.1
изобретение относится к области обработки и переработки проволоки, а именно к устройствам по изготовлению специальных изделий из проволоки.
Известные автоматы для изготовления рыболовных крючков из проволоки содержат станину, на которой установлены механизмы подачи, мерной отрезки, образования кольца, плющения, засечки бородки и отгибки поддева проволоки. Недостатком таких устройств является то, что они не позволяют изготовлять рыболовные крючки с пружинкой.
Цель изобретения - увелич.ение производительности труда и изготовление крючков с пружинкой. Для этого инструментальные блоки в предложенном автомате смонтированы на роторе и содержат расположенные в одном корпусе механизмы ориентации концов заготовки в одной плоскости, обжима их и перекручивания пружинящей части крючка. Механизм ориентации выполнен в виде конусообразных прихватов, укрепленных в ползунах и связанных щестернереечной передачей с распределительным кулачковым валом.
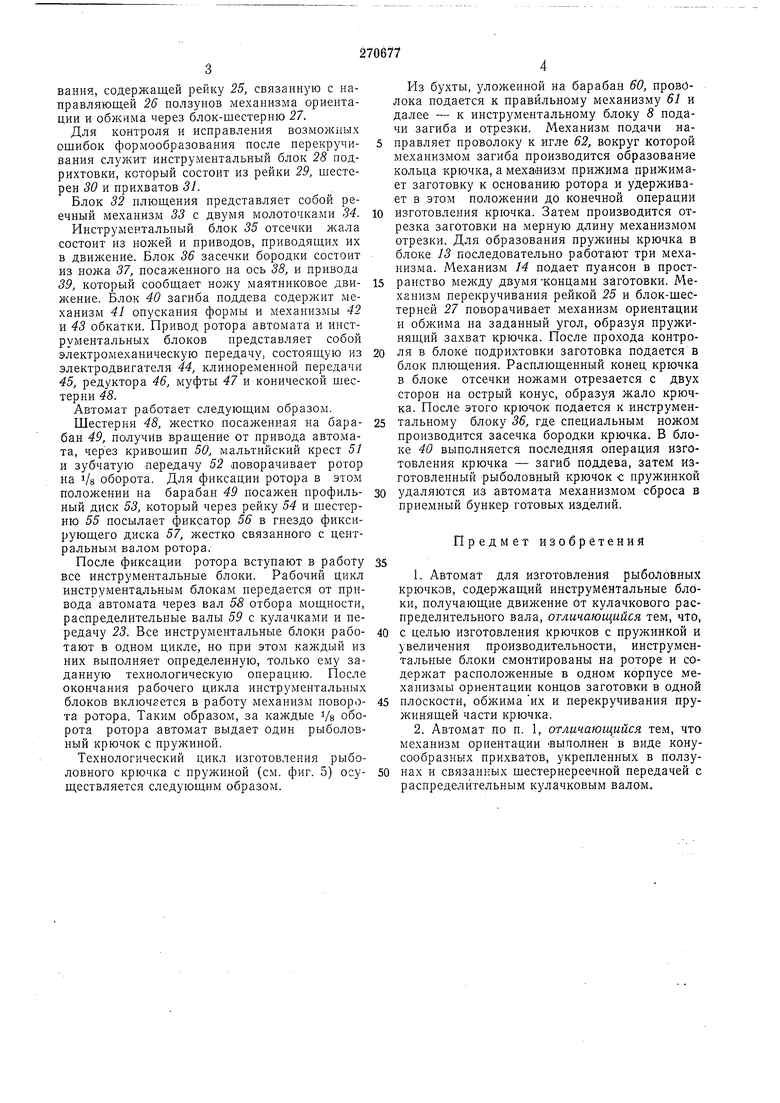
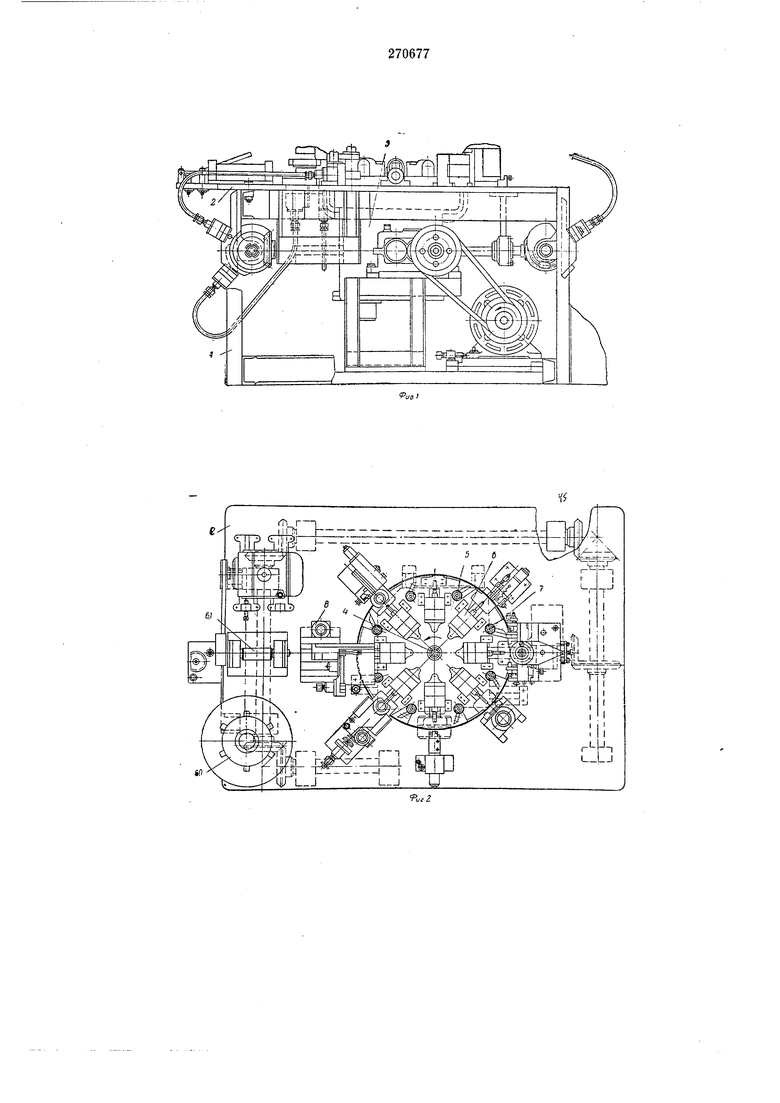
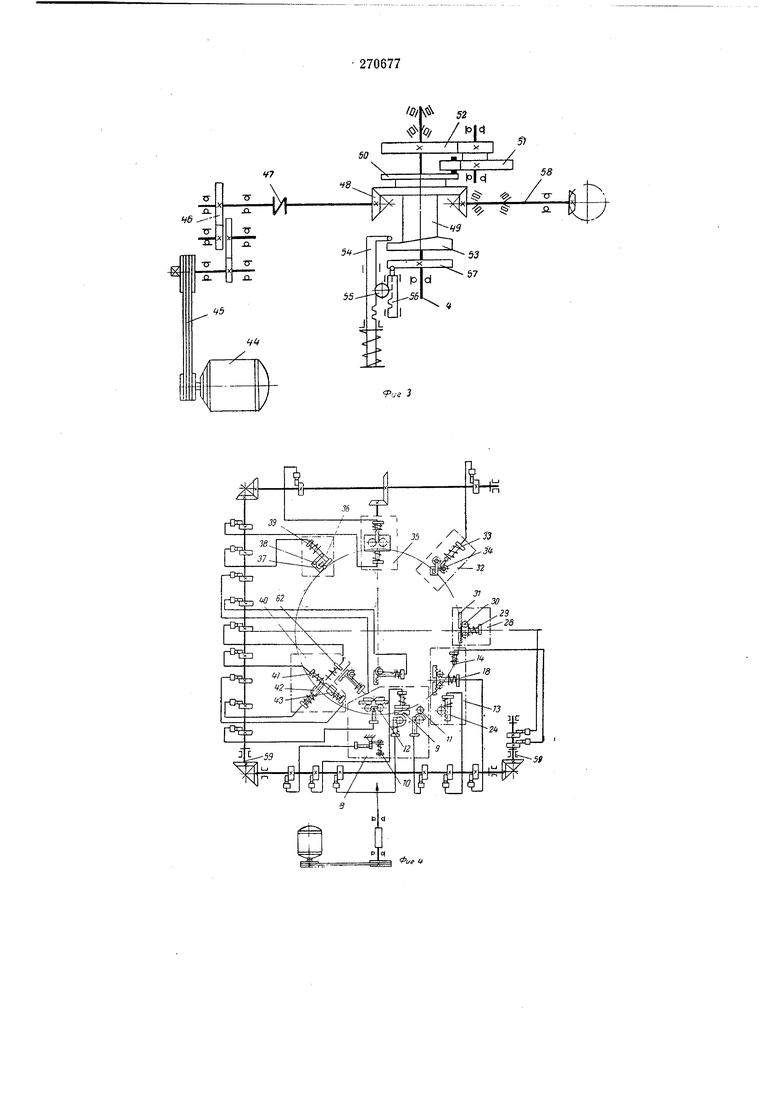
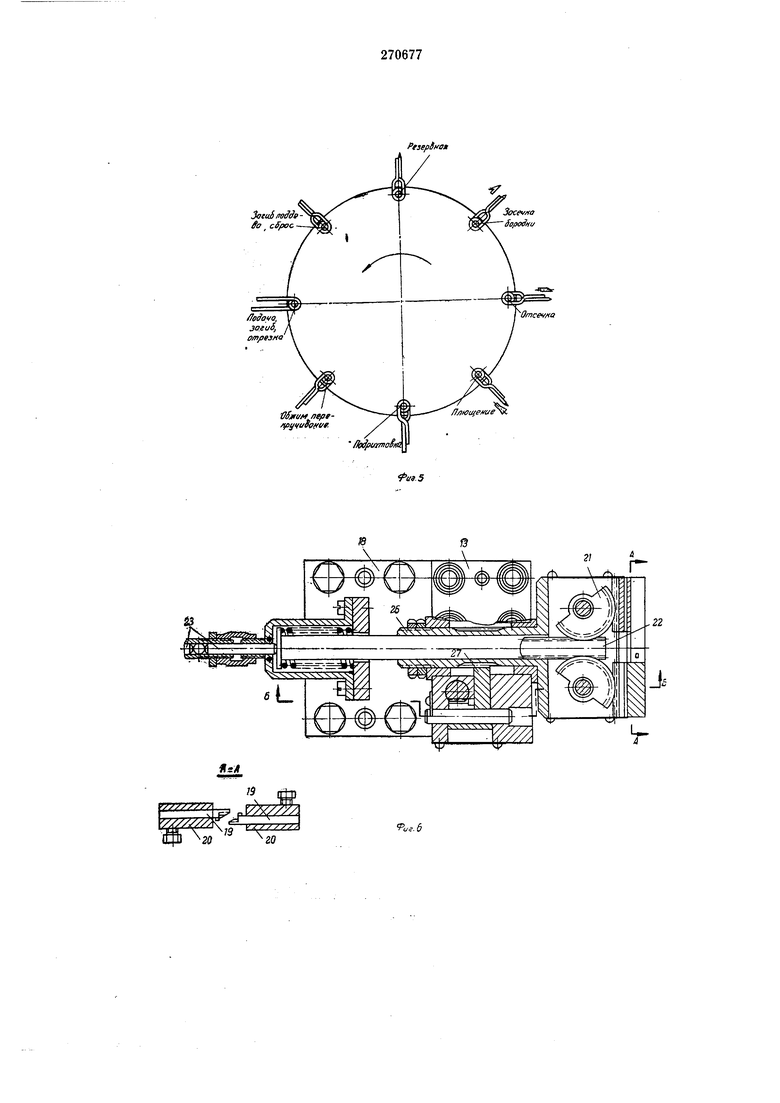
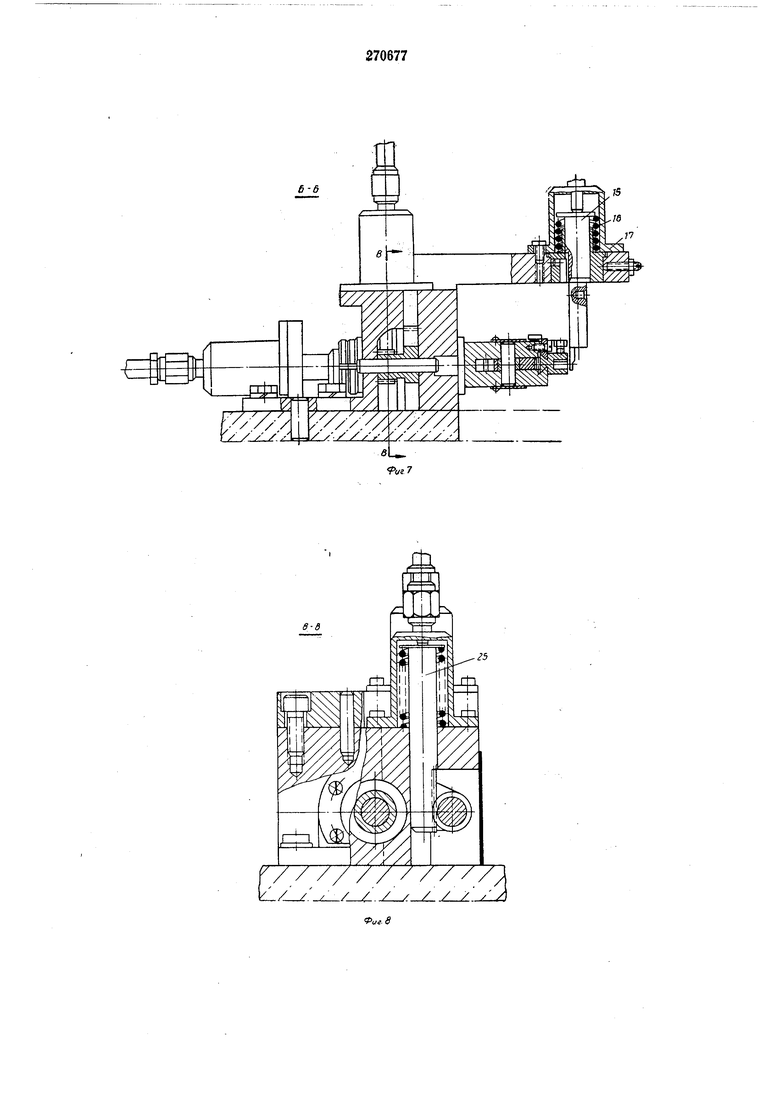
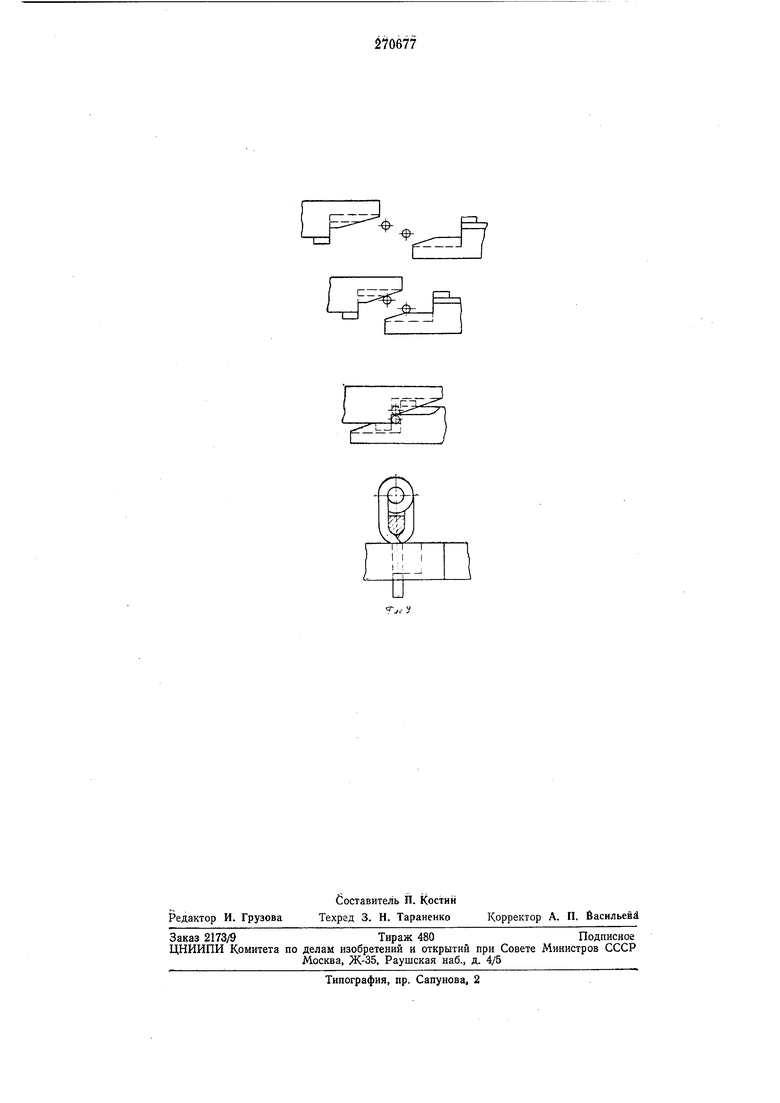
На фиг. 1 и 2 показан описываемый автомат в двух проекциях; на фиг. 3 и 4 - кинематическая схема автомата; на фиг. 5 - переходы формообразования крючка; на фиг. 6 - 8 - механизмы ориентации, обжима и перекручивания; на фиг. 9 - схема ориентации.
Автомат представляет собой станину 1 коробчатого типа с закрепленной на ней монтажной плитой 2,: на которой установлен при помощи лап корпус 3 механизма поворота ротора, содержащий центральный вал 4 с посаженным на него ротором 5. На верхней площадке ротора установлены механизмы 6 и 7 прижима крючка сброса.
На плите 2 по направлению движения ротора закреплены инструментальные блоки.
Блок 8 содержит механизмы 9 подачи проволоки, W и 11 загиба кольца и 12 отрезки.
Блок 13 предназначен для ориентации концов заготовки в одной плоскости, обжима их
по форме пуансона и перекручивания. Этот блок имеет механизм 14 опускания пуансона, состоящий из щтока 15, конец которого выполнен по форме пружинящей части крючка, пружины 16, возвращающей шток в исходное иоложение, и стакана 17.
Механизм 18 ориентации и обжима специальными выступами прихватов 19 ориентирует концы заготовки в одной плоскости (см. фиг. 9) и обжимает по форме пуансона. Двнжение ориентирующих и обжимных прихватов осуществляется рейкой 20, секторами 21 и ползунами 22. Стакан 17 предназначен для подсоединения щарикороликовой передачи 23. В одном корпусе с механизмом ориентации и
вания, содержащей рейку 25, связанную с направляющей 26 ползунов механизма ориентации и обжима через блок-щестерню 27.
Для контроля и исправления возможных ошибок формообразования после перекручивания служит инструментальный блок 28 подрихтовки, который состоит из рейки 29, шестерен 30 и прихватов 31.
Блок 32 плющения представляет собой реечный механизм 33 с двумя молоточками 34.
Инструментальный блок 35 отсечки жала состоит из ножей и приводов, приводящих их в двилсение. Блок 36 засечки бородки состоит из ножа 37, посаженного на ось 38, и привода 39, который сообщает ножу маятниковое движение. Блок 40 загиба поддева содержит механизм 41 опускания формы и механизмы 42 и 43 обкатки. Привод ротора автомата и инструментальных блоков представляет собой электромеханическую передачу, состоящую из электродвигателя 44, клиноременной передачи 45, редуктора 46, муфты 47 и конической шестерни 48.
Автомат работает следующим образом.
Шестерня 48, жестко посаженная на барабан 49, получив вращение от привода автомата, через кривошип 50, мальтийский крест 51 и зубчатую передачу 52 поворачивает ротор на 1/8 оборота. Для фиксации ротора в этом полож;ении на барабан 49 посажен профильный диск 53, который через рейку 54 и шестерню 55 посылает фиксатор 56 в гнездо фиксирующего диска 57, жестко связанного с центральным валом ротора.
После фиксации ротора вступают в работу все инструментальные блоки. Рабочий цикл инструментальным блокам передается от привода автомата через вал 58 отбора мощности, распределительные валы 59 с кулачками и передачу 23. Все инструментальные блоки работают в одном цикле, но при этом каладый из них выполняет определенную, только ему заданную технологическую операцию. После окончания рабочего цикла инструментальных блоков включается в работу механизм поворота ротора. Таким образом, за каждые Vs оборота ротора автомат выдает один рыболовный крючок с пружипой.
Технологический цикл изготовления рыболовного крючка с пружиной (см. фиг. 5) осуществляется следующим образом.
Из бухты, уложенной на барабан 60, проволока подается к правильному механизму 61 и далее -- к инструментальному блоку 8 подачи загиба и отрезки. Механизм подачи направляет проволоку к игле 62, вокруг которой механизмом загиба производится образование кольца крючка, а механизм прижима прижимает заготовку к основанию ротора и удерживает в этом положении до конечной операции
изготовления крючка. Затем производится отрезка заготовки на мерную длину механизмом отрезки. Для образования пружины крючка в блоке 13 последовательно работают три механизма. Механизм 14 подает пуансон в пространство двумя -концами заготовки. Механизм перекручивания рейкой 25 и блок-шестерней 27 поворачивает механизм ориентации и обжима на заданный угол, образуя пружинящий захват крючка. После прохода контроля в блоке подрихтовки заготовка подается в блок плющения. Расплющенный конец крючка в блоке отсечки ножами отрезается с двух сторон на острый конус, образуя жало крючка. После этого крючок подается к инструментальному блоку 36, где специальным ножом производится засечка бородки крючка. В блоке 40 выполняется последняя операция изготовления крючка - загиб поддева, затем изготовленный рыболовный крючок с пружинкой
удаляются из автомата механизмом сброса в приемный бункер готовых изделий.
Предмет изобретения
1.Автомат Для изготовления рыболовных крючков, содержащий инструментальные блоки, получающие движение от кулачкового распределительного вала, отличающийся тем, что,
с целью изготовления крючков с пружинкой и увеличения производительности, инструментальные блоки смонтированы на роторе и содержат расположенные в одном корпусе механизмы ориентации концов заготовки в одной
плоскости, обжима их и перекручивания пружинящей части крючка.
2.Автомат по п. 1, отличающийся тем, что механизм ориентации Выполнен в виде конусообразных прихватов, укрепленных в ползунах и связанных щестернереечной передачей с распределительным кулачковым валом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления одинарных рыболовных крючков и автомат для их изготовления | 1989 |
|
SU1789316A1 |
| Автомат для изготовления рыболовных крючков | 1933 |
|
SU98673A1 |
| Машина для изготовления рыболовных крючков | 1949 |
|
SU82073A1 |
| Автомат для изготовления рыболовных крючков | 1952 |
|
SU98764A1 |
| Автомат для изготовления рыболовных крючков | 1978 |
|
SU764804A2 |
| Автомат для изготовления изделий из проволоки | 1990 |
|
SU1719141A1 |
| Автомат для изготовления рыболовных крюков | 1976 |
|
SU608594A2 |
| Автомат для изготовления рыболовных крючков | 1985 |
|
SU1261734A2 |
| АВТОМАТ ДЛЯ ОБВЯЗКИ ШТУЧНЫХ ИЗДЕЛИЙ С ОТВЕРСТИЕМ | 1973 |
|
SU397427A1 |
| Автомат для изготовления подвесок маятника часов типа ходиков | 1948 |
|
SU79436A1 |
if)
V7
IT
TS 31
fуг 3
/# 4«
Peiepifo
3(xevfta
SoflO HU
/hdparmi
o
го
Раг.б
6-6
r
.Й ,/e
;7
Н
JZ
1
/
25
.
