Р1зобретеиие относится к области радиотехники, в частности к способам изготовлеиия магнитных головок, и может найти нримеиение на предприятиях, производящих аппаратуру магиитной записи.
Одним из факторов, способствующих получению идеитичиости рабочих параметров у миогодорожечных магнитных головок, является обесиечепие глубины рабочих зазорОв с установленной точностью.
Для обеспечения глубины рабочих зазоров с заданной точностью используют различные способы: сборка в установочных приспособлениях, создаппе определенной формы пластин сердечников в области рабочего зазора, обработка рабочей иоверхности головок до получения требуемых значений индуктивпосги и др.
Известны способы изготсвлеипя магнитных головок путем укрепления сердечников головок в обоймах и шлифования нлоскостей разъема этих обойм.
Однако известные снособы неэффективны для многодорожечиых магнитных головок и сложны, так как глубина рабочих зазоров отличается от каиала к каналу в блоке многодорожечной магнитной головки.
С целью обеспеченпя пдентичности параметров головок в блоке по нредлагаемому способу носики сердечииков головок в полублоках нодрезают на заданную глубину (после обработкп илоскостеГ разъемов и 1абочей поверхпости) профпльпо заправленпым абразпвным кругом с псиользованием для обработки созданной иа предварительных операциях изготовлеипя головки базы, а также иоследующим равномерным сьемом припуска с рабочей поверхности головки.
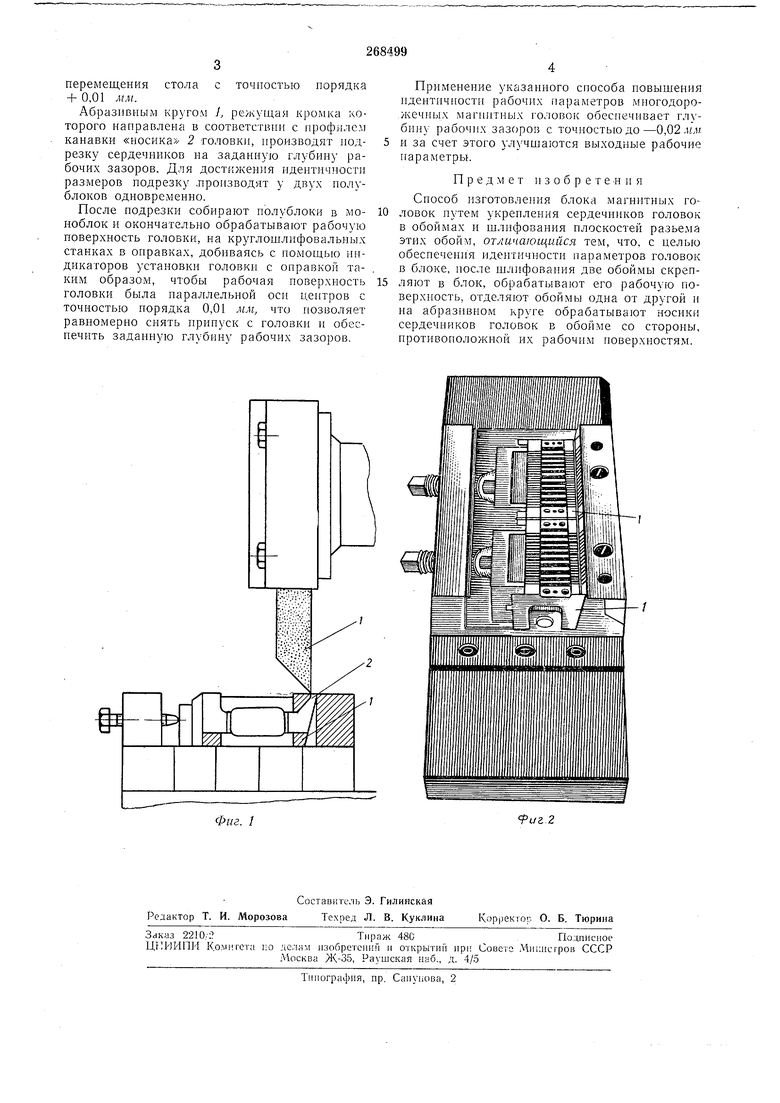
На фиг. 1 нзображена схема устаповкп нолублоков головки иа станке для нодрезкп носпков профнльио заправлеиным абразивным кругом; на фпг. 2 - внешний вид полублоков многодорожечной головки, подготовленных для подрезкп «носиков и закрепленных в приспособленпп.
Предлагаемый способ заключается в следуюп ем.
После обработкп плоскостей разъемов два полублока головкп на технологических штифтах и винтах собирают в моноблок, который обрабатывают но рабочей поверхности. Зате.м моноблок снова разбирают на два нолублока, одповремеппо кропят в специальном приспособлении с базой на ранее обработанную рабочую поверхность. Па нлоскошлифовальном станке устанавливается приспособление с полублокамп, прн этом пропзводнтся тщательная выверка пндпкатором, благодаря чему обеспечивается параллельность рабочих поверхностей головок нанравленпю продольного
перемещения стола с точностью норядка + 0,01 мм.
Абразивным кругом 1, режущая кромка которого направлена в соответствнн с профилем канавки «носика / 2 головки, производят подрезку сердечников на заданиую глубину рабочих зазоров. Для достижения идентичности размеров подрезку .производят у двух нолублоков одновременно.
После подрезки еобнрают полублоки в моноблок и окончательно обрабатывают рабочую новерхность головки, на крутлошлифовальных станках в оправках, добиваясь с помощью нпдикаторов установки головки с оправкой таким образом, чтобы рабочая поверхность головки была параллельной оси центров с точностью норядка 0,01 мм, что позволяет равномерно снять прииуск с головки и обеспечить задаиную глубину рабочих зазоров.
Применение указанного сиособа иовышепия идентичности рабочих параметров многодорожечпы.к магнитиых головок обеспечивает глубину рабочпх зазоров с точпостьюдо-0,02.u.i и за счет этого улучшаются выходные рабочие параметры.
Предмет п з о б р е т е -и п я
Способ изготовления блока магнитных головок путем укрепления сердечников головок в обоймах и шлифования плоскостей разьема этих обойм, отличающийся тем, что, с нелью обеспеченпя идентичности параметров головок в блоке, иосле шлифования две обоймы скрепляют в блок, обрабатывают его рабочую поверхность, отделяют обоймы одна от другой и на абразивиом круге обрабатывают носики сердечников головок в обойме со стороны, нротивоноложной их рабочим поверхностям.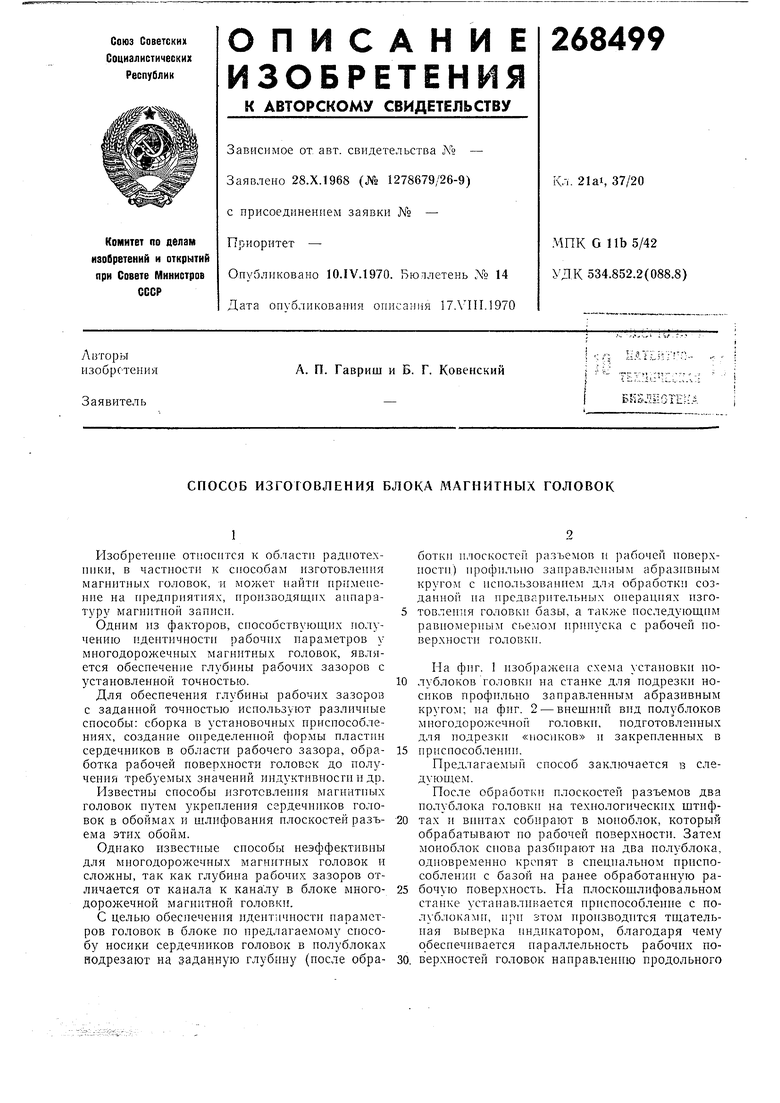
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока магнитных головок | 1989 |
|
SU1654865A1 |
| Способ изготовления малогабаритных магнитных головок | 1974 |
|
SU477455A1 |
| Многодорожечный блок магнитных головок | 1975 |
|
SU556484A1 |
| Способ изготовления многодорожечных магнитных головок | 1977 |
|
SU669391A1 |
| Способ изготовления магнитной головки | 1974 |
|
SU491986A1 |
| МНОГОДОРОЖЕЧНАЯ МАГНИТНАЯ ГОЛОВКА | 1992 |
|
RU2018175C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЫХ ГОЛОВОК | 1971 |
|
SU302747A1 |
| СЕСОЮЗНАЯ 'Л^ад-lEXHff^IE КД/}|.,;;:^:^-'i^07cKA IА. П. Гавриш | 1972 |
|
SU346739A1 |
| Способ изготовления блока магнитных головок | 1977 |
|
SU888188A1 |
| Многодорожечный блок стирающих магнитных головок | 1976 |
|
SU576590A1 |
