Известны способы изготовления магнитных головок путем вклеивания в пазы немагнитных полублоков сердечников магнитопроводов с намотанными на них обмотками.
Известны способы изготовления магнитных головок путем изгибания одной или нескольких тонких (10н-50 мкм) пластин ферромагнетика с предварителоно намотанной на них обмоткой до соприкосновения противоположных концов пластин с немагнитой прокладкой, образующей рабочий зазор (головки так называемой капельной конструкции, или конденсаторные головки),
Известные способы изготовления головок характеризуются высокой трудоемкостью, большим разбросом параметров отдельных головок, особенно модуляционных, практически непреодолимыми трудостями изготовления магнитных головок размерами менее 3-4 мм; необходимостью применения высокотемпературной термообработки магнитных материалов, трудностью дальнейшего повышения полосы пропускания головок, расширением эффективной ширины рабочего зазора за счет наклепа.
Цель настояш,его изобретения - суш,ественное уменьшение трудоемкости изготовления блоков головок, уменьшение разброса параметров отдельных головок в блоке, обеспечение технологической возможности изготовления магнитных головок размерами менее одного миллиметра, возможность обойтись без высокотемпературного обжига, расширение полосы пропускания головок, уменьшение перекрестных наводок за счет уменьшения размера головок, что ведет к отказу от межголовочных экранов и упрощает конструкцию блоков.
11редлагаемый способ состоит в нанесении на плоскости двух немагнитных полублоков, обращенных друг к другу, магнитопроводов или частей их, обмоток и изоляционных слоев между ними методами напыления электролитического или химического осаждения с возможным последующим травлением.
Немагнитные полублоки можно изготавливать пз высокоизносоустойчивого материала, например радиофарфора, корунда, титала и т. п. При этом удается существенно уменьщить глубину рабочего зазора (толщину изнашивающейся в процессе эксплуатации части блока), что дает возможность соответственно уменьщить сечение магнитопровода при удовлетворительном использовании остаточного
потока сигнала (высоком коэффициенте шунтирования).
Процесс изготовления блока предлагаемым способом сравнительно легко автоматизировать, что уменьшает разброс параметров отРеализация предлагаемого способа показана на примере трехдорожечного блока иидукдиоииых магнитных головок воспроизведепия с одновитковыми выходными обмотками.
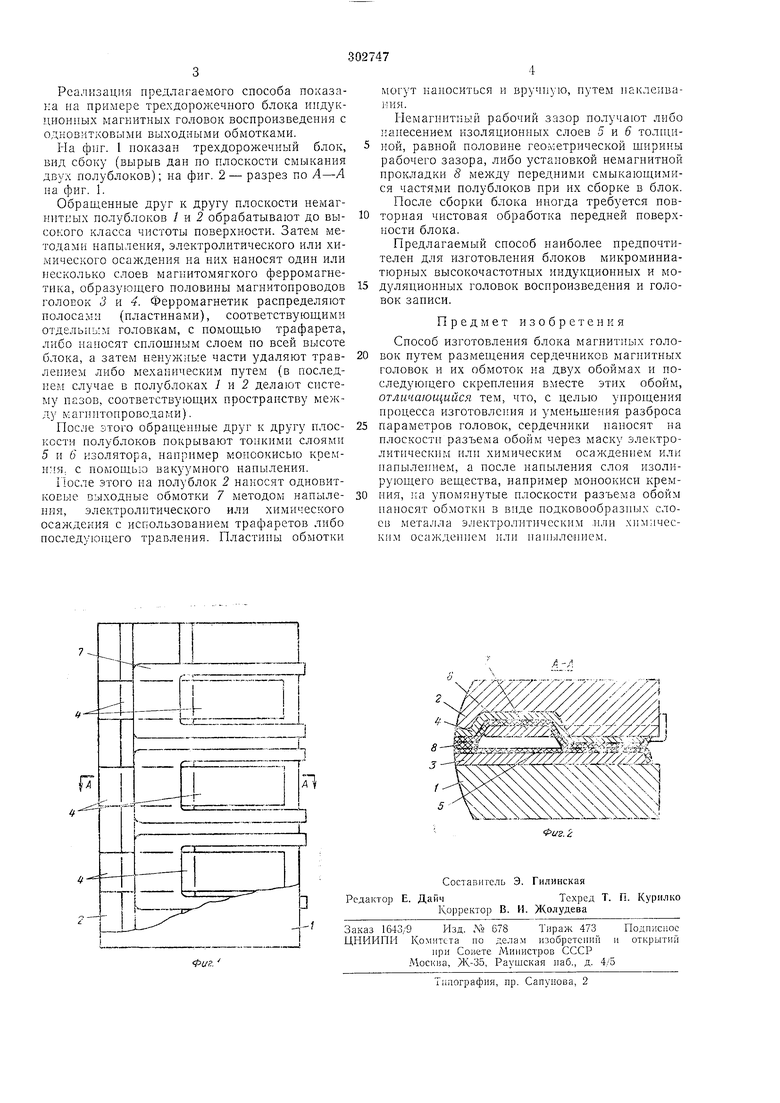
На фиг. 1 показан трехдорожечный блок, вид сбоку (вырыв дан по плоскости смыкания двух полублоков); на фиг. 2 - разрез по А-Л на фиг. 1.
Обрао.1енные друг к другу плоскости немагнитных полублоков / и 2 обрабатывают до высокого класса чистоты поверхности. Затем методами напыления, электролитического или химического осаждения на них наносят один или несколько слоев магнитомягкого ферромагнетика, образующего половины магнитопроводов головок 3 II 4. Ферромагнетик распределяют полосами (пластинами), соответствующими отдельным головкам, с помощью трафарета, либо наносят силощным слоем по всей высоте блока, а затем ненужные части удаляют травлением либо механическим путем (в последнем случае в полублоках 1 и 2 делают систему пазов, соответствующих пространству между кагннтопроводами).
После этого обращенные друг к другу плоскости нолублоков покрывают тонкими слоями 5 и 6 изолятора, например моноокисью кремния, с помощычТ вакуумного напыления.
После этого на полублок 2 наносят одновиткоЕые пыходные обмотки 7 методом напыления, электролитического или химического осаждения с использованием трафаретов либо последуклцего травления. Пластины обмотки
могут наноситься и вручную, путем наклеивания.
Пемагнитный рабочий зазор получают либо нанесением изоляционных слоев 5 и 5 толщиной, равной половине геометрической ширины рабочего зазора, либо установкой немагнитной прокладки 8 между передними смыкающимися частями полублоков при их сборке в блок.
После сборки блока иногда требуется повторная чистовая обработка передней поверхности блока.
Предлагаемый способ наиболее предпочтителен для изготовления блоков микроминиатюрных высокочастотных индукционных и модуляционных головок воспроизведения и головок записи.
Предмет изобретения
Способ изготовления блока магнитных голо0 вок путем размещения сердечников магнитных головок и их обмоток на двух обоймах и носледуюгцего скрепления вместе этих обойм, отличающийся тем, что, с целью упрощения процесса изготовления и уменьщения разброса 5 параметров головок, сердечники наносят на плоскостн разъема обойм через маску электролитическим или химическим осаждением или напылением, а после напыления слоя изолирующего вещества, например моноокиси крем0 ПИЯ, па упомянутые плоскости разъема обойм паносят обмоткн в виде нодковообразных слоев металла электролитнческнм .или химическим осаждением или наныле1пием.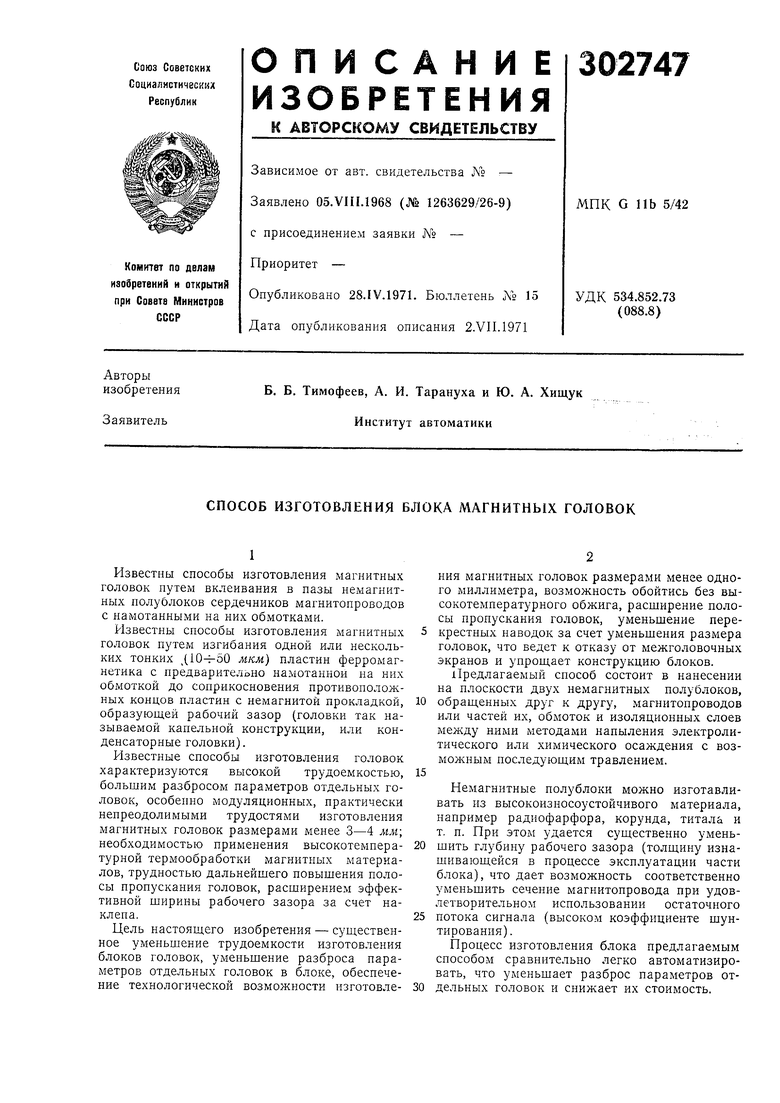
| название | год | авторы | номер документа |
|---|---|---|---|
| БЛОК МАГНИТНЫХ ГОЛОВОК | 1971 |
|
SU308456A1 |
| Способ изготовления блока магнитных головок | 1990 |
|
SU1714672A1 |
| Блок магнитных головок | 1990 |
|
SU1758672A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Способ изготовления блока магнитных головок | 1990 |
|
SU1714671A1 |
| Способ изготовления полюсных наконечников магнитных головок | 1984 |
|
SU1246132A1 |
| Способ изготовления блока магнитных головок | 1988 |
|
SU1561095A1 |
| Способ изготовления блока магнитных головок | 1989 |
|
SU1654865A1 |
| Блок магнитных головок | 1981 |
|
SU999096A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЬГХ ГОЛОВОК | 1970 |
|
SU268499A1 |
