1
Изобретение относится к приборостроению, а именно к способам изготовления магнитных головок.
Известен способ изготовления магнитных головок, при осуществлении которого первоначально прессуют ферритовые полублоки, затем скрепляют их между собой при помощи жидкого или размягченного стекла, образующего одновременно рабочий зазор 1. В дальнейшем блоки прорезаются (не на полную высоту) алмазным кругом с целью формообразования сердечников-магнитопроводов. После прорезки в пазы блока устанавливаются экраны и прокладки, отделяющие экран от сердечников. Они закрепляются в пазах с помощью клея, компаунда или жидкого стекла.
Однако при поломке одного из магнитопроводов в процессе прорезки в брак уходит весь блок. Кроме того, магнитные головки имеют недостаточную износостойкость ввиду износа рабочей поверхности, контактирующей с магнитоносителем-лентой. Причины недостаточной износостойкости неясны, однако, не исключено, что это связано с качеством боковой поверхности каждого магнитопровода, образуемого алмазной резкой.
Это приводит к искажению качества зв чания и записи информации по мере износа головки.
Наиболее близким по тех1П1ческой сущности к изобретению является способ изготовления многодорожечных магнитных IOловок, согласно которому производится прессование иолублоков (брикетов) с удлиненной задней частью-хвостовиком одного из полуб.чоков (брикетов), скрепление их между собой посредством жидкого стекла в блок,
разрезкой блока на магнитонроводы (заготовки) и соединением последних компаундом в многодорожечную головку 21. После полимеризации компаунда хвостовики удаляют и иснользуют для прижима к установочной базе при сборе магнитопровода в головку.
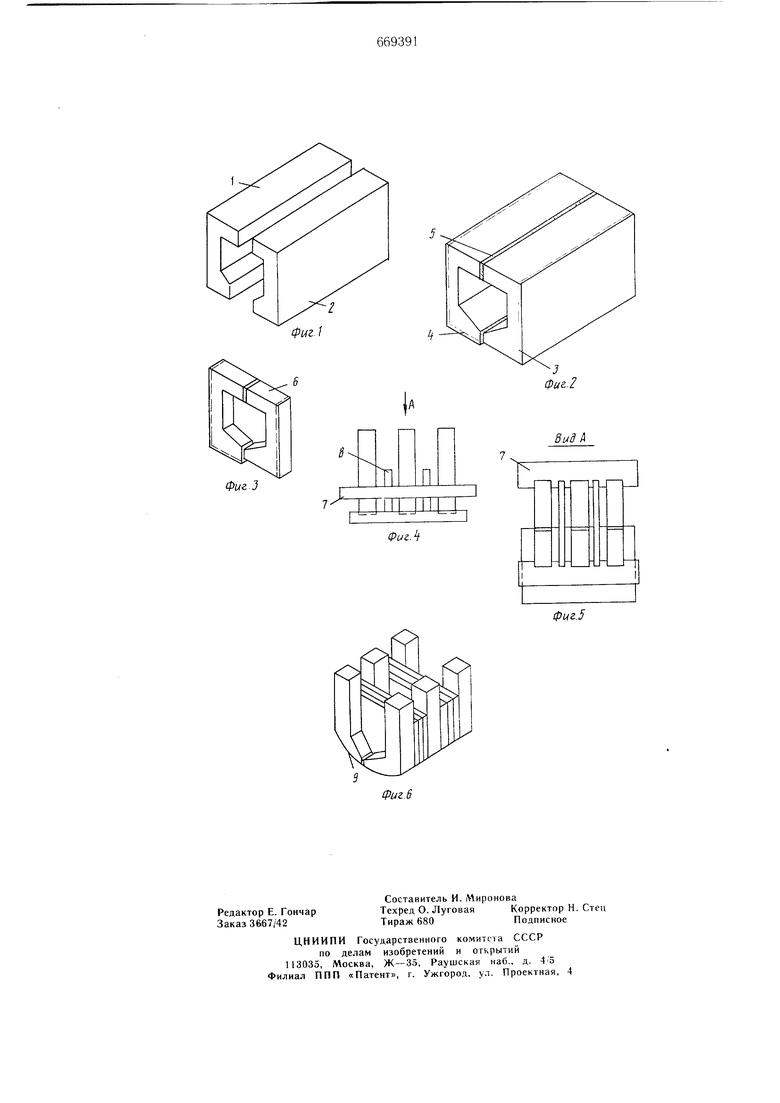
Однако при проведении этого способа невозможно изготовлять головки с необходимой износостойкостью и качеством из-за низкого качества боковой поверхности каждого магнитонровода. Кроме того точность но щагу изготавливаемых го.човок недостаточна из-за того, что магнитопроводы позиционируются только по рабочему зазору с помощью хвостовика. Целью изобретения является повышение износостойкости, точности и качества магнитных головок. Достигается это тем, что нолублоки изготовляют с донолнительными боковыми удлинениями, носле разрезки блока на магнитонроводы торцовые поверхности их подвергают абразивной доводке, а после затвердевания связующего вещества дополнительные боковые удлинения магнитопроводов удаляют. Это позволило в 2-3 раза увеличить износостойкость ферритовых магнитных головок и повысить качество воспроизведения (записи), снизив дисперсию воспроизводимых данных в 1,5-2 раза. (люсоб осуи1.ествляется следующим образом. Изготавливают ферритовые нолублоки 1 и 2, получая их в том виде, как они представлены на фиг. 1. Изготовление их производится либо неносредственно прессованием, либо вырезкой и последующей илифовкой их из ферритовых заготовок простой формы (цилиндров, параллепипедов и т. п.). При щлифовании полублоков протяженность их боковых размеров увеличивают на величину дополнительных боковых удлинений 3, равную для каждого полублока 1 мм. Эти удлинения показаны на фиг. 2. Кро.ме того один из полублоков изготавливают с удлиненной задней Мастью-хвостовиком 4, равной 0,5 мм по высоте. Затем полублоки соединяют с помощью жидкого стекла 5 в блок, который затем разрезают на магнитопроводы 6 толщиной 1 мм, шириной 13мм и высотой Эмм и 9,5мм (за счет задней части-хвостовика одного из полублоков, с.м. фиг. 3). Затем четыре магнитопровода устанавливаются в приспособление (см. фиг. 5), которое в качестве основных позиционирующих элементов имеет две керамические зубчатые рейки 7 с пазами шириной 1 + 0,03мм и шагом между пазами 2 + + 0,03 мм. Рейки точно координированы от носительно друг друга. Для повышения степени их соответствия рейки обрабатываются «пакетом на онерации прорезки пазов. После установки магнитонроводов 6 в пространство между ними устанавливаются три экрана 8 (см. фиг. 4) толщиной 0,25- - 0,03мм, высотой 6мм, шириной 13мм. В ширину экранов включена протяженность боковых удлинений по 1 мм на сторону. Затем в зазоры между магнитопроводами и экранами закладывается связующее вещество, например нити из низкотемпературного стекла (температура плавления 600-700°С) и приспособление помещается в специальное нагревательное устройство, обеспечивающее повьцнение температуры при поддержании определенной и стабильной газовой среды (например, среды инертного газа). После нодъема температуры происходит расплавление нитей, в результате чего промежутки между магнитопроводами и экрана.ми заполняются стеклом, выполняющи.м две функции: изоляции магнитопроводов от экранов и скрепления магнитопроводов и экранов в единый и высокоточный конгломерат - многодорожечную магнитную головку. Эта же задача может выполняться с помощью какого-либо полимеризующегося компаунда. После охлаждения и затвердевания связующего вещества головка извлекается из приспособления и производится операция удаления дополнительных боковых удлинений 3 магнитопроводов 6 и экранов 8 с помощью операции алмазного щлифования или отрезки. Последней операцией является обработка поверхности, обращенной к магнитоносителю с целью формообразования на головке цилиндрического сегмента 9, являющегося рабочей поверхностью головки (см. фиг. 6). В процессе этой операции одновременно удаляется удлиненная задняя часть-хвостовик одного из полублоков. Такой способ изготовления многодорожечных магнитных головок обеспечивает получение головок с повып1енной износостойкостью, точностью и качеством воспроизведения и записи. Формула изобретения Способ изготовления многодорожечных магнитных головок, состоящий в том, что изготовляют ферритовые полублоки с удлиненной задней частью-хвостовиком одного из полублоков, скрепляют их в блок посредством жидкого стекла, разрезают блок на магнитопроводы и соединяют последующие связующим веществом в многодорожечную головку, отличающийся тем, что, с целью повышения износостойкости, точности и качества многодорожечных головок, пол у блоки изготовляют с дополнительными боковыми удлинениями, после разрезки блока на магнитопроводы торцовые поверхности их подвергают абразивной доводке, а после затвердевания связующего вещества дополнительные боковые удлинения магнитопроводов удаляют. Источники информации, принятые во внимание при экспертизе 1.Патент Франции М 2 104 430, кл. G 11 В 5/00, 1972. 2.Авторское свидетельство СССР № 411502, кл. G 11 В 5/42, 1971.
фиг.1
Bjd 1(
гх
утптлю:
Фт.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многодорожечный блок магнитных головок | 1976 |
|
SU584328A1 |
| Способ изготовления многодорожечного блока ферритовых магнитных головок | 1983 |
|
SU1089615A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Многодорожечный блок магнитных головок | 1975 |
|
SU556484A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ изготовления блока магнитных головок | 1989 |
|
SU1654865A1 |
| МНОГОДОРОЖЕЧНЫЙ БЛОК МАГНИТНЫХ ГОЛОВОК | 1996 |
|
RU2108628C1 |
| Способ изготовления магнитопроводов ферритовых магнитных головок | 1976 |
|
SU657458A1 |
| Способ изготовления магнитной головки | 1989 |
|
SU1748185A1 |
| Блок ферритовых магнитных головок | 1974 |
|
SU488249A1 |