальные шпиндели 11 посредством головок 13 получают вращательное движение от индивидуальных моторов 14, совершая одновременно возвратно-поступательное движение с втулками 9. Установленная на валу 21
звездочка 27 через передачу 28-29 вращает вал 30 с поводком 31 мальтийского креста 32 на валу 33 с червяком 34, взаимодействующим с червячным колесом 35 вала 2 поворотного стола 1.
На основе постоянной взаимосвязи всех указанных элементов конструкции установленные на инструментальных шпинделях 11 сверла 12 вращаются и одновременно синхронно совершают поступательные движения: замедленное движение (рабочий ход) по направлению к укрепленной на столе 1 детали 4 , выполняя сквозное сверление заготовки , а затем ускоренное движение (холостой ход) в обратном направлении. Возвратившись в Исходное положение, сверла 12 продолжают вращаться , в этом время стол 1 под действием червячной передачи и мальтийского креста выполняет поворот на заданный угол,, поворачивая деталь 4 и останавливая ее в следующей позиции, после чего цикл повторяется: рабочий ход - сверление и холостой ход - возвращение сверл в исходное положение, поворот и остановка стола в следующей позиции.
Так как сверлильные головки расположены вокруг стола 1 в диа:метрально противоположных положениях,то ;за каждый цикл на детали 4 на диаметрально противоположных участках высверливается -одновременно по 8 отверстий и после поэтапного поворота детали 4 на угол 180 вся поверхность детали покрывается отверстиями в количестве 4 320.
Описанныйпроцесс протекает ритмично и безостановочно,- но бывают случаи поломки инструмента. Если станок остановить в момент, когда сломалось одно из сверл, а остальные еще находятся в толще металла, то после запуска станка все или почти все сверла немедленно сломаются, и поэтому остановку станка можно производить лишь тогда, когда все сверла завершат сверление и будут выведены из толщи металла в исходное положение.
Указанный процесс выполняется автоматически следующим образом.
Система блокировки работает на низком напряжении порядка нескольких вольт. Это необходимо для того, чтобы сверла, особенно в момент начала сверления, коснувшись заготовки не вызвали искрения. При сверлении каждое сверло находится под током низкого напряжения в цепочке: сверло масса станка - сигнальное устройство 38 - контакт 37 - кольцо 36 - инструментальный шпиндель 11. При поломке сверла соответствующая цепочка размыкается и срабатывает сигнальное устройство 38 данной цепи, при этом отбрасывается планка 39 с указанием порядкового номера сверлильной головки, у которой произсшша поломка сверла. Отброшенная (повернувшаяся ) планка 39 нажимает при этом на микровыключатель 40, который размыкает цепь этой ветви реле времени ,цля того, чтобы.ввести реле в действие, т.е. вызвать через заданныйотрезок времени остановку мотора 15. Но так как к реле времени подключена еще другая питающая его ветвь через микровыключатель 42,взаимодействующий с нормально замкнутым контактом -23, то реле времени может сработать лишь после одновременного с первой размыкания и этой цепи (второй), которое происходит тогда, когда сверла 12 просверлят примерно половину толщины стенки детали 4. Момент срабатывания нормально замкнутого контакта 23 с этой цепью устанавливают путем соответствующей регулировки кулачка 22, поворачивая и закрепляя sio в соответствующем положении на йалу 21. В момент размыкания второй ветви цепи реле времени при разомкнутой первой ветви, которые совместно подсоединены к реле времени, последнее вводится в действие и в заданный момент останавливает привбдной Мотор 15.
В зависимости от момента поломки сверла остановка станка может произойти в двух позициях. Если-сверло
поломалось в начале сверления, что бывает в большинстве случаев, то остановка станка происходит в конце этого же цикла. Если сверло сломалось во второй половине сверления,
то станок останавливается по окончании следующего цикла. В первом случае на детали остается одно незавершенное отверстие, а во случае - два, что по отношению к их
количеству на перфоколесе (4 320 1 не имеет никакого значения,
Таким образом, в предлагаемом станке обеспечивается его автоматическая остановка в случае поломки
инструмента- и упрощается привод подачи головок.
Формула изобретения
Многошпиндельный станок, содержащий поворотный делительный стол для закрепления детали и расположенные Вокруг него шпиндельные головки с приводом подачи, отличающ и и с я тем/что, с целью обеспечения автоматической остановки станка в случае поломки инструмента и упрощения привода подач, головки снабжены расположенными одна в другой втулками, из которых охватываемая.
