Настоящее изобретение в общем имеет отношение к станкам для мягкой механической обработки (для механической обработки незакаленных заготовок) конических зубчатых колес, а более конкретно к станкам для сухой механической обработки. Настоящее изобретение также имеет отношение к соответствующему способу механической обработки.
Существуют различные станки, которые используют для изготовления конических и других аналогичных зубчатых колес. В течение некоторого времени разработчики стремились обеспечить автоматическое производство. Одним из таких решений, которое обеспечивает только ограниченный прогресс, является обрабатывающий центр, выполненный так, что большое число различных производственных операций может быть выполнено на одном и том же станке. Такие станки являются не только очень сложными и поэтому дорогими, но также требуют относительно большого объема работы для предварительной наладки. С другой стороны, уже предложены станки, обладающие высокой гибкостью, которые хорошо подходят для индивидуального производства или производства очень малых серий.
В европейском патенте ЕР 0832716 В1 описан компактный станок, который предназначен для обточки и зубофрезерования заготовки, причем указанную заготовку не нужно повторно зажимать в патроне или перемещать. Другими словами, заготовка сидит в основном шпинделе после однократного зажима в патроне и обрабатывается различными инструментами. Недостатком такого станка можно считать то, что в результате построения различных элементов он не позволяет проводить сухую механическую обработку, так как при сухой механической обработке особенно важным является удаление горячей стружки. Более того, свобода перемещения по отношению к заготовке ограничена в результате боковой схемы расположения двух кареток с инструментами. Раскрытый станок не подходит для механической обработки конических зубчатых колес, а предназначен для механической обработки цилиндрических зубчатых колес.
Задачей настоящего изобретения является упрощение изготовления конических зубчатых колес.
Дополнительной задачей настоящего изобретения является создание соответствующего устройства, которое является дешевым.
Указанные задачи решены в соответствии с настоящим изобретением.
Устройство в соответствии с настоящим изобретением является относительно дешевым и поэтому может быть использовано в тех ситуациях, когда использование сложных и поэтому часто дорогих станков является не экономичным. Способ в соответствии с настоящим изобретением особенно хорошо подходит для механической обработки ножек зубьев зубчатых колес до проведения процесса закалки, то есть в мягком состоянии. Инструменты, которые используют, должны быть выбраны соответствующим образом.
Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания, данного в качестве примера, не имеющего ограничительного характера и приведенного со ссылкой на сопроводительные чертежи.
Краткое описание чертежей
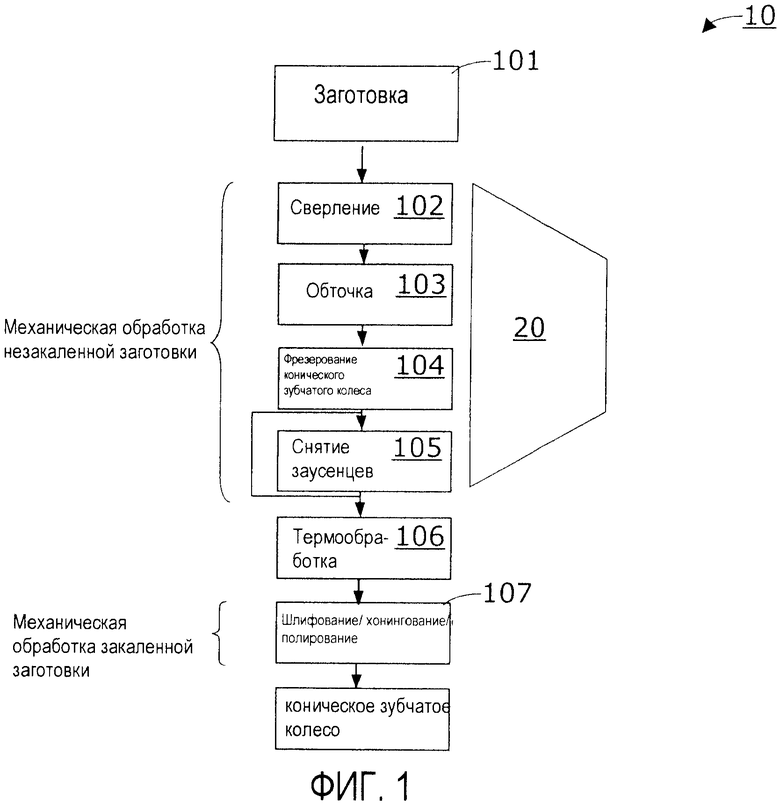
На фиг.1 показана схема последовательности операций обработки на станке при изготовлении конических зубчатых колес.
На фиг.2 схематично показано первое устройство, предназначенное для использования при мягкой механической обработке конических зубчатых колес в соответствии с настоящим изобретением.
На фиг.3 схематично показано второе устройство, предназначенное для использования при мягкой механической обработке конических зубчатых колес в соответствии с настоящим изобретением.
Подробное описание изобретения
Используемые в описании настоящего изобретения термины являются обычными используемыми в соответствующих публикациях и патентах и понятными специалистам в данной области. Однако следует иметь в виду, что использование таких терминов просто служит для лучшего понимания настоящего изобретения. Идея настоящего изобретения и объем защиты формулы изобретения не ограничены интерпретацией и специфическим выбором таких терминов. Настоящее изобретение легко может быть описано и при использовании другой терминологии, понятной специалистам в данной области.
Настоящее изобретение имеет отношение к обработке на стенке (к механической обработке) конических зубчатых колес. Под коническими зубчатыми колесами по определению понимают коронные шестерни и конические шестерни. Коническими зубчатыми колесами могут быть как конические зубчатые колеса без осевого смещения, так и конические зубчатые колеса с осевым смещением, а именно, так называемые гипоидные конические зубчатые колеса.
На фиг.1 показана схема последовательности операций примерного технологического процесса 10. Настоящее изобретение преимущественно может быть использовано в показанном контексте. Как уже было указано здесь выше, оно служит для механической обработки конического зубчатого колеса. После выбора заготовки (операция 101) в этом примере производят операции мягкой механической обработки. Центральное отверстие может быть получено, например, за счет сверления (операция 102). Заготовка затем может быть подвергнута механической обработке за счет обточки (операция 103) на токарном станке. Эти операции следует рассматривать как операции получения предварительно отформованной заготовки или операции предварительной обработки. Для этого могут быть использованы и другие операции или альтернативные операции, что не выходят за рамки настоящего изобретения. Заготовку в конце предварительной обработки называют заготовкой для зубчатого колеса.
Далее следуют так называемые операции образования зубьев зубчатого колеса. В соответствии с настоящим изобретением, преимущественно производят фрезерование (сухого) конического зубчатого колеса (операция 104), чтобы образовать зубья в заготовке для зубчатого колеса. После этого следует факультативная операция отделки (операция 105). Операции 102, 103 и 104 или операции 102-105 могут быть выполнены в соответствии с настоящим изобретением в устройстве 20 в соответствии с настоящим изобретением.
После этого типично следует термическая обработка (операция 106), чтобы закалить заготовку для зубчатого колеса, и окончательная обработка или чистовая обработка (операция 107). В результате получают коническое зубчатое колесо.
Дополнительные детали настоящего изобретения будут описаны далее более подробно со ссылкой на индивидуальные операции способа и конструктивное исполнение.
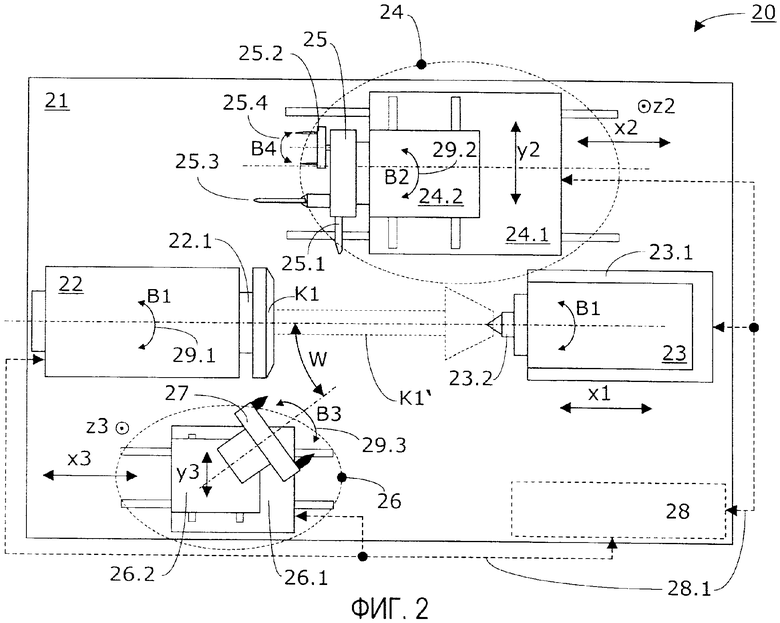
Способ в соответствии с настоящим изобретением, предназначенный для мягкой механической обработки конических зубчатых колес, включает в себя следующие операции (фиг.2). Заготовку K1 зажимают в первом рабочем шпинделе 22.1 токарного станка 22, который является частью устройства 20 в соответствии с настоящим изобретением. Первую мягкую механическую обработку заготовки K1 производят с использованием одного или нескольких инструментов 25.1, 25.2, 25.3. Инструмент или инструменты 25.1, 25.2, 25.3 зажимают в первом многофункциональном держателе 25 инструмента устройства 20. Эта первая мягкая механическая обработка может предусматривать проведение одной или нескольких следующих операций механической обработки: сверление, обточка, фрезерование. Задачей этой первой мягкой механической обработки является получение из заготовки K1 заготовки для зубчатого колеса.
Затем в этом же устройстве 20 проводят образование зубьев. Это производят следующим образом. Вторую мягкую механическую обработку заготовки для зубчатого колеса производят при помощи фрезерной головки 27, которую зажимают в патроне на корпусе 26 инструмента. Задачей указанной второй мягкой механической обработки является образование зубьев на заготовке для зубчатого колеса. Преимущественно, вторая мягкая механическая обработка предусматривает (сухое) фрезерование заготовки для зубчатого колеса при помощи фрезерной головки 27, чтобы получить коническое зубчатое колесо.
Для того чтобы осуществлять указанные операции указанным образом, многофункциональный держатель 25 инструмента устанавливают на базе 24 инструмента и устанавливают фрезерную головку 27 на корпусе 26 инструмента в горизонтальной плоскости относительно основной оси В1 токарного станка 22. Базу 24 инструмента преимущественно располагают на одной стороне, а корпус 26 инструмента располагают на другой стороне относительно основной оси В1.
Преимущественно, все операции механической обработки могут быть проведены в сухом режиме. Однако в этом случае необходимо соответствующим образом выполнить устройство 20, особенно в том, что касается удаления горячей стружки.
Устройство 20 в соответствии с настоящим изобретением показано на фиг.2. Устройство 20 специально предназначено для использования при мягкой механической обработке конических зубчатых колес и содержит токарный станок 22 с числовым программным управлением (ЧПУ), имеющий рабочий шпиндель 22.1 для установки заготовки K1. Устройство 20 содержит базу 24 инструмента с различными инструментами 25.1-25.3 и кожух 26 инструмента для установки зуборезного инструмента (например, для установки фрезерной головки 27), позволяющего создавать зубья на заготовке для зубчатого колеса. Также может быть предусмотрен противоположный держатель 23.
В соответствии с настоящим изобретением, устройство 20 представляет собой производственный модуль на базе токарного станка, в котором корпус 26 инструмента с фрезерной головкой 27 установлен рядом с рабочим шпинделем 22.1, содержащим заготовку для зубчатого колеса, во время образования зубьев зубчатого колеса. (Может быть также предусмотрена вертикальная конфигурация при аналогичном общем построении).
В соответствии с настоящим изобретением, токарный станок 22 образует функциональный блок в сочетании с корпусом 26 инструмента, в котором заготовку K1 подвергают первой мягкой механической обработке, чтобы после первой мягкой механической обработки получить заготовку для зубчатого колеса, которую затем подвергают обработке при помощи фрезерной головки 27. Устройство 20 имеет ЧПУ контроллер, показанный позицией 28 на фиг.2. ЧПУ контроллер 28 управляет блоками 22, 24, 25, 26 системы, что показано на фиг.2 стрелками 28.1. Эту связь осуществляют при помощи шины управления или при помощи кабельного соединения. Также может быть использован другой вид интерфейса, например радиосвязь, чтобы подключить ЧПУ контроллер 28 к индивидуальным блокам 22, 24, 25, 26 системы.
Далее будут объяснены другие детали устройства 20, показанного на фиг, 2. Токарный станок 22 имеет основную ось В1 вращения. Рабочий шпиндель 22 может вращаться относительно указанной оси В1, как это показано двойной стрелкой 29.1. Более того, противоположный держатель 23 установлен соосно с рабочим шпинделем 22.1 на каретке 23.1 и выполнен с возможностью продольного перемещения по основной оси вращения В1, как это показано стрелкой х1. Кроме того, база 24 инструмента имеет ось В2 вращения. Держатель 25 инструмента может вращаться относительно указанной оси В2, как это показано двойной стрелкой 29.2. В показанном конструктивном варианте, база 24 инструмента установлена на каретке 24.1, 24.2 и поэтому может перемещаться вместе с инструментом 25.1, 25.2, 25.3 по осям х2, у2.
Фрезерная головка 27 может вращаться относительно оси В3, как это показано двойной стрелкой 29.3. Более того, корпус 26 инструмента установлен на каретке 26.1, 26.2 и может перемещаться в различным направлениях, как это показано стрелками х3, у3.
В показанном конструктивном варианте, рабочий шпиндель 22.1 плюс заготовка K1 и/или заготовка для зубчатого колеса не могут перемещаться поступательно. Возможность перемещения параллельно оси х1 не является обязательной, так как инструмент 25.1, 25.2, 25.3 и фрезерная головка 27 могут перемещаться за счет перемещения базы 24 инструмента или корпуса 26 инструмента параллельно оси х1. Перемещение токарного станка 22 в плоскости проекции перпендикулярно оси х1 также не является обязательным, так как база 24 инструмента и корпус 26 инструмента могут перемещаться по осям у2, у3 в направлении у. Рабочий шпиндель 22.1 однако может быть установлен на каретке, чтобы дополнительно повысить степень свободы.
Различные оси представляют собой оси с цифровым управлением. В результате, индивидуальные перемещения могут контролироваться соответствующим образом при помощи ЧПУ контроллера 28. Преимущественно, контроллер 28 устроен так, что все оси имеют цифровое управление. Важно, что каждая любая из последовательностей перемещения осуществляется скоординированным образом. Указанная координация производится при помощи ЧПУ контроллера 28.
Таким образом, устройство 20 в соответствии с настоящим изобретением является специальным устройством и отличается от других известных подходов, в которых индивидуальные станции 24, 26 механической обработки установлены горизонтально. Более того, положение различных осей с цифровым управлением выбрано так, чтобы получить наибольший возможный диапазон перемещения для механической обработки заготовки/заготовки для зубчатого колеса. Приведенная далее схема расположения индивидуальных осей является особенно предпочтительной.
База 24 инструмента: Ось х2 идет параллельно оси х1, причем эти две оси смещены друг от друга, с возможностью относительного перемещения параллельно направлению у2. За счет этого возможно, например, создавать центральное отверстие в заготовке K1 при помощи сверла 25.3. База 24 инструмента плюс каретка 24.1, 24.2 расположена рядом с рабочим шпинделем 22.1, что позволяет изменять относительное расстояние между ними за счет относительных перемещений параллельно оси х2 и/или у2. Преимущественно, две оси х1, х2 также могут быть смещены друг от друга в глубину (перпендикулярно плоскости проекции). Для этого каретка 24.1, 24.2 может перемещаться параллельно факультативной оси z2.
Корпус 26 инструмента с фрезерной головкой 27: Ось х3 преимущественно идет параллельно оси х1. Корпус 26 инструмента плюс каретка 26.1, 26.2 расположены горизонтально относительно рабочего шпинделя 22.1, причем их относительное расстояние друг от друга может изменяться, когда производят относительное перемещение параллельно осям х3, у3. Две оси х1, х3 преимущественно могут быть смещены друг от друга в боковом направлении (в плоскости проекции). Для этого каретка 26.1 может перемещаться параллельно оси у3. Преимущественно, две оси х1, х3 также могут быть смещены друг от друга в глубину (перпендикулярно плоскости проекции). Для этого каретка 26.1, 26.2 может перемещаться параллельно факультативной оси z3.
Можно также объединить корпус 26 инструмента с фрезерной головкой 27 с другой системой координат и расположить оси такой системы координат иным образом. В этом случае, ЧПУ контроллер 28 должен производить преобразование координат для координации последовательностей перемещений в различных системах координат.
Во время формирования зубьев может быть образован соответствующий угол W между двумя осями В1 и В3, как это показано на фиг.2, причем этот угол составляет около 40°. Возможна регулировка угла в диапазоне от W1 до W2. Угол W обычно не имеет фиксированное значение, а изменяется в ходе фрезерования.
В соответствии с вариантом настоящего изобретения, рабочий шпиндель 22.1 для заготовки K1 содержит средство зажима, позволяющее зажимать исходную заготовку или заготовку для зубчатого колеса. В соответствии с предпочтительным вариантом, средство зажима позволяет производить автоматический зажим.
База 24 инструмента устройства 20 преимущественно снабжена револьверной головкой 25.2 инструмента, в которую могут быть введены несколько инструментов. В соответствии с особенно предпочтительным вариантом, по меньшей мере один из инструментов, установленных в многофункциональной головке 25 инструмента или в револьверной головке 25.2 инструмента, может иметь индивидуальный привод. Сама по себе револьверная головка 25.2 инструмента может вращаться относительно оси В4, как это показано двойной стрелкой 25.4.
База 24 инструмента может быть использована для обточки, нарезания пазов, сверления и т.д.
Многофункциональный держатель 25 инструмента представляет собой держатель для нескольких инструментов. На фиг.2 показаны три инструмента 25.1-25.3. Многофункциональный держатель 25 инструмента преимущественно выполнен так, что по меньшей мере один из держателей инструментов выполнен в виде шпиндельной головки, чтобы обеспечивать индивидуальный привод соответствующего инструмента. Инструмент 25.3 может представлять собой сверло или фрезерную головку, которые могут вращаться относительно своей продольной оси. Инструментами 25.1 и 25.2 также могут быть токарные инструменты или инструменты для удаления заусенцев, которые прочно зажаты в соответствующих держателях многофункционального держателя 25 инструмента.
Устройство 20 может быть настроено для получения соответствующих параметров обработки.
Устройство 20 является особенно предпочтительным потому, что оно содержит ЧПУ контроллер 28, который управляет так, что токарный станок 22, база 24 инструмента и держатель 25 инструмента могут работать как функциональные блоки совместно с корпусом 26 инструмента. При этом необходим только один ЧПУ контроллер, установленный на токарном станке 21 или обеспечивающий управление работой токарного станка 21, так что устройство 20 может быть выполнено рентабельно. Это снижение стоимости получают главным образом за счет того, что для фрезерования конического зубчатого колеса при помощи фрезерной головки 27 не требуется отдельный ЧПУ контроллер 28. Более того, в данном случае связь с осями является менее сложной и координация индивидуальных последовательностей перемещений в устройстве 20 становится проще.
Другой вариант предлагаемого устройства показан на фиг.3. Этот вариант основан на описанных здесь выше принципах настоящего изобретения. Аналогичные элементы на фиг.2 и 3 имеют одинаковые позиционные обозначения.
На фиг.3 показано устройство 30, в котором многофункциональный держатель инструмента 34 действует так же, как корпус 36 инструмента для фрезерной головки 27. Каретка 24.2 может вращаться относительно перпендикулярной оси В5, как это показано двойной стрелкой 29.3. При этом фрезерная головка 27 может быть повернута в положение 27′, как это схематично показано на фиг.3. Затем стержневые фрезы на фрезерной головке 27 могут производить фрезерование заготовки K1 для зубчатого колеса. В ходе этого фрезерования как фрезерная головка 27 вращается относительно ее оси В3, так и заготовка для зубчатого колеса вращается относительно ее оси В2. Во время механической токарной обработки, которая предшествует фрезерованию, может быть использован, например, один из инструментов 25.1 или 25.3. Управление производят при помощи ЧПУ контроллера 38, который имеет другую конфигурацию, чем контроллер 28 на фиг.2, что вызвано несколько иной схемой расположения осей и введением фрезерной головки 27 в держатель 34 инструмента.
Особенно предпочтительным является вариант, в котором корпус 26, 36 или 46 инструмента конфигурирован для сухого фрезерования конических зубчатых колес или фрезерования с минимальным количеством смазочного материала.
В соответствии с настоящим изобретением используют инструменты, изготовленные из быстрорежущей стали, твердого металла, керамики или кермета (комбинации металла и керамики), причем особенно подходящими являются инструменты с твердым покрытием, при этом указанные инструменты используют для механической обработки и нарезания зубьев конических зубчатых колес, выбирая твердость инструмента в соответствии с твердостью материала заготовки.
Преимуществом настоящего изобретения является то, что из заготовки при ее однократном зажиме в патроне может быть получена готовая деталь в виде конического зубчатого колеса. Настоящее изобретение фактически позволяет создать компактную технологическую линию в наименьшем необходимом пространстве и при приемлемой цене.

Устройство содержит токарный станок, имеющий рабочий шпиндель и противоположный держатель, расположенный соосно оси вращения рабочего шпинделя для зажима заготовки по оси, базу инструмента, выполненную с возможностью перемещения относительно заготовки и содержащую многофункциональный держатель инструмента, установленный с возможностью вращения относительно оси, параллельной оси рабочего шпинделя и выполненный с возможностью зажима по меньшей мере одного инструмента, корпус инструмента с фрезерной головкой, выполненный с возможностью перемещения относительно заготовки. При этом фрезерная головка оснащена набором фрез и выполнена с возможностью вращения относительно оси, расположенной под углом к оси рабочего шпинделя. Устройство содержит контроллер, предназначенный для управления различными процессами перемещения для обточки сначала заготовки при помощи инструмента, установленного на многофункциональном держателе инструмента, а затем для нарезания зубьев при помощи фрезерной головки. Технический результат: упрощение изготовления конических зубчатых колес. 2 н. и 8 з.п. ф-лы, 3 ил.
1. Устройство для изготовления конических зубчатых колес, содержащее токарный станок (22), имеющий рабочий шпиндель (22.1) и противоположный держатель (23), расположенный соосно оси (В1) вращения рабочего шпинделя (22.1) для зажима заготовки (К1) по оси, базу (24) инструмента, выполненную с возможностью перемещения относительно заготовки (K1), зажатой в токарном станке (22), и содержащую многофункциональный держатель (25) инструмента, установленный с возможностью вращения относительно оси (В2), расположенной параллельно оси вращения рабочего шпинделя (В1), причем многофункциональный держатель (25) инструмента выполнен с возможностью зажима по меньшей мере одного инструмента, корпус (26) инструмента с фрезерной головкой (27), причем корпус (26) инструмента выполнен с возможностью перемещения относительно заготовки (K1), зажатой в токарном станке (22), при этом фрезерная головка (27) оснащена набором фрез и выполнена с возможностью вращения относительно оси (В3), расположенной под углом к оси вращения (В1) рабочего шпинделя (22.1), и контроллер, предназначенный для управления различными процессами перемещения для обточки сначала заготовки (K1) при помощи инструмента, установленного на многофункциональном держателе (25) инструмента, а затем для нарезания зубьев при помощи фрезерной головки (27).
2. Устройство по п.1, в котором токарный станок (22) выполнен в виде горизонтального токарного станка.
3. Устройство по п.1, в котором фрезерная головка (27) выполнена с возможностью перемещения в боковом направлении по отношению к заготовке (K1).
4. Устройство по п.1, в котором выполненный с возможностью вращения многофункциональный держатель (25) инструмента содержит привод, позволяющий приводить в движение различные инструменты (25.1, 25.2, 25.3) за счет своего вращения относительно оси (В2) и за счет поступательных движений.
5. Устройство по п.1, выполненное с возможностью управления при помощи контроллера (28) первой мягкой механической обработкой заготовки (K1) и затем нарезанием зубьев заготовки (K1) для зубчатого колеса при помощи фрезерной головки (27) преимущественно без охладителя или смазки.
6. Устройство по п.1, в котором установленный с возможностью вращения многофункциональный держатель (25) инструмента выполнен в виде инструментальной револьверной головки (25.2).
7. Устройство (20) по п.1, в котором установленный с возможностью вращения многофункциональный держатель (25) инструмента содержит по меньшей мере один инструмент (25.3), приводимый в движение при помощи отдельного привода.
8. Способ изготовления конических зубчатых колес, включающий зажим заготовки (K1) в первом шпинделе (22.1) токарного станка (22), содержащего противоположный держатель (23) для соосного зажима заготовки (K1), причем указанный противоположный держатель устанавливают соосно оси (В1) вращения шпинделя (22.1) заготовки, осуществление обточки с использованием инструмента, закрепленного на базе (24) инструмента, причем токарный станок (22) содержит для этого многофункциональный держатель (25) инструмента, выполненный с возможностью перемещения относительно заготовки (K1), зажатой в токарном станке (22), и выполненный с возможностью вращения относительно оси (В2), расположенной главным образом параллельно оси вращения (В1) рабочего шпинделя заготовки, причем многофункциональный держатель (25) инструмента выполняют с возможностью закрепления инструмента, нарезание зубьев при помощи фрезерной головки (27) токарным станком (22), причем для этого устройство содержит корпус (26) инструмента для фрезерной головки (27), причем корпус (26) инструмента выполняют с возможностью перемещения относительно заготовки (K1), зажатой в токарном станке (22), при этом фрезерную головку (27) выполняют с возможностью вращения относительно оси (В3) фрезерной головки, расположенной под углом к оси вращения (В1) рабочего шпинделя.
9. Способ по п.8, в котором используют для управления различными процессами перемещения токарного станка (22) контроллер, преимущественно ЧПУ контроллер, чтобы сначала подвергнуть заготовку (K1) процессу обточки при помощи инструмента, закрепленного на многофункциональном держателе (25) инструмента, а затем процессу нарезания зубьев при помощи фрезерной головки (27).
10. Способ по п.8, в котором фрезерную головку (27) выполняют с возможностью перемещения в боковом направлении по отношению к заготовке (K1).
| US 5885199 А, 23.05.1999 | |||
| Зубообрабатывающий станок для конических колес с круговыми зубьями | 1972 |
|
SU468718A1 |
| Станок для обработки конических колес с круговыми зубьями | 1974 |
|
SU496120A1 |
| Приспособление к зубообрабатывающему станку для нарезания модифицированных конических зубчатых колес | 1988 |
|
SU1562072A1 |
| Способ нарезания конических колес на станках с ЧПУ | 1989 |
|
SU1720815A1 |
| US 6079090 А, 27.06.2000. | |||

