На фиг. 1 и 2 чертежа изображены виды спереди и сбоку предлагаемого комбинированного станка для обработки металлов.
На общей станине У привернута рама П (фиг. 1), в которой ходит ползун ш, соединенный шатуном на эксцентриках вала О, приводимого в движение ручкой В, перебрасывающей ремень с холостого шкива к1 на рабочий шкив к2 помощью вилки B1. Соединение посредством шестерен рабочего шкива с валом О расположено внутри верхней части станины У. Пустив, таким образом, станок в ход, можно производить разрезание на ножах л и ю (фиг. 2) листового железа до  толщиной. Отвернув ножи и поставив нужные штампы, можно пользоваться этой рамой, как прессом. На второй стенке станины У привернута рама С, которая служит для сверления отверстий диам. до 2". Стол а подвигается вверх и вниз помощью червячной подачи и может быть отодвинут влево и вправо на оси е-э (фиг. 2); станок пускается в ход с помощью ручки я, перебрасывающей ремень с холостого шкива х1, на рабочий x3, помощью вилки я1. При перестановке ручки я в обратное крайнее положение перебрасывается этот же ремень на рабочий шкив х2, при чем получает вращение горизонтальный шпиндел Н (фиг. 2) посредством круглого ремня, соединенного с рабочим шкивом х2. На шпиндель Н надевается наждачный круг и производится отточка, например, сверл, резцов и т.п.
толщиной. Отвернув ножи и поставив нужные штампы, можно пользоваться этой рамой, как прессом. На второй стенке станины У привернута рама С, которая служит для сверления отверстий диам. до 2". Стол а подвигается вверх и вниз помощью червячной подачи и может быть отодвинут влево и вправо на оси е-э (фиг. 2); станок пускается в ход с помощью ручки я, перебрасывающей ремень с холостого шкива х1, на рабочий x3, помощью вилки я1. При перестановке ручки я в обратное крайнее положение перебрасывается этот же ремень на рабочий шкив х2, при чем получает вращение горизонтальный шпиндел Н (фиг. 2) посредством круглого ремня, соединенного с рабочим шкивом х2. На шпиндель Н надевается наждачный круг и производится отточка, например, сверл, резцов и т.п.
На третьей стороне станины У привернута рама з, в которой расположен шпиндель ь (фиг. 1), соединенный шестернями с рабочим шкивом г2 (фиг. 2); он приводится в движение при перебрасывании ремня с холостого шкива г1 на рабочий г2; в шпиндель ъ вставляется целая плашка с нужной резьбой, в которую вводится болт помощью каретки γ. Перебрасыванием особой ручки (на чертеже не показанной) получают обратный ход с двойной скоростью, при чем свертывается плашка с болта. (Применение целой плашки обеспечивает всегда одинаковую нарезку). Вынув плашку и поставив метчик, а в каретку гайку, можно нарезать гайки тем же путем. Поставив ручку, изменяющую ход шпинделя Н, на центр, выключают вращение такового и получают вращение шпинделя А (фиг. 1) для зенковки различных отверстий, при чем каретка γ снимается. Рама, в которой расположен шпиндель А, тоже привертывается к станине У.
На четвертой стороне привернута рама ф (фиг. 2) с вертикальным шпинделем; нижняя часть V опускается и поднимается червячной подачей Д. На супорт и ставится нужная вещь и производится фрезерование при пуске в ход ручкой щ (переводя ремень с холостого шкива на рабочий м3). При переводе этой же ручкой ремня на шкив м2 получают вращение шпинделя ч помощью круглого ремня, для горизонтального фрезера. В случае надобности на этот шпиндель надевается кулачный патрон и производятся токарные роботы: обточка фланцев, проверка кранов, клапанов и т.п. Благодаря тому, что каждая сторона включается на ход самостоятельно, можно работать одновременно на четырех сторонах.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Комбинированный деревообрабатывающий станок | 1989 |
|
SU1781036A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2048287C1 |
| Машина для разрезания кожи | 1930 |
|
SU22186A1 |
| ВЕРТИКАЛЬНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК С ЧПУ | 1988 |
|
RU2111845C1 |
| Станок для обработки цапф и торцев пера лопаток | 1977 |
|
SU691253A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2013200C1 |
| Металлорежущий станок | 1980 |
|
SU867521A1 |
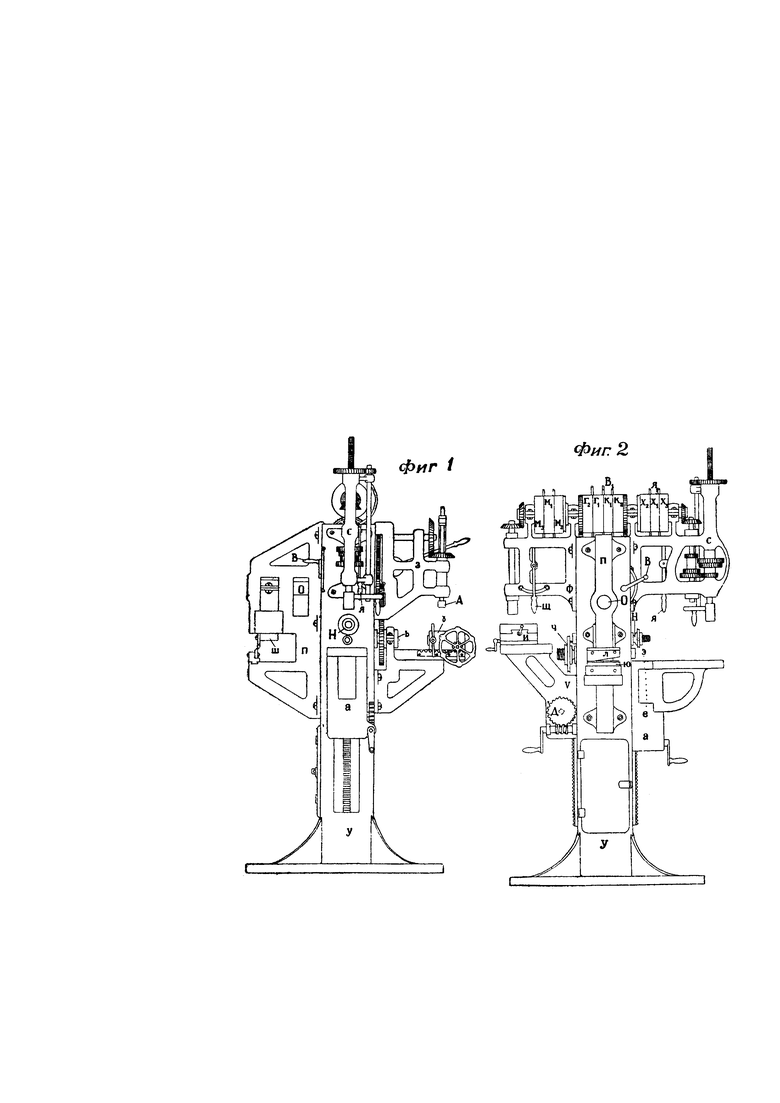
Комбинированный станок для обработки металлов, с независимым приводом к размещенным на общей станине отдельным, составляющим его станкам, характеризующийся совокупным применением: а) рамы П (фиг. 1-2), снабженной направляющими для ползуна ш с прикрепленным к нему ножом л и несущей неподвижный нож ю, каковые ножи предназначены для разрезания металла и могут быть заменены соответственно пунсоном и матрицей для штампования или прессования изделий, б) рамы С (фиг. 1-2), имеющей вертикальный шпиндель для сверления установленных на столе а предметов, в) помещенного под рамой с горизонтального шпинделя Н (фиг . 1-2) с укрепляемым на нем наждачным кругом, предназначаемым для заточки режущего инструмента, г) рамы з (фиг. 1), несущей вертикальный шпиндель А для зенковки установленных на столе изделий, д) помещенного под рамой з горизонтального шпинделя ь (фиг. 1), служащего для нарезания изделий помощью надетой на него болторезной головки или укрепленного в нем метчика, е) рамы ф (фиг. 2), несущей вертикальный шпиндель для фрезерования устанавливаемых на супортном столе и изделий, и ж) помещенного под рамой ф горизонтального шпинделя ч для фрезерования или обточки обрабатываемых предметов.
