1
Изобретение относится к области приборостроения, а именно, к способам изготовления малогабаритных магнитных головок, используемых в основном в кассетных аппаратах магнитной заниси.
Известны способы изготовления малогабаритных магнитных головок, основанные на использовании отдельных полублоков, скрепляемых носле установки сердечников в моноблок посредством винтов и комнаун/та, и на вскрытии рабочих зазоров путем обработки рабочих поверхностей методом шлифования.
Для повышения точности и надежности фиксации сердечников но предлагаемому способу Б каждом из полублоков нарезают взаимно перпендикулярные сквозные отверстия разной ширины, в одни из которых, более узкие, перед скреплением между собой нолублоков, помеп;ают сердечники, а в другие, более широкие, носле соединения нолублоков заливают компаунд, при этом разделение моноблока на отдельные головки осушествляют по межкомпаудным перемычкам.
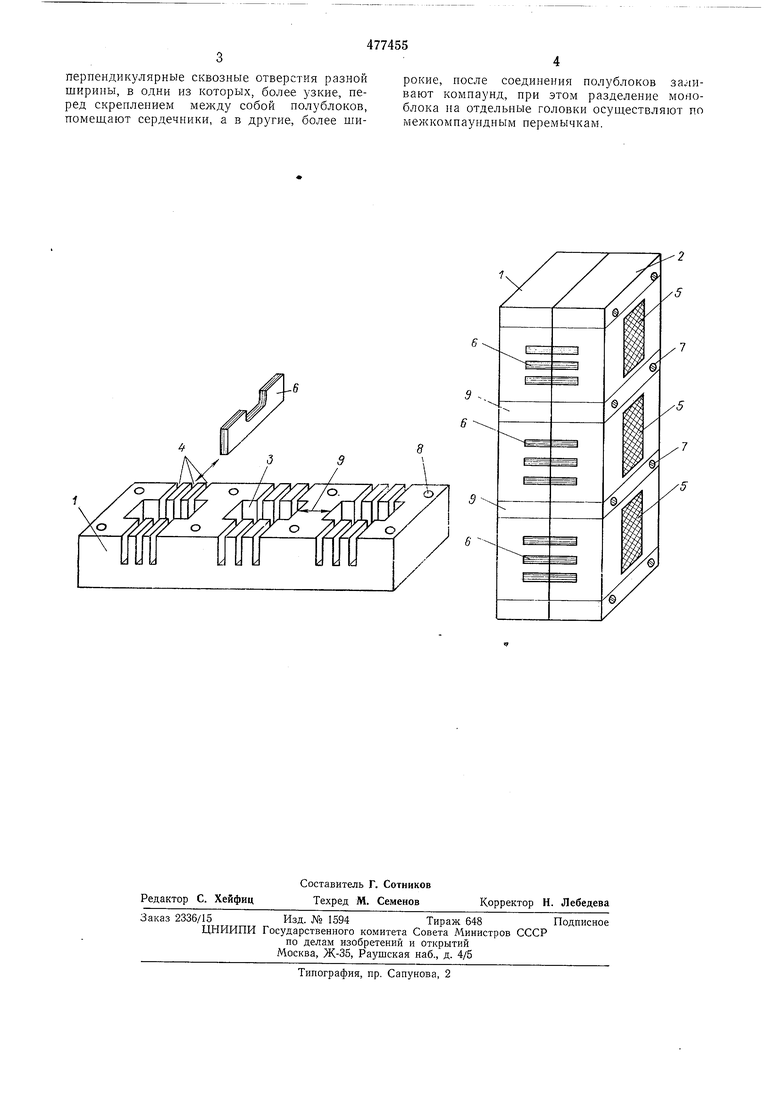
На фиг. 1 показан моноблок, собранный но описываемому способу из двух полублоков; на фиг. 2 - нолублок перед его сборкой.
Моноблок, как правило, состоит из двух нолублоков 1 и 2. В каждом нолублоке нарезают взаимно перпендикулярные отверстия 3 и 4 разной ширины. В отверстия 3 после соединения нолублоков между собой заливают комнаунд 5, а в отверстия 4 перед соединением нолублоков вставляют .сердечники 6. После установки сердечников иолублоки стягивают винтами 7, номешаемыми в отверстия 8 и заливают компаундом 5. Полученный моноблок разделяют на отдельные головки илн на грунну головок но межкомпаундным перемычкам 9. В связи с тем, что после нолимеризации комнаунд достаточно жестко соеднняет нолублоки, надобност15 в винтах может отпасть и при разделении моноблока их можно или просто удалять, или разрезать моноблок, не обрашая на них внимания.
Таким образом можно изготавлмвагь головки и на потоке, и в индивидуальном норядке при проведении каких-либо экспериментов.
П р е д м е т изо б р е т е п н я
Способ изготовления малогабаритных магнитных головок, основанный на иснользовании отдельных полублоков, скренляемых после установки сердечников в моноблок носредством винтов и компаунда, и на вскрытии рабочих зазоров путем обработки рабочих новерхностей методом шлифования, отличаюН1 и и с я тем, что, с целью повышения тон ности и надежности фиксации сердечников, в каждом из нолублоков нарезают взаимно
перпендикулярные сквозные отверстия разной ширины, в одни из которых, более узкие, перед скренлепием между собой полублоков, помещают сердечники, а в другие, более широкие, после соединения полублоков заливают компаунд, при этом разделение моноблока на отдельные головки осуш,ествляют по межкомпаундным перемычкам,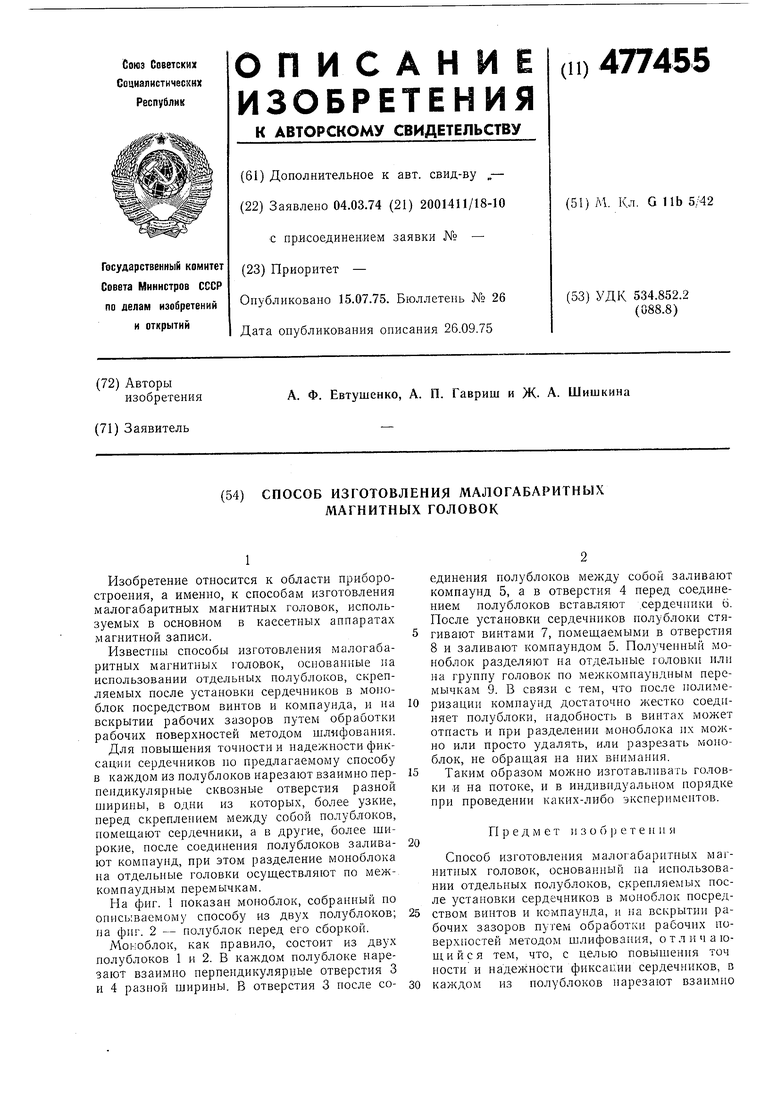
| название | год | авторы | номер документа |
|---|---|---|---|
| Блок ферритовых магнитных головок | 1974 |
|
SU488249A1 |
| Способ изготовления малогабаритных блоков магнитных головок | 1976 |
|
SU669389A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЬГХ ГОЛОВОК | 1970 |
|
SU268499A1 |
| Способ изготовления многодорожечных магнитных головок | 1977 |
|
SU669391A1 |
| Способ изготовления блока магнитных головок | 1989 |
|
SU1654865A1 |
| Многодорожечный блок магнитных головок | 1975 |
|
SU556484A1 |
| Способ изготовления блока магнитных головок | 1988 |
|
SU1561095A1 |
| Многодорожечный блок стирающих магнитных головок | 1976 |
|
SU576590A1 |
| МНОГОДОРОЖЕЧНЫЙ БЛОК МАГНИТНЫХ ГОЛОВОК | 1996 |
|
RU2108628C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
